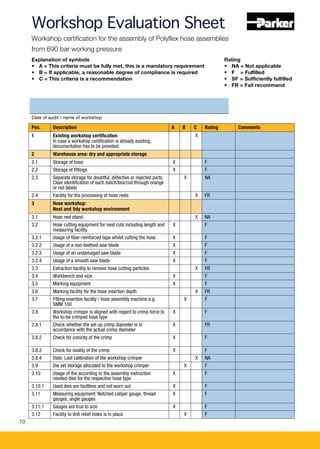
The document provides guidelines for distributors to become certified to assemble Parker Polyflex hose assemblies above 690 bar working pressure. It outlines a 6 step certification process including preparing a business plan, meeting warehouse and workshop requirements, training requirements, levels of certification, and the re-certification procedure. It also describes the workshop certification process, which involves a standardized evaluation sheet to document the criteria a workshop must meet to be certified for 2 years. Adherence to the assembly instructions and maintenance is critical for safety and ensuring the hoses meet standards.