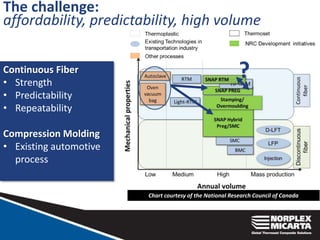
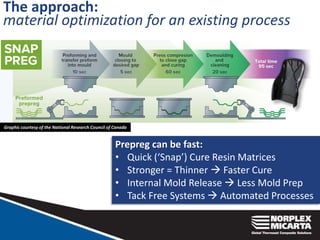
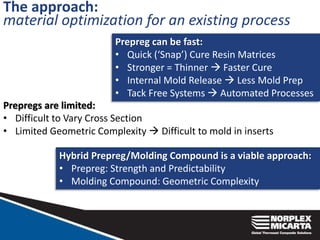
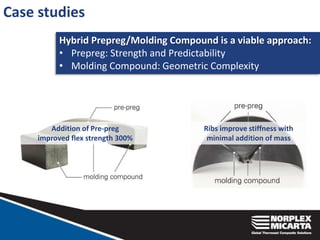
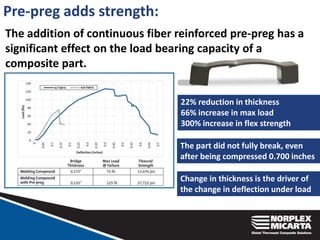
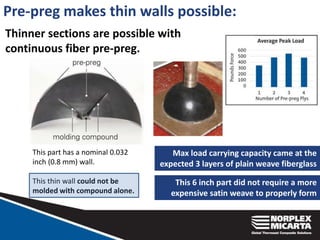
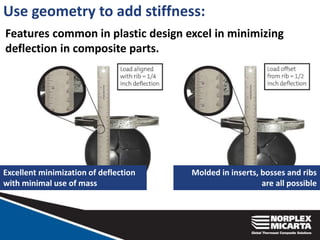
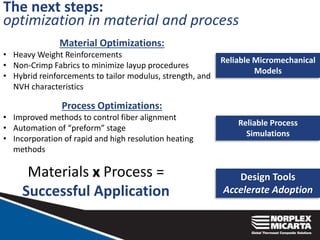
The document discusses advancements in thermoset continuous fiber pre-pregs aimed at high-volume manufacturing, highlighting the challenges of affordability and predictability. It presents a hybrid approach combining pre-preg and molding compounds to enhance strength, geometric complexity, and manufacturability, showcasing significant improvements in load-bearing capacities. Future steps include optimizing materials and processes to further address challenges associated with automotive composite applications.






















![Prepreg technology[1]](https://cdn.slidesharecdn.com/ss_thumbnails/prepregtechnology1-130820062139-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)












































