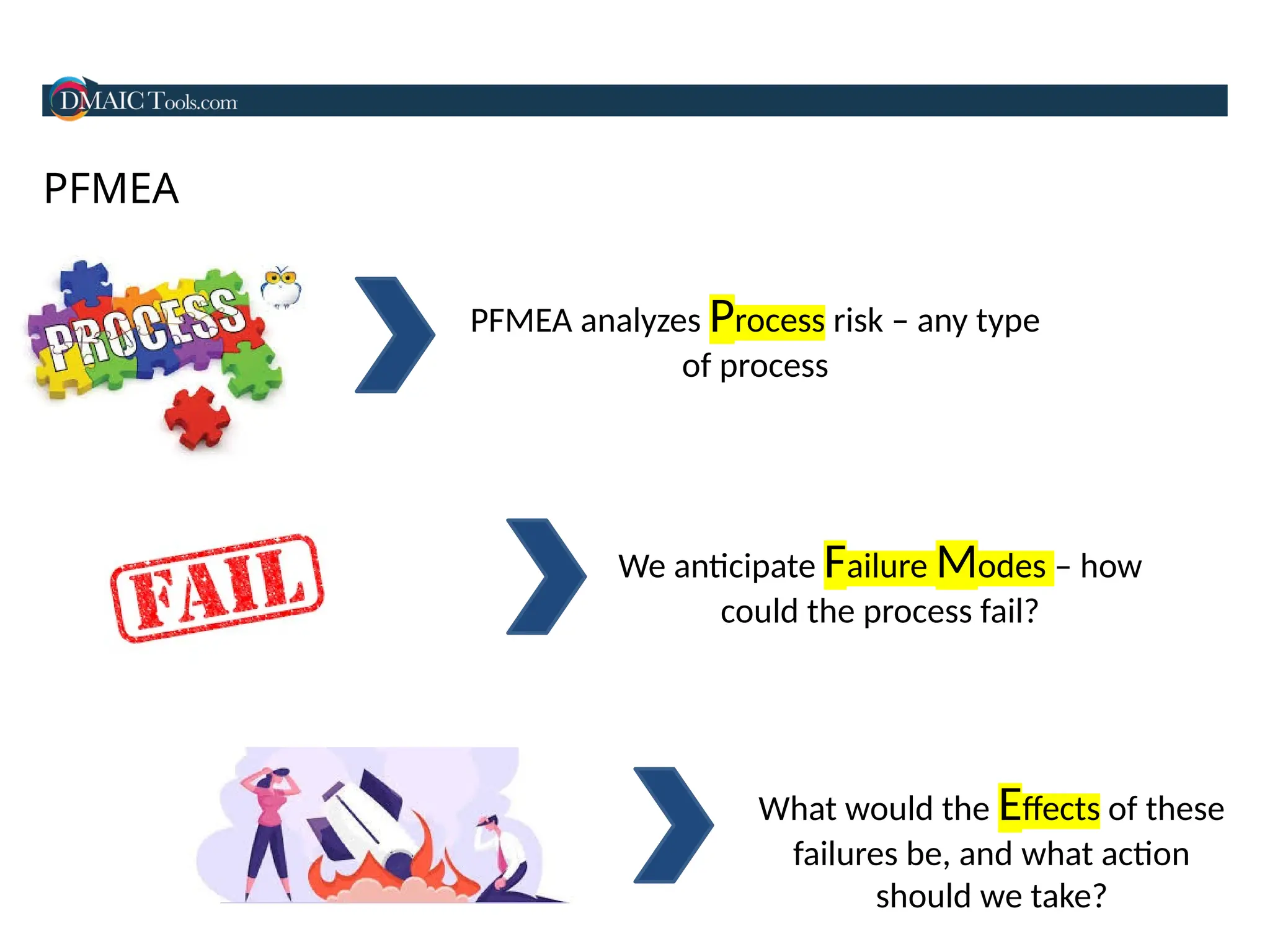
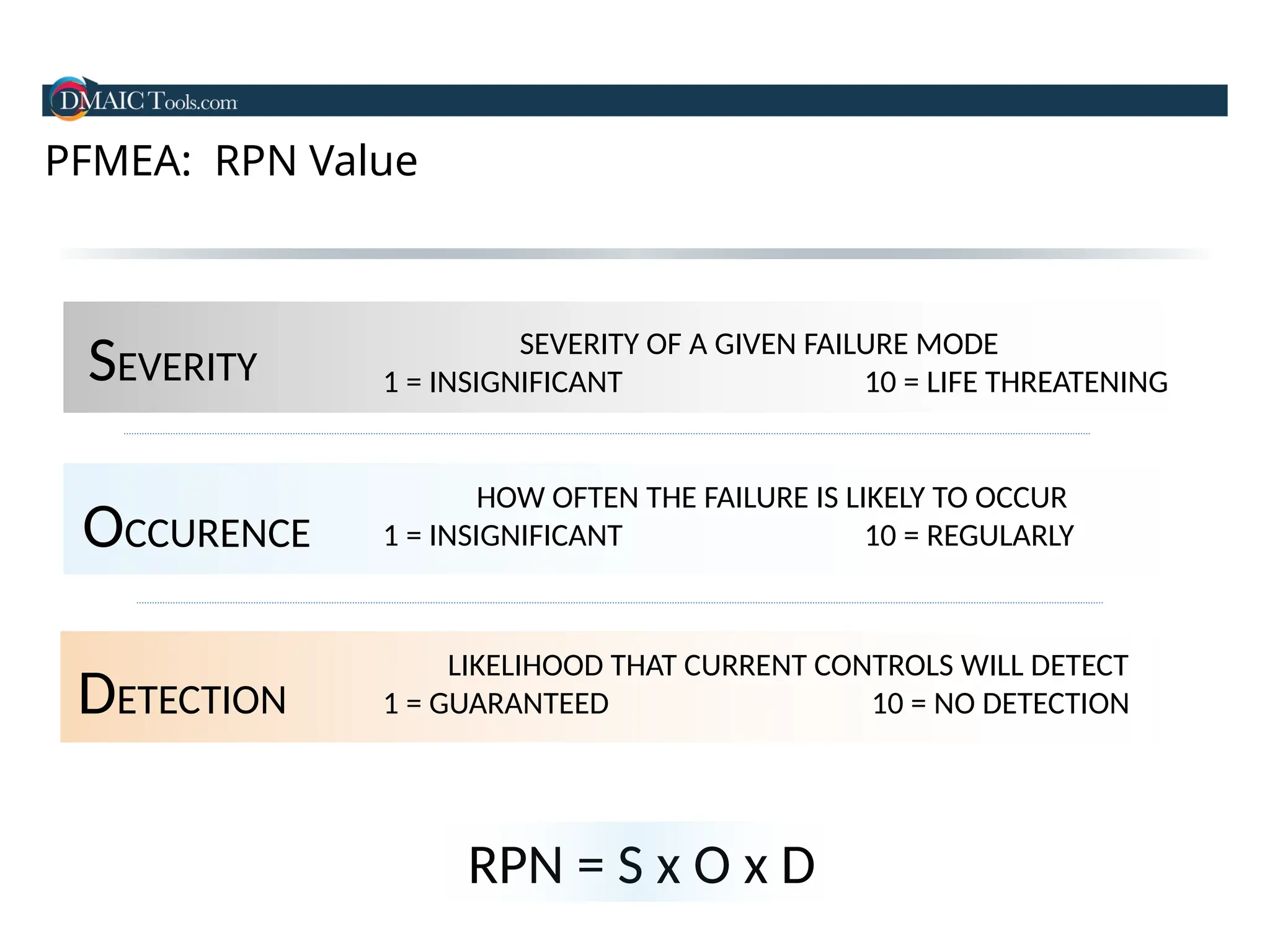
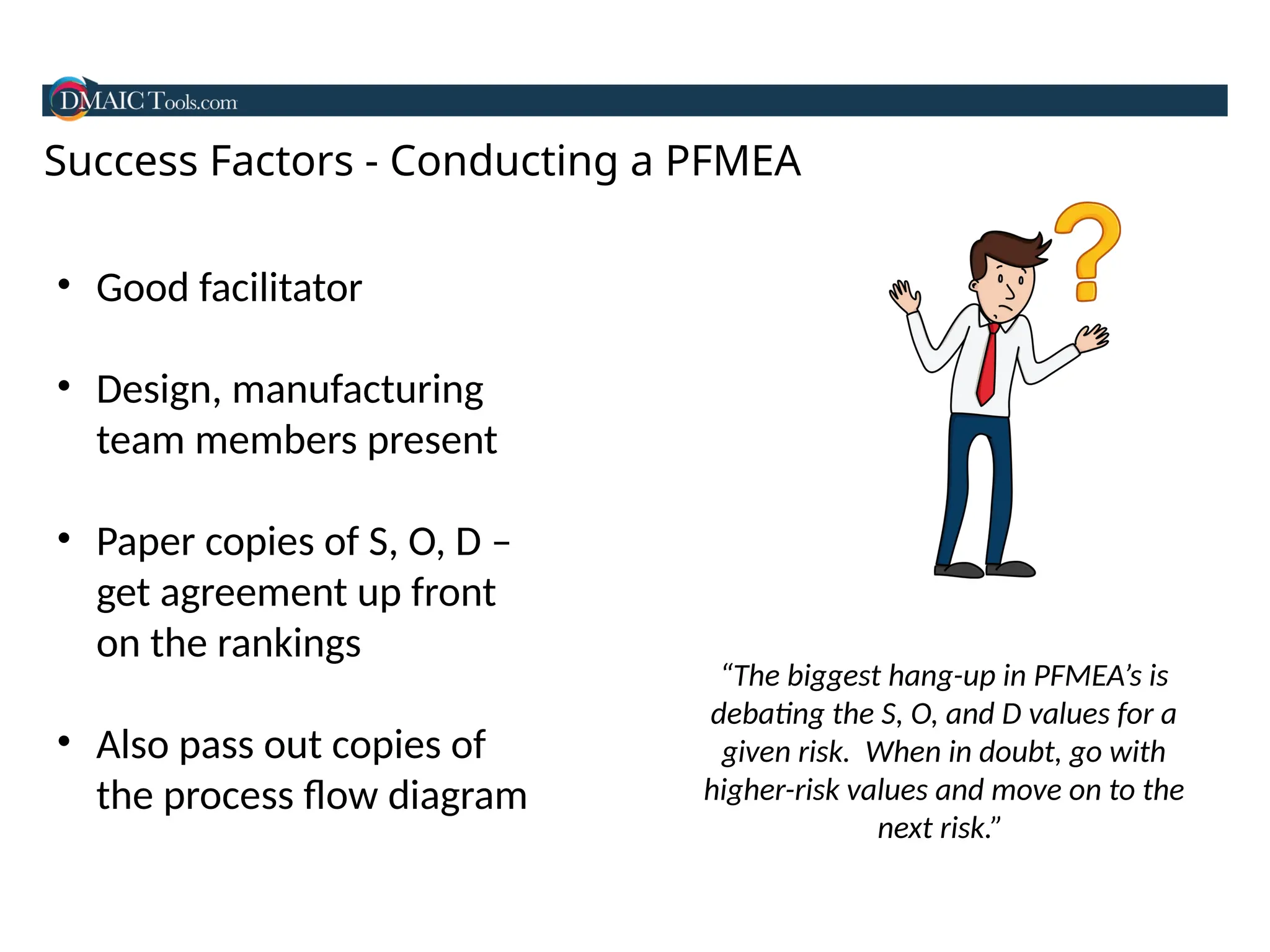
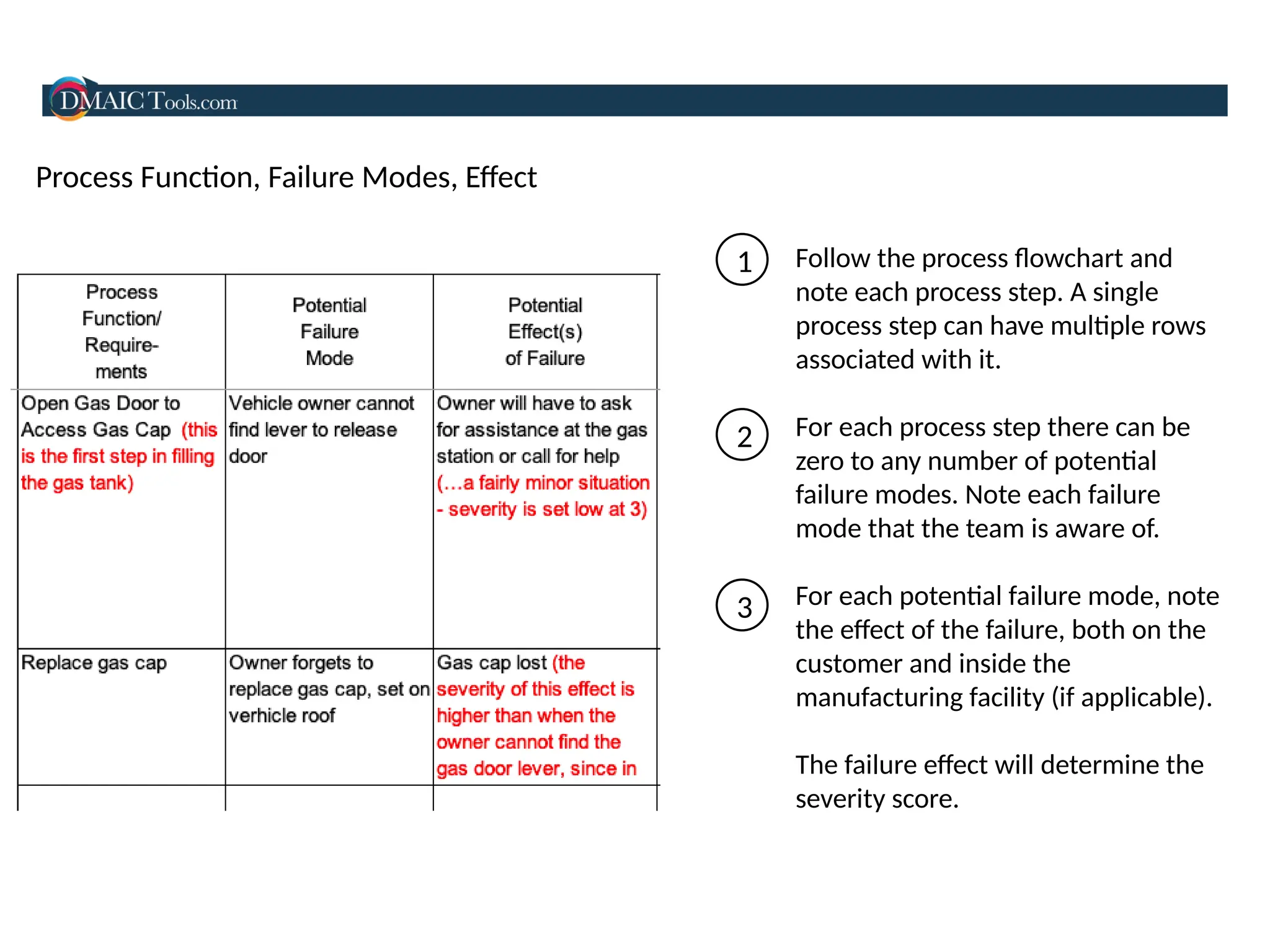
PFMEA (Process Failure Mode and Effects Analysis) is a risk assessment tool used to analyze potential failure modes in processes by calculating a Risk Priority Number (RPN) based on severity, occurrence, and detection. It helps prioritize risks by determining their potential impacts and necessary countermeasures. Successful PFMEA implementation requires collaboration among team members, clear documentation, and updated action plans to address identified risks.