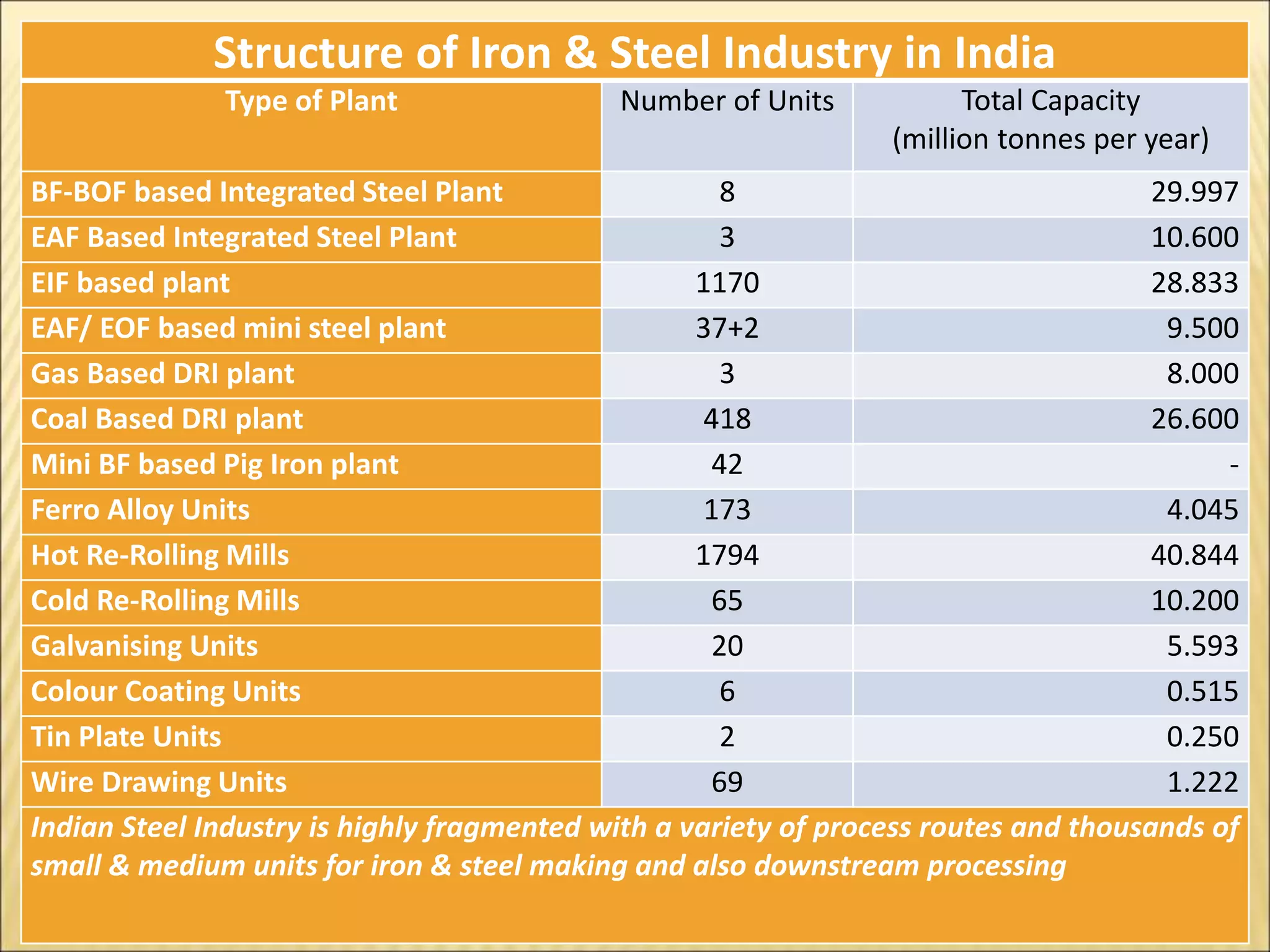
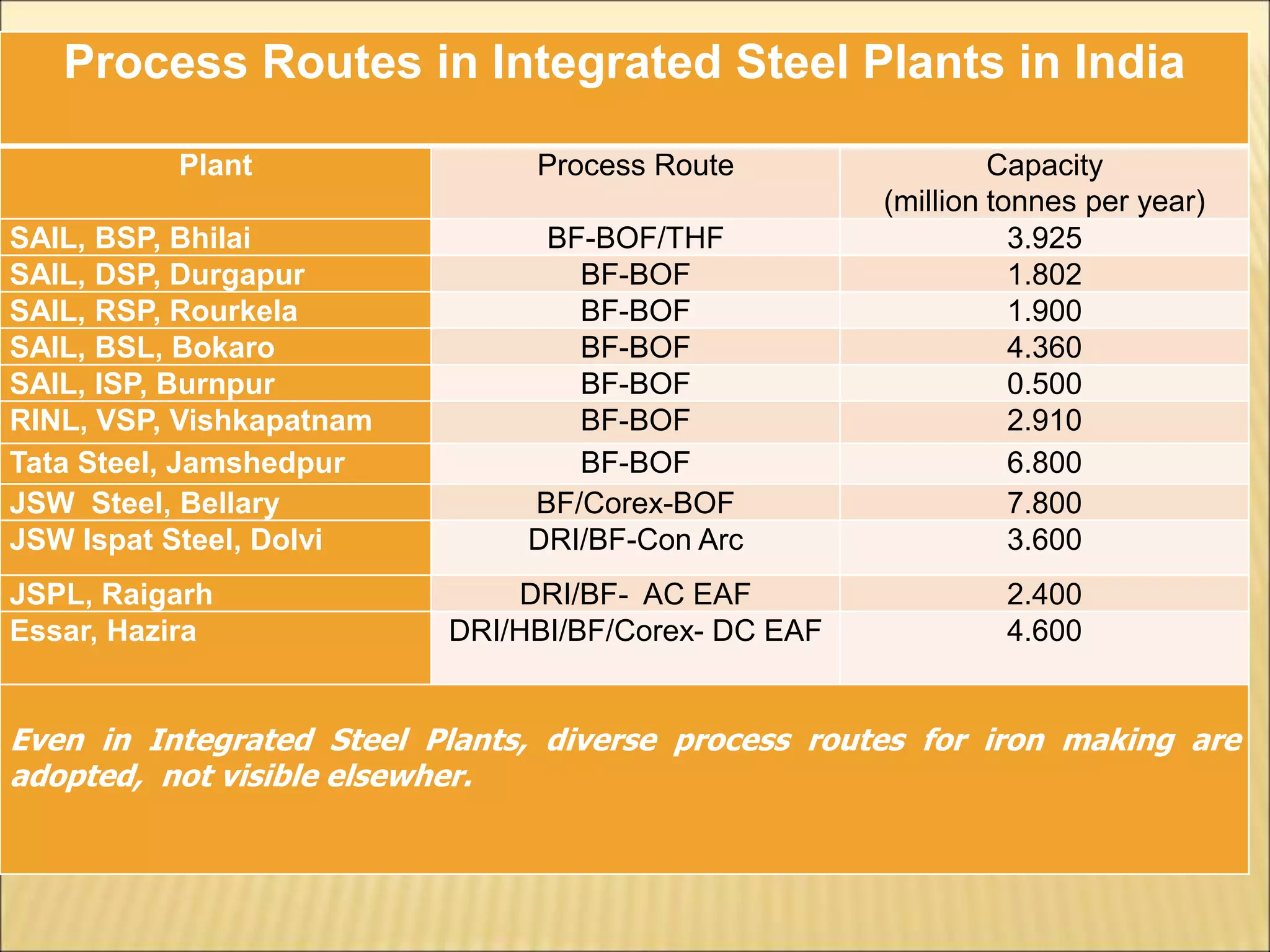
This document discusses the status and future projections of the Indian steel industry. It notes that Indian steel production is expected to grow significantly in the coming years to support infrastructure development and economic growth. Currently, India ranks 4th in the world for steel production. The steel industry is fragmented with many small plants using different production processes. The document outlines strategies for the steel industry to improve energy efficiency and reduce emissions, such as adopting new technologies, increasing use of alternate fuels, and pursuing R&D for low-carbon production methods. This will help transform the industry to meet international benchmarks over the long term.