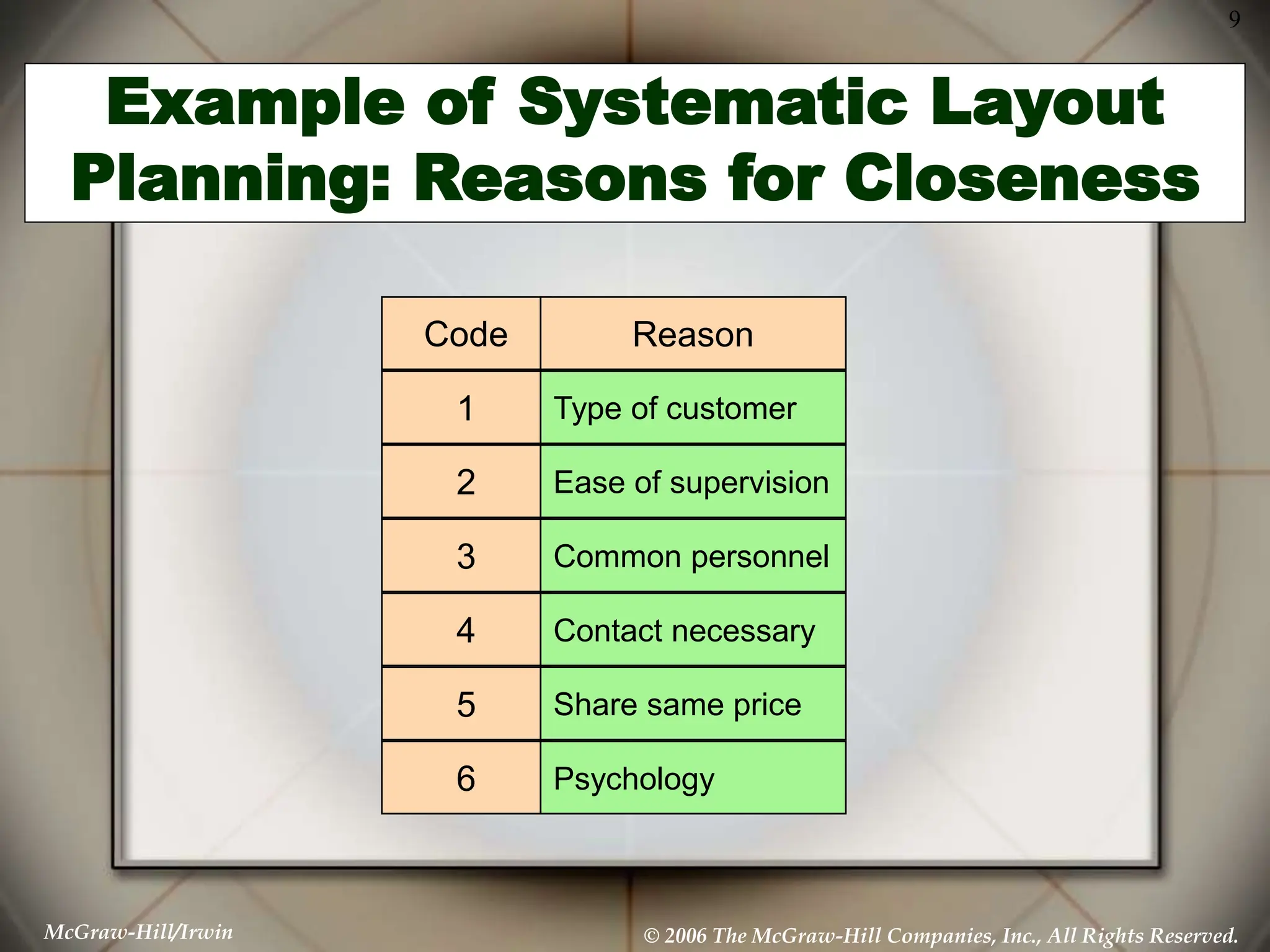
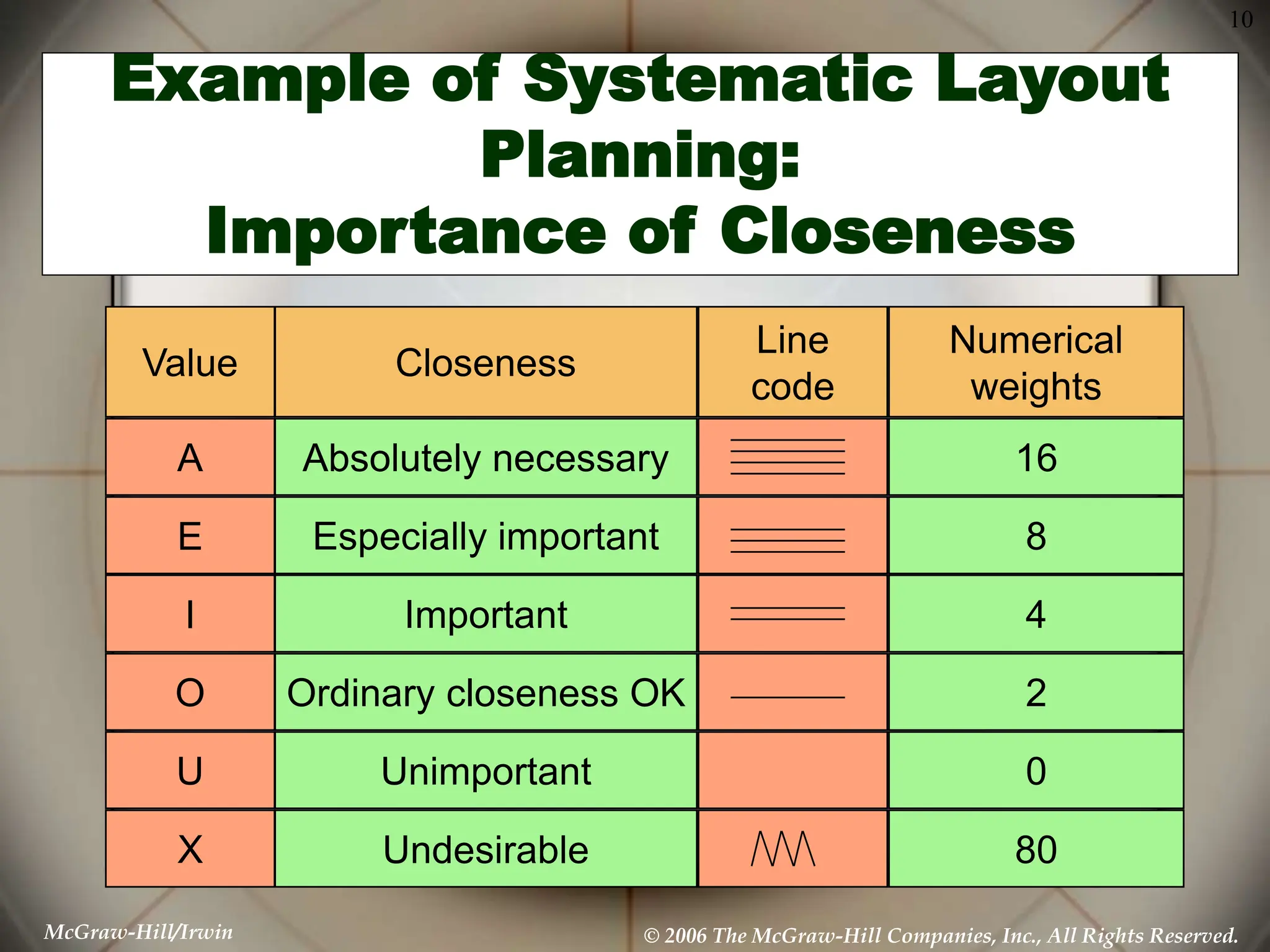
The document discusses facility layout and line balancing concepts. It provides definitions and examples of different facility layout formats, including process layout and systematic layout planning. It also provides an example of assembly line balancing, showing how to structure the precedence diagram, determine the cycle time and theoretical minimum number of workstations, and load tasks to the workstations in sequence while maintaining precedence and balancing the work content.