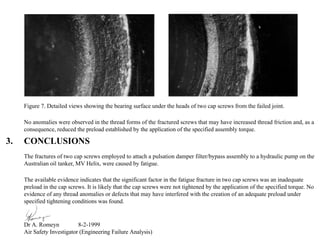
Download as PDF, PPTX












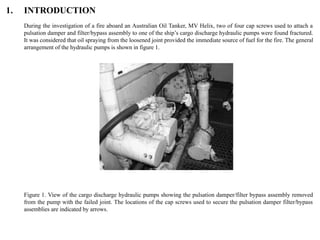
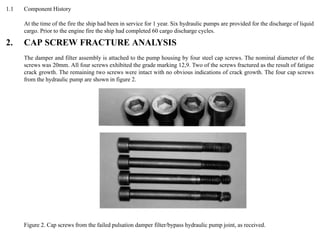



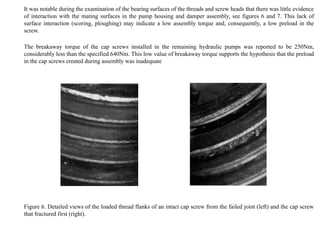
On October 17, 1998, a fire broke out aboard the Australian oil tanker Helix while discharging cargo at a terminal in Brisbane, Queensland. The fire originated in the ship's hydraulic machinery space, where hydraulic pumps powered the cargo and ballast pumps. Three crew members in the engine room at the time felt and heard an explosion and saw a fireball, escaping through the steering flat and an enclosed escape. Smoke quickly filled the accommodation stairwell and engine room. The cargo pumps automatically shut down and crew closed cargo valves. After the crew mustered, two entered the engine room in breathing apparatus and extinguished isolated fires in lagging and a hydraulic pump sump. The fire was contained and ship declared safe by responding firefighters within












































































