
Recommended
More Related Content
What's hot
What's hot (14)
Similar to Mot so bai cnc
Similar to Mot so bai cnc (20)
Mot so bai cnc
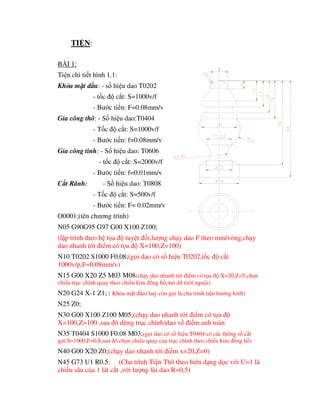
- 1. TI N: BÀI 1: Ti n chi ti t hình 1.1: Kh a m t u: - s hi u dao T0202 -t c c t: S=1000v/f - Bư c ti n: F=0.08mm/v Gia công thô: - S hi u dao:T0404 -T c c t: S=1000v/f - Bư c ti n: f=0.08mm/v Gia công tinh: - S hi u dao: T0606 -t c c t: S=2000v/f - Bư c ti n: f=0.01mm/v C t Rãnh: - S hi u dao: T0808 -T c c t: S=500v/f - Bư c ti n: F= 0.02mm/v O0001;(tên chương trình) N05 G90G95 G97 G00 X100 Z100; (l p trình theo h t a tuy t i,lư ng ch y dao F theo mm/vòng,ch y dao nhanh t i i m có t a X=100,Z=100) N10 T0202 S1000 F0.08;(g i dao có s hi u T0202,t c c t 1000v/p,F=0,08mm/v) N15 G00 X20 Z5 M03 M08(ch y dao nhanh t i i m có t a X=20,Z=5,ch n chi u tr c chính quay theo chi u kim ng h ,m dd tư i ngu i) N20 G24 X-1 Z1; ( Kh a m t u) hay còn g i là chu trình ti n hư ng kính) N25 Z0; N30 G00 X100 Z100 M05;(ch y dao nhanh t i i m có t a X=100,Z=100 ,sau ó d ng tr c chính)dao v i m anh toàn N35 T0404 S1000 F0.08 M03;(g i dao có s hi u:T0404 có các thông s c t g t:S=1000,F=0,8,sau ó ch n chi u quay c a tr c chính theo chi u kim ng h ) N40 G00 X20 Z0;(ch y dao nhanh t i i m x=20,Z=0) N45 G73 U1 R0.5; (Chu trình Ti n Thô theo biên d ng d c v i U=1 là chi u sâu c a 1 lát c t ,v i lư ng lùi dao R=0,5)
- 2. N50 G73 P55 Q95 U0.1 W0.1;(chu trình ti n theo biên d ng d c v i U=0,1 lư ng dư gia công W=0,1) N55 G01 X0 Z0;(ti n n i suy ư ng th ng t i i m có t a :X0Y0) N60 G03 X8 Z-4 R4;(ti n n i suy cung tròn theo ngư c chi u kim ng h ) N65 G01 X16 Z-10; N70 G01X 16 Z-19; N75 G03 X11.33 Z-32 R10; N80 G02 X12 Z-40 R4.95; N85 G01 X18 Z-42; N90 G01 X18 Z-48; N95 G00 X20 Z-48; N100 G00 X100 Z100 M05; N105 T0606 S2000 F0.01 M03; N110 X20 Z0; N115 G72 P55 Q95; (Chu trình Ti n Tinh) N120 G00 Z100 M05; N125 T0808 S500 F0.02 M03; N130 G77 R0.5; ( C t Rãnh) N135 G77 X12 Z-16 P2000 Q1000 R0.2; N140 G01 X20 Z-16; N145 G00 X100 Z100 M05; N150 M03M09M30.
- 3. BÀI 2: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, F=0.08mm/v Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.02mm/v Gia công ren: - S hi u dao: T1010 S=800v/f Gia công L : - S hi u dao T0303 S=1000v/f, F=0.05mm/v
- 4. O0002; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08 M03 M08; N15 G00 X40 Z5; N20 G24 X-1 Z1; (kh a m t u) N25 Z0; N30 G00 X100 Z100 M05; N35 T0404 S1000 F0.08 M03; N40 G00 X40 Z0; N45 G73 U1 R0.5; ( chu trình gia công thô) N50 G73 P55 Q115 U0.1 W0.1; N55 G01 X10 Z0; N60 G01 X12 Z-1;
- 5. N65 G01 X12 Z-12; N70 G01 X18 Z-12; N75 G03 X24 Z-15 R3.5; N80 G01 X24 Z-17; N85 G01 X20 Z-18; N90 G02 X20 Z-30 R8; N95 G01 X24 Z-31; N100 G01 X22 Z-33; N105 G01 X12 Z-35; N110 G01 X12 Z-50; N115 G01 X40 Z-50; N120 G00 X100 Z100 M05; N125 T0606 S1500 F0.01 M03; N130 G00 X40 Z0; N135 G72 P55 Q115; ( chu trình gia công tinh) N140 G00 X100 Z100 M05; N145 T0808 S500 F0.02 M03; N150 G77 R0.5; ( c t rãnh) N155 G77 X8 Z-12 P2000 Q1000 R0.2; N160 G01 X40 Z-12; N165 G00 X100 Z100 M05; N170 T1010 S800 M03; N175 G01 X0 Z1; N180 G21 X9,272 Z-11 F2; (gia công ren) N185 G01 X40 X-11; N190G00 X100 Z100 M05; N195 T0303 S1000 F0.05 M03; N200 G00 X0 Z1; N205 G98 G83 X0 Z-16.2 Q5000 P1500; ( gia công l ) N210 G00 X100 Z100 M05; N215 M09 M30;
- 6. BÀI 3: Gia công chi ti t hình1.3: -Kh a m t u: - S hi u dao: T0202 -T c c t: S=1000v/f - Bư c ti n: F=0.08 mm/v -Gia công thô theo biên d ng: - s hi u dao: T0404 -t c c t: S=1000v/f - Bư c ti n: F= 0.08mm/v - Gia công tinh: - S hi u dao: T0606 -T c t: S= 2000v/f - Bư c ti n: F=0.02mm/v
- 7. O0003; N05 G00 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08 M03 M08; N15 G00 X45 Z5; N20 G24 X-1 Z1; (kh a m t u) N25 Z0; N30 G00 X100 Z100 M05; N35 T0404 S2000 S0.08 M03; N40 G00 X45 Z0; N45 G73 U1 R0.5; ( chu trình gia công thô) N50 G73 P55 Q75 U0.1 W0.1; N55 G01 X20 Z0; N60 G01 X20 Z-20 R5; N65 G01 X40 Z-20 C2; N70 G01 X40 Z-60; N75 G01 X45 Z-60; N80 G00 X100 Z100 M05; N85 T0606 S200 F0.021 M03; N90 G00 X45 Z0; N95 G72 P55 Q75; ( chu trình gia công tinh) N100 G00 X100 Z100 M05;
- 8. N105 M09 M30; BÀI 4: Gia công chi ti t hình1.3: -Kh a m t u:- S hi u dao: T0202 S=1000v/f, F=0.08 mm/v -Gia công thô theo biên d ng: - s hi u dao: T0404 S=1000v/f, F= 0.05mm/v - Gia công tinh: - S hi u dao: T0606 S= 2000v/f, F=0.01mm/v
- 9. O0004; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08 M03 M08; N15 G00 X90 Z5; N20 G24 X-1 Z1; (kh a m t u) N25 Z0; N30 G00 X100 Z100 M05; N35 T0404 S1000 F0.05 M03; N40 G00 X90 Z0; N45 G73 U1 R0.5; ( chu trình gia công thô) N50 G73 P55 Q90 U0.1 W0.1; N55 G01 X55.95 Z-18.02; N60 G01 X82.23 Z-37.92; N65 G01 X82.23 Z-53.32; N70 G02 X82.23 Z-85.23 R20.06; N75 G01 X-82.23 Z-107.76; N80 G01 X55.95 Z-123.91; N85 G01 X55.95 Z140.05;
- 10. N90 G01 X90 Z-140.05; N95 G00 X100 Z100 M05; N100 T0606 S2000 F0.01 M03; N105 G00 X90 Z0; N110 G72 P55 Q90; ( chu trình gia công tinh) N115 G00 X100 Z100 M05; N120 M09 M30; BÀI 5: Gia công chi ti t : - Kh a m t u:- S hi u dao: T0202 -T c c t: S=1000v/f - Bư c ti n: F=0.08 mm/v - Gia công thô theo biên d ng: - s hi u dao: T0404 -t c c t: S=1000v/f - Bư c ti n: F= 0.05mm/v
- 11. - Gia công tinh: - S hi u dao: T0606 -T c t: S= 1500v/f - Bư c ti n: F=0.01mm/v - Gia công L : - S hi u dao T0303 -T c c t: S=1000v/f - Bư c ti n: F=0.05mm/v O0005; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08 M03 M08; N15 G00 X45 Z5; N20 G24 X-0.5 Z2; ( kh a m t u) N25 G00 X100 Z100 M05; N30 T0404 S1000 F0.08 M03; N35 G00 X30 Z5; N40 G73 U2 R2; (chu trình ti n thô theo biên d ng) N45 G73 P50 Q80 U1 W0.2; N50 G01 X30 Z-4; N55 X20 Z-8, N60 Z-12; N65 G03 X20 Z-20 R4;
- 12. N70 G01 Z-24; N75 X30 Z-32; N80 Z-38; N85 G00 X100 Z100 M05; N85 T606 S1500 F0.03 M03; N90 G00 X30 Z5; N95 G72 P50 Q80; ( chu trình ti n tinh) N100 G00 X100 Z100 M05; N105 M09 M30; BÀI 6: Dao kh a m t u: T0202:S=1000v/p,F=0.05mm/v; Dao gia công thô: T0404, S=1000v/p, F=0.08mm/v Dao gia công tinh: T0606, S=1500v/p,F=0.01mm/v Dao khoan: T0303, S=800v/p,F=0.2mm/v;
- 13. W O0006 N05 G90 G95 G97; N10 G00 X100 Z100; N15 T0202 S1000 F0.05 M03 M08; N20 G00 X40 Z5; N25 G24 X-0.5 Z1; (Ti n kh a m t u) N30 G00 X100 Z100M05; N35 T0404 S1000 F0.08 M03; N40 G00 X10 Z5; N45 G73 U2 R1; (Chu trình gia công thô) N50 G73 P55 Q105 U1 W1; N55 G01 X6 Z2; N60 Z0; N65 X10 Z-2; N70 Z-8; N75 X16 Z-18; N80 Z-30; N85 G02 X20 Z-32 R2;
- 14. N90 G01 X26 Z-32; N95 G03 X30 Z-34 R2; N100 G01 X30 Z-40; N105 G00 X100 Z-40; N110 G00 X100 Z100; N115 T0606 S1500 F0.01; (Chon dao ti n tinh) N120 G01 X6 Z2; N125 Z0; N130 G72 P45 Q95; (Chu trình ti n tinh) N135 G00 X100 Z100 M05; N140 T0303 S800 F0.2 M03 N145 G01 X0 Z10; N150 G99 G83 X0 Z-11 R10 Q2000 P1000 R1; (Chu trình khoan) N155 G01 X0 Z10; N160 G00 X100 Z100 M05; N165 M09 M30; BÀI 7: Dao kh a m t u: T0202:S=1000v/p,F=0.05mm/v; Dao gia công thô: T0404:S=1000v/p,F=0.08mm/v; Dao gia công tinh: T0606, S=1500v/p, F=0.01mm/v
- 15. O0007; N05 G90 G95 G97; N10 G00 X100 Z100; N15 T0202 S1000 F0.05 M03 M08; N20 G00 X100 Z5; N25 G24 X-0.5 Z1; (Ti n kh a m t u) N30 G00 X100 Z100 M05; N35 T0404 S1000 F0.08 M03; N40 G00 X20 Z0; N45 G73 U2 R1; N50 G73 P55 Q90 U1 W1; (Chu trình gia công thô) N55 G01 X10 Z0; N60 Z-10; N65 X18 Z-15; N70 G02 X18 Z-25 R10; N75 G01 X8 Z-32; N80 Z-35; N85 G03 X0 Z-40 R15; N90 G00 X100 Z-40; N95 G00 X100 Z100;
- 16. N100 T0404 S1500 F0.01; (Ch n dao ti n tinh) N105 G01 X10 Z2; N110 Z0; N115 G72 P50 Q85; (Chu trình tiên tinh) N120 G00 X100 Z100; N125 M05 M09 M30. BÀI 8: Dao kh a m t u: T0202:S=1000v/p,F=0.05mm/v; Dao gia công thô: T0404:S=1500v/p,F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v; Dao c t rãnh: T0808, S= 500v/p, F=0.03mm/v
- 17. Dao gia công l : T0303, S=1000v/p, F=0.05mm/v O008; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.05; N15 G00 X101 Z5 M03 M08; N20 G24 X-0.5 Z0; , ( kho m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X10 Z0; N40 G73 U1 R2; ( ti n thô theo biên d ng ) N45 G73 P50 Q90 U1 W1; N50 G01 X6 Z0; N55 X10 Z-2; N60 Z-25; N65 X40; N70 G03 X93 Z-58 R38; N75 G01 Z-75; N80 G02 X95 Z-125 R56;
- 18. N85 G01 X35 Z-150; N90 Z-180; N95 G00 X100 Z100; N100 T0606 S2000 F0.01; N105 G00 X6 Z10; N110 G72 P50 Q90; ( chu trình ti n tinh ) N115 G00 X100 Z100 M05; N120 T0808 S500 F0.03 M03; N125 G77 R0.5; ( gia công c t rãnh) N130 G77 X20 Z-25; N135 G01 X50 Z-25; N140 G00 X100 Z100 M05; N145T0303 S1000 F0.05 M03; ( dao 10 ) N150 G00 X0 Z10; N155 G98 G83 X0 Z-15 Q5000 P1000; ( khoan l ) N160 G00 X1000 Z100 M05; N165 M09 M30. BÀI 9: Dao kh a m t u: T0202, S=1000v/p, F=0.05mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v
- 19. Dao gia công rãnh: T0808, S= 500v/p, F= 0.03mm/v Dao gia công l : T0303, S=1000v/p, F=0.05mm/v O0009; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.05; N15 G00 X101 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08 N35 G00 X100 Z0; N40 G73 U1 R2; ( ti n thô ) N45 G73 P50 Q85 U1 W1; N50 G01 X26 Z0; N55 X30 Z-2; N60 Z-25; N65 X40; N70 G03 X110 Z-56.45 R60;
- 20. N75 G02 X95 Z-125 R54; N80 G01 X35 Z-150; N85 Z-180; N90 G00 X100 Z100; N95 T0606 S2000 F0.01; N100 G00 X26 Z5; N105 G72 P50 Q85; ( ti n tinh ) N110 G00 X100 Z100 M05; N115 T0808 S500 F0.02 M03; ( b r ng dao 2 ) N120 G77 R0.5; ( c t rãnh ) N125 G77 X20 Z-25 P1000 Q1500; N130 G01 X50 Z-25; N135 G00 X100 Z100 M05; N140 T0303 S1000 F0.05 M03; N145 G00 X0 Z10; N150 G98 G83 X0 Z-15 Q5000 P1000; ( khoan l ) N155 G00 X100 Z100 M05; N160 M09 M30. Bài 10: Dao kh a m t u: T0202, S=1000v/p, F=0.08mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v Dao gia công rãnh: T0808, S= 500v/p, F= 0.03mm/v
- 21. Dao gia công l : T0303, S=1000v/p, F=0.05mm/v Phôi 99x190 mm; O0010; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08 M03 M08; N15 G00 X99 Z5; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X99 Z0; N40 G73 U1 R1; ( gia công thô ) N45 G73 P50 Q90 U1 W1; N50 G01 X26 Z0; N55 X30 Z-2; N60 Z-25; N65 X40;
- 22. N70 G02 X42 Z-64 R47.60; N75 G03 X95 Z113.5 R48; N80 G01 Z-125; N85 X35 Z-150; N90 Z-180; N95 G01 X100 Z-180; N100 G00 X100 Z100; N105 T0606 S2000 F0.01; N110 G00 X26 Z5; N115 G72 P50 Q90; ( ti n tinh ) N120 G00 X100 Z100 M05; N125 T0808 S500 F0.03 M03; ( b r ng dao 2 ) N130 G00 X30 Z-22; N135 G77 R1; ( gia công rãnh) N140 G77 X20 Z-25 P1000 Q1500; N145 G00 X100 Z100 M05; N150 T0303 S1000 F0.05 M03; (dao 10 ) N155 G00 X0 Z10; N160 G98 G83 X0 Z-15 Q5000 P1000; ( khoan l ) N165 G00 X100 Z100 M05; N170 M09 M30. BÀI 11: Dao kh a m t u: T0202, S=1000v/p, F=0.05mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v Dao gia công l : T0303, S=3000v/p, F=0.05mm/v
- 23. Phôi 40x50 mm Ø Ø Ø Ø Ø O0011; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.05 M03 M08; N15 G00 X40 Z5; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X16 Z5; N40 G73 U1 R1; (gia công thô ) N45 G73 P50 Q70 U1 W1; N50 G01 X16 Z0; N55 X26 Z-10; N60 G03 X36 Z-25 R10; N65 G01 Z-36; N70 X24 Z-48; N75 G00 X100 Z100; N80 T0606 S2000 F0.01;
- 24. N85 G00 X16 Z5; N90 G72 P50 Q70; ( ti n tinh ) N95 G00 X100 Z100 M05; N100 T0303 S3000 F0.03 M03; ( ư ng kính dao 8 ) N105 G00 X0 Z10; N110 G98 G83 X0 Z-15 Q1500 P1000; ( khoan ) N115 G00 X100 Z100 M05; N120 M09 M30. BÀI 12: Dao kh a m t u: T0202, S=1000v/p, F=0.05mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v Dao gia công l : T0303, S=2000v/p, F=0.05mm/v
- 25. Phôi 60x80 mm O0012; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.03 M03 M08; N15 G00 X60 Z5; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X18 Z5; N40 G73 U1 R2; ( ti n thô ) N45 G73 P50 Q70 U1 W1; N50 G01 X18 Z-13; N55 X38 Z-22; N60 G02 X54 Z-45 R14;
- 26. N65 G01 X24 Z-66; N70 Z-72; N75 G00 X100 Z100; N76 T0606 S2000 F0.01; N77 G00 X18 Z5; N78 G72 P50 Q70; ( ti n tinh ) N79 G00 X100 Z100; N80 T0303 S2000 F0.05; ( ư ng kính dao 10 ) N85 G00 X0 Z10; N90 G98 G83 X0 Z-15 Q5000 P1000; ( gia công l ) N95 G00 X100 Z100 M05; N100 M09 M30. BÀI 13: Dao kh a m t u: T0202, S=1000v/p, F=0.08mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.02mm/v Dao gia công l : T0303, S=1500v/p, F=0.05mm/v
- 27. Phôi 45x65 mm O0013; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X40 Z5 M03 M08 ; N20 G24 X-0.5 Z0; (M t u) N25 G00 X100 Z100 ; N30 T0404 S1500 F0.08; N40 G01 X24 Z5 ; N45 G73U1 R1 ; ( gia công thô ) N50 G73 P55 Q 70 U1 W1 ; N55 G01 X24 Z0 ; N60 X36 Z16 ; N65 G02 X36 Z40 R18 ; N70 G01 X36 Z54; N75 G00 X100 Z100 ; N80 T0606 S2000 F0.02 ;
- 28. N85 G01 X24 Z5 ; N90 G72 P55 Q70 ; ( gia công tinh ) N95 G00 X100 Z100 ; N100 T0303 S1500 F0.05; ( dao 10 ) N105 G00 X0 Z10 ; N110 G99 G83 X0 Z15 R10 Q5000 P1000 ; ( khoan l ) N115 G00 X100 Z100 M05; N120 M09 M30. BÀI 14: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1500v/f, : f=0.08mm/v
- 29. Gia công tinh: - S hi u dao: T0606 S=1500v/f, : F=0.02mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.02mm/v phôi 55x75 mm O0014; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X40 Z5 M03 M08 ; N20 G24 X-0.5 Z0; ( kh o m t u) N25 G00 X100 Z100 ; N30 T0404 S1500 F0.08; N40 G01 X24 Z5 ; N45 G73 U1 R1 ; ( gia công thô ) N50 G73 P55 Q70 U0.1 W0.1 ; N55 G01 X24 Z0 ;
- 30. N60 X36 Z16 ; N65 G02 X36 Z40 R18; N70 G01 X36 Z54; N75 G00 X100 Z100; N80 T0606 S1500 F0.02; N85 G01 X24 Z5; N90 G72 P55 Q75; ( ti n tinh ) N95 G00 X100 Z100; N100 T0808 S500 F0.02; (dao 10 ) N105 G00 X0 Z10; N110 G99 G83 X0 Z15 R10 Q5000 P1000; ( khoan l ) N115 G00 X100 Z100 M05; N120 M09 M30. Bài 15: Dao kh a m t u: T0202, S=1000v/p, F=0.08mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v Dao gia công rãnh: T0808, S= 500v/p, F= 0.05mm/v
- 31. Dao gia công l : T0303, S=1000v/p, F=0.05mm/v Phôi 55x85 mm O0015; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X52 Z5 M03 M08; N20 G24 X-0.5 Z0; ( kh a m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X24 Z5; N40 G73 U1 R1; ( gia công thô) N45 G73 P50 Q90 U0.1 W0.1; N50 G01 X24 Z0; N55 G02 X32 Z-18 R14; N60 G01 X32 Z-21; N65 X44; N70 Z-37; N75 X30 Z-46 R4;
- 32. N80 Z-56 R4; N85 X48 Z-65; N90 Z-76; N95 G00 X100 Z100; N100 T0606 S2000 F0.01; ( Dao r ng 2 ) N105 G00 X50 Z-20; N110 G77 R1; N115 G77 X28 Z-21 P1000 Q1000; N120 G00 X100 Z100; N125 T0303 S1000 F0.05; ( dao 12 ) N130 G00 X0 Z5; N135 G98 G83 X0 Z-16 Q4000 P1000; ( gia công l ) N140 G00 X100 Z100 M05; N145 M09 M30. BÀI 16: Dao kh a m t u: T0202, S=1000v/p, F=0.08mm/v; Dao gia công thô: T0404, S=1500v/p, F=0.08mm/v; Dao gia công tinh: T0606, S=2000v/p, F=0.01mm/v Dao gia công l : T0303, S=1500v/p, F=0.05mm/v
- 33. Phôi 45x130 mm O0016; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X46 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1500 F0.08; N35 G00 X24 Z5; N40 G75 U1 W1 R2; ( ti n thô ) N45 G75 P50 Q130 U1 W1; N50 G01 X24 Z0; N55 G01 X40 Z-15; N60 Z-20; N65 G02 X40 Z-30 R8; N70 G01 Z-35; N75 G02 Z-45 R8;
- 34. N80 G01 Z-50 ; N85 G02 Z-60 R8; N90 G01 Z-65 ; N95 G02 Z-75 R8; N100 G01 Z-80; N105 G02 Z-90 R8; N110 G01 Z-95; N120 G02 Z-105 R8; N125 G01 Z-110; N130 X24 Z-125; N135 G00 X100 Z100; N140 T0606 S2000 F0.01; N145 G00 X24 Z5; N150 G72 P50 Q130; ( ti n tinh ) N155 G00 X100 Z100 N160 T0303 S1500 F0.05; ( dao 10 ) N165 G00 X0 Z10; N170 G98 G93 X0 Z-18 Q3000 P1000; ( khoan l ) N175 G00 X100 Z100 M05; N180 M09 M30. BÀI 17: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 35. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.02mm/v Gia công L : - S hi u dao T0303 S=1000v/f, F=0.05mm/v Chi ti t có ư ng kính l n nh t 105 mm O0017; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X109 Z5 M03 M08; N20 G24 X-0.5 Z0; (m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X26 Z5; N40 G73 U1 R1; ( ti n thô )
- 36. N45 G73 P50 Q90 U1 W1; N50 G01 X26 Z0; N55 X30 Z-2; N60 Z-25; N65 X40; N70 G02 X88 Z-65 R36; N75 G01 Z-75; N80 G03 X95 Z-130 R30; N85 G01 X40 Z-150; N90 Z-180; N95 G00 X100 Z100; N100 T0606 S2000 F0.01; N105 G00 X26 Z5; N110 G72 P50 Q90; ( ti n tinh ) N115 G00 X100 Z100 M05; N120 T0808 S500 F0.02 M03; ( dao r ng 2 ) N125 G00 X30 Z-22; N130 G77 R1; ( c t rãnh ) N135 G77 X20 Z-25 P1000 Q1500; N140 G00 X100 Z100 M05; N145 T0303 S1000 F0.02 M03; ( dao 10 ) N150 G00 X0 Z10; N155 G98 G83 X0 Z-15 Q5000 P1000; ( khoan ) N160 G00 X100 Z100 M05 M09; N165 M30. BÀI 18: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 37. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.02mm/v Chi ti t có ư ng kính l n nh t 105 mm Phôi 109x195 mm O0018; N05 G90 G95 G97 G00 X200 Z200 ; N10 T0101 S1000 F0.08 ; N15 G00 X109 Z5 M03 M08; N20 G24 X-0.5 Z0; ( m t u) N25 G00 X100 Z100; N30 T0202 S1000 F0.03; N35 G00 X0 Z-5; N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q85 U0.1 W0.1; N50 G01 X0 Z0;
- 38. N55 G03 X40 Z19 R23; N60 G02 X88 Z59 R36; N65 G01 Z69; N70 G03 X95 Z124 R30; N75 G01 X50 Z144; N80 X40; N85 Z190; N90 G00 X200 Z200; N95 T0404 S2000 F0.1; N100 G00 X0 Z-5; N105 G72 P50 Q85; ( ti n tinh ) N110 G00 X200 Z200; N115 T0606 S1000 F0.03; ( dao r ng 4 ) N120 G00 X40 Z-148; N125 G77 R1; ( c t rãnh ) N130 G77 X30 Z-158 P2000 Q2000; N135 G00 X100 Z100 M05 M09; N140 M30. BÀI 19: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 39. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.03mm/v Gia công l : -S hi u dao: T0303 S=1000v/f, F=0.05mm/v ư ng kính l n nh t chi ti t 35 Phôi 39x120 mm O0019; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X39 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X16 Z5; N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q85 U1 W1; N50 G01 X16 Z0; N55 X20 Z-2;
- 40. N60 Z-32; N65 X22; N70 X32 Z-52; N75 Z-62; N80 G03 X28 Z-85 R20; N85 G01 Z-115; N90 G00 X100 Z100; N95 T0606 S2000 F0.1; N100 G00 X16 Z5; N105 G72 P50 Q85; ( ti n tinh ) N110 G00 X100 Z100 N115 T0606 S500 F0.03; ( dao r ng 2 ) N120 G00 X20 Z-30; N125 G77 R1; ( c t rãnh ) N130 G77 X14 Z-32 P1000 Q1000; N135 G00 X100 Z100; N140 T0303 S1000 F0.05; ( dao 10 ) N145 G00 X0 Z10; N150 G98 G83 X0 Z-25 Q5000 P1000; ( gia công l ) N155 G00 X100 Z100 M05 M09; N160 M30. BÀI 20: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 41. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.02mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.02mm/v Gia công ren: - S hi u dao: T1010 -T c c t: S=800v/f O0020 N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08; N15 G00 X50 Z5 M03 M08; N20 G24 X-0.5 Z-3; ( kh a m t u) N25 G00 X50 Z5 M05; N30 T0404 S1000 F0.08 M03; N35 G00 X40 Z5; N40 G01 X20; N45 G73 U1 R1; ( chu trình gia công thô ) N50 G73 P45 Q100 U1 W1; N55 X20 Z-30;
- 42. N60 G01 X22 Z-30 C1; N65 G01 X22 Z-50 R2; N70 G01 X30 Z-50 C1; N75 G01 X30 Z-80; N80 X34; N85 X34 Z-120; N90 X22 Z-120; N95 X30 Z-150 C1; N95G01 X22 Z-150 R2; N100 X22 Z-170 C1; N105 G00 X100 Z100 M05; N110 T0606 S1500 F0.02 M03; N115 G01 X20 Z5; N120 G72 P55 Q100; ( gia công tinh ) N125 G00 X100 Z100 M05; N130 T0808 S500 F0.02 M03; N135 G77 R1; ( gia công rãnh ) N140 G77 X14 Z-30 P2000 Q1500 R0.2; N145 G00 X100 Z100 M05; N150 T1010 S800 M03; N155 G01 X20 Z5; N160 G21 X17 Z-27 F1.5; ( gia công ren ) N165 G00 Z100 M05; N170 M09; N175 M30; BÀI 21: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 43. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.02mm/v Phôi 44x60 mm O0021; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X44 Z5 M03 M08; N20 G24 X-0.5 Z0; (m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X0 Z5; N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q75 U1 W1; N50 G01 X0 Z0; N55 G03 X20 Z-5 R13; N60 G01 X25 Z-25; N65 X25 Z-37 R5; N70 X40 Z-37 R3; N75 G01 X10 Z-55;
- 44. N80 G00 X100 Z100; N85 T0606 S1500 F0.02; N90 G00 X0 Z5; N100 G72 P50 Q75; ( ti n tinh ) N105 G01 X50 Z-55 N110 G00 X100 Z100 M05 M09; N115 M30. BÀI 22: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.05mm/v
- 45. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.02mm/v Phôi 39x60 mm O0022; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X39 Z5 M03 M08; N20 G24 X-0.5 Z0; (m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.05; N35 G00 X12.4 Z5; N40 G73 U1 W1 R1; ( ti n thô ) N45 G73 P50 Q75 U1 W1; N50 G01 X12.4 Z0; N55 X17 Z-2.3; N60 X25 Z-27.5 R4; N65 X25 Z-40 R2.5; N70 X35; N75 Z-55;
- 46. N80 G01 X40 Z-55 N85 G00 X100 Z100; N90 T0606 S1500 F0.02; N95 G00 X12.4 Z5; N100 G72 P50 Q75; ( ti n tinh ) N105 G01 X40 X-55 N110 G00 X100 Z100 M05; N115 M09 M30. BÀI 23: Kh a m t u: - s hi u dao T0202 -t c c t: S=1000v/f - Bư c ti n: F=0.08mm/v Gia công thô: - S hi u dao:T0404
- 47. -T c c t: S=1000v/f - Bư c ti n: f=0.08mm/v Gia công tinh: - S hi u dao: T0606 -t c c t: S=2000v/f - Bư c ti n: f=0.01mm/v Phôi 44x65 mm O0023; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X44 Z5 M03 M08; N20 G24 X-0.5 Z0; ( m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X15 Z5; N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q75 U1 W1; N50 G01 X15 Z-15; N55 X20; N60 X30 Z-25; N65 Z-50;
- 48. N70 X40; N75 Z-62.5; N80 G00 X100 Z100; N85 T0606 S2000 F0.01; N90 G00 X15 Z5; N95 G72 P50 Q75; ( ti n tinh ) N100 G01 X50 Z-62.5 N105 G00 X100 Z100 M05; N110 M09 M30. BÀI 24: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 49. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.03mm/v Gia công l : -S hi u dao: T0303 S=1000v/f, F=0.05mm/v ư ng kính l n nh t chi ti t 65 O0024; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X69 Z5 M03 M08; N20 G24 X-0.5 Z0; ( kh a m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X25 Z5; N40 G73 U1 R1; ( gia công thô ) N45 G73 P50 Q85 U0.1 W0.1; N50 G01 X25 Z-16 R2;
- 50. N55 X40 Z-16 C2; N60 Z-30; N65 G03 X60 Z-55 R17; N70 G01 Z-59; N75 G02 X46 Z-80 R12; N80 G01 X25 Z-100; N85 Z-120; N90 G00 X100 Z100; N100 T0606 S1500 F0.01; N105 G00 X25 Z5; N110 G72 P50 Q85; ( gia công tinh ) N115 G00 X100 Z100; N120 T0808 S500 F0.03; ( dao r ng 2 ) N125 G00 X50 Z-22; N130 G77 R1; (c t rãnh ) N135 G77 X30 Z-25 P1000 P1500; N140 G00 X100 Z100; N145 T0303 S1000 F0.05; ( dao 10 ) N150 G00 X0 Z5; N155 G98 G83 X0 Z-15 Q5000 P1000; ( gia công l ) N160 G00 X100 Z100 M05 M09; N165 M30. BÀI 25: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, f=0.08mm/v
- 51. Gia công tinh: - S hi u dao: T0606 S=2000v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.03mm/v Gia công l : -S hi u dao: T0303 S=1000v/f, F=0.05mm/v ư ng kính l n nh t chi ti t 80 Phôi 85x200 mm O0025; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X84 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X36 Z5;
- 52. N40 G73 U1 R1; ( gia công thô ) N45 G73 P50 Q125 U0.1 W0.1; N50 G01 X36 Z0; N55 X40 Z-2; N60 Z-25; N70 X57; N75 X72 Z-40; N80 G02 X74 Z-55 R10.5; N85 G01 X74 Z-65; N90 X60 Z-77; N95 Z-87; N100 G03 X78 Z-110 R15; N105 G01 X78 Z-115; N110 X44 Z-130 R2; N115 Z-150; N120 X80 C2; N125 Z-170; N130 G00 X100 Z100; N135 T0606 S2000 F0.01; N140 G00 X36 Z5; N145 G72 P50 Q125; ( gia công tinh ) N150 G00 X100 Z100; N155 T0808 S500 F0.03; ( dao r ng 2 ) N160 G00 X60 Z-20; N165 G77 R2; ( c t rãnh ) N170 G77 X30 Z-25 P1000 Q1500; N175 G00 X100 Z100; N180 T0303 S1000 F0.05; ( dao 10 ) N185 G00 X0 Z5; N190 G98 G83 X0 Z-20 Q5000 P1000; ( gia công l ) N195 G00 X100 Z100 M05;
- 53. N200 M09 M30. BÀI 26: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, F=0.08mm/v
- 54. Gia công tinh: - S hi u dao: T0606 S=1500v/f, F=0.01mm/v Gia công l : -S hi u dao: T0303 S=1000v/f, F=0.05mm/v ư ng kính l n nh t chi ti t 70 Phôi 74x160 mm O0026; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X74 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X22 Z5; N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q125 U0.1 W0.1;
- 55. N50 G01 X22 Z0; N55 X30 Z-4; N60 Z-20 R3; N65 X60 C4; N70 Z-33; N75 G03 X64 Z-48 R10; N80 G01 Z-57; N85 X50 Z-64 R5; N90 Z-82; N95 G02 X65 Z-103 R27; N100 G01 Z-108; N105 X46 Z-121; N110 X35; N115 Z-150; N120 G00 X100 Z100; N125 T0606 S1500 F0.01; N130 G00 X22 Z5; N135 G72 P50 Q115; ( ti n tinh ) N140 G00 X100 Z100; N145 T0606 S1000 F0.03; ( dao r ng 2 ) N150 G00 X70 Z-123; N155 G77 R2; ( c t rãnh ) N160 G77 X24 Z-125; N165 G00 X100 Z100; N170 T0303 S1000 F0.05; ( dao 15 ) N175 G00 X0 Z5; N180 G98 G83 X0 Z-18 Q3000 P1000; ( gia công l ) N185 G00 X100 Z100 M05; N190 M09 M30.
- 56. BÀI 27: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1000v/f, F=0.08mm/v
- 57. Gia công tinh: - S hi u dao: T0606 S=2000v/f, F=0.01mm/v C t Rãnh: - S hi u dao: T0808 S=500v/f, F= 0.03mm/v Gia công l : -S hi u dao: T0303 S=1000v/f, F=0.05mm/v Phôi 85x150 mm O0027; N05 G90 G95 G97 G00 X100 Z100 ; N10 T0202 S1000 F0.08 ; N15 G00 X84 Z5 M03 M08; N20 G24 X-0.5 Z0; (m t u) N25 G00 X100 Z100; N30 T0404 S1000 F0.08; N35 G00 X22 Z5;
- 58. N40 G73 U1 R1; ( ti n thô ) N45 G73 P50 Q105 U0.1 W0.1; N50 G01 X22 Z0; N55 X26 Z-2; N60 Z-20; N65 X50 Z-30; N70 Z-32; N75 G02 X40 Z-41 R9; N80 G02 X46 Z-50 R9; N85 G01 X60 Z-65; N90 G03 X54 Z-100 R20; N95 G01 X54 Z-115 R3; N100 X77 C2; N105 Z-130; N110 G00 X100 Z100; N115 T0606 S2000 F0.01; N120 G00 X22 Z5; N125 G72 P50 Q105; ( ti n tinh ) N130 G00 X100 Z100; N135 T0808 S500 F0.03; ( dao r ng 2 ) N140 G00 X40 Z-15; N145 G77 R2; ( c t rãnh ) N150 G77 X20 Z-20 P1000 Q1000; N155 G00 X100 Z100; N160 T0303 S1000 F0.05; ( dao 9 ) N165 G00 X0 Z5; N170 G98 G83 X0 Z-12 Q3000 P1000; ( gia công l ) N175 G00 X100 Z100 M05; N180 M09 M30.
- 59. Bài 28: Kh a m t u: - s hi u dao T0202 S=1000v/f, F=0.08mm/v Gia công thô: - S hi u dao:T0404 S=1500v/f, f=0.08mm/v
- 60. Gia công tinh: - S hi u dao: T0606 S=2000v/f, F=0.01mm/v Phôi 26x50 mm O0028; N05 G90 G95 G97 G00 X100 Z100; N10 T0202 S1000 F0.08; N15 G00 X26 Z5 M03 M08; N20 G24 X-0.5 Z0; ( ti n m t u) N21 G00 X100 Z100; N22 T0404 S1500 F0.08; N25 G00 X26 Z0; N30 G73 U1 R2; ( gia công thô ) N35 G73 P40 Q85 U1 W1; N40 G01 X0 Z0; N45 G03 X12 Z-8 R6; N50 G01 X20 Z-9; N55 Z-13; N60 X14 Z-18;
- 61. N65 Z-20; N70 G03 X11.42 Z-33 R7; N75 G02 X8.65 Z-39 R3.5; N80 G01 X20 Z-44; N85 Z-48; N90 X40 Z-48; N90 G00 X100 Z100; N95 T0606 S2000 F0.01; N100 G00 X0 Z10; N105 G72 P40 Q85; ( gia công tinh ) N110 G01 X40 Z-48 N110 G00 X100 Z100 M05; N115 M09 M30. PHAY: BÀI 29: Gia công chi ti t: T1H1: d=20mm,S=2000v/p,f=200mm/p T2H2: d=2mm ,S=1500v/p,f=150mm/p
- 62. T4H4: d=5mm ,S =1500v/p, f=100mm/p - O0029; N05 G90 G94 G97 G40 G49 G80; N10 G00 X100 Y100 Z100; N15 G43 T1H1 S1500 F200 M08 M03; N20 G00 X-10 Y-10 Z5; ( phay biên d ng) N25 G01 X-20 Y-10 Z-15; N30 G01X110; N35 G01Y60 Z-15; N40 G01X-10Y60 ; N45 G01X-10Y-10 Z-15; N50 G00 X100 Y100 Z100 M05 G49; N55 G43 T4H4 S1000 F150 M03; N60 G00 X32.5 Y32.5 Z5; N65 G01 X32.5 Y32.5 Z-5; N70 X32.5 Y42.5 R7.5;
- 63. N75 X7.5 Y42.5 R7.5; N80 X7.5 Y7.5 R7.5; N85 X32.5 Y7.5 R7.5; N90 X32.5 Y32.5; N95 G01 X67.5; N100 X67.5 Y42.5 R7.5; N105 X92.5 Y42.5 R7.5; N110 Y7.5 R7.5; N115 X67.5 R7.5; N120 Y32.5; N125 G01 X22.5; N130 X37.5 Y17.5; N135 X 62.5; N140 Y 32.5; N145 G00 X62.5 Y32.5 Z5; N150 G00 X100 Y100 Z100 M05 M49; N155 G43 T4H4 S1500 F100 M03; N160 G00 X15.5 Y32 Z5; N165 G01 Z-5 ; N170 G03 X24.5 Y32 Z-5 R9; N175 G03 X15.5 R9; N180 G00 Z5 ; N185 G00 X15.5 Y18 ; N190 G01 Z-5; N195 G03 X24.5 R9; N200G03 X15.5 R9 ; N210 G00 Z5 ; N215 G00 X75.5 Y32 ; N220 G01 Z-5 ; N225 G03 X84.5 Y32 R9; N230 G03 X75.5 R9;
- 64. N235 G00 Z5 ; N240 G00 X75.7 Y18 ; N245 G01 Z-5 ; N250G03 X84.5 Y18 R9; N255 G03 X75.5 Y18 R9 ; N260G00 Z5; N265 G00 X100 Y100 Z100; N270 M05 G49 M30 ; BÀI 30: G ct a trùng v i g c kích thư c, phôi có chi u cao 10 Gia công chi ti t:
- 65. C-C C C W O0030; N05 G90 G94 G97 G49 G40 G80; N10 G00 X100 Y100 Z100; N15 G43 T2H2 S2500 F200 M03 M08; ( ư ng kính dao=2) N20 G00 X62.5 Y25 Z5; N25 G01 Z-5; N30 G03 X37.5 Y25 Z-5 R11.5; N35 G03 X62.5 Y25 Z-5 R11.5; N40 G00 Z5; N45 G00 X15 Y17.84 Z5; N50 G01 Z-3; N55 G01 X15 Y32.16 Z-3; N60 G02 X27 Y32.16 Z-3 R7; N65 G01 X27 Y17.84 Z-3; N70 G02 X15 R7; N75 G00 Z5; N80 G00 X73 Y17.84 Z5;
- 66. N85 G01 Z-3; N90 G01 Y32.16 ; N95 G02 X85 R7; N100 G01 Y17.84 ; N105 G02 X73 R7; N110 G00 Z5; N115 G00 X100 Y100 Z100 M05; N120 T4H4 S2000 F300 M03; N125 G43 H02; N130 G00 X5 Y10 Z5; N135 G41 H02 N140 G01 Z-5; N145 G01 X5 Y45 R5; N150 G01 X195 Y45 Z-5 R5; N155 G01 Y5; N160 G01 X5 Y5 Z-5 R5; N165 G40; N170 G42 H02; ( bù bán kính, bù ph i) N175 G01 X10 Y10 Z-5; N180 G01 X10 Y40; N185 G01 X90; N190 G01 Y10; N195 G01 X10; N200 G40 G00 X10 Y10 Z5; N205 G00 X100 Y100 Z100 M05 ; N210 M09 M30. Bai 31:
- 67. Phôi 110x110x15; g c to trùng g c kích thư c O0030; N05 G90G94G97G49G40G80; N10 G00 X100 Y100 Z100; N15 G43 T2H2 S2000 F200; ( dao 10 ) N20 G0 X-10 Y-10 Z10 M03 M08; ( phay biên d ng ) N25 G41 G01 Z-15; N30 X0 Y0; N31 G09; N35 Y100; N36 G09; N40 X100; N41 G09; N45 Y0; N46 G09; N50 X0; N55 G00 X100 Y100 Z100 M05 G49;
- 68. N60 G44 T4H4 S1500 F300; ( ư ng kính dao 4 ) N65 G00 X15 Y21 Z10 M03; N70 G01 Z-5; N75 X28 Y31; N80 G02 X48 Y51 R17; N85 G02 X14 Y73 R32; N90 G03 X28 Y91 R13; N95 G01 X85 R14; N100 Y31; N105 X70 Y16; N110 X15; N115 Y21; N120 G00 X100 Y100 Z100 M05 G49; N125 G43 T6H6 S1500 F100; N130 G00 X8 Y8 Z10 M03; ( Khoan 4 l ) N135 G98 G83 X8 Y8 Z-15 Q5000 P1000; N140 G00 X92 Y8 Z10; N145 G98 G83 X92 Y8 Z-15 Q5000 P1000; N150 G00 X92 Y92 Z10; N155 G98 G83 X92 Y92 Z-15 Q5000 P1000; N160 G00 X8 Y92 Z10; N165 G98 G83 X8 Y92 Z-15 Q5000 P1000; N170 G00 X100 Y100 Z100 M05 G49; N175 G44 T8H8 S2000 F300; N180 G00 X32 Y50 Z10 M03; N185 G01 Z-5; N190 G02 X8 Y50 Z-5 R15; N195 G02 X32 Y50 Z-5 R15 N200 G00 X100 Y100 Z100 M05; N205 M09 M30.
- 69. Bai 32: O0032; N05 G90 G94 G97 G49 G40 G80; N10 G00 X200 Y100 Z100; N15 G43 T2H2; (ch n dao khoan l có ư ng kính 12) N20 M03 M08 S2000 F200; N25 G00 X12 Y12 Z10; N30 G98 G83 X12 Y12 Z-40 Q5000 P1000; ( chu trình khoan l ) N35 G00 X188 Y12 Z10; N40 G98 G83 X188 Y12 Z-40 Q5000 P1000; N45 G00 X12 Y88 Z10; N50 G98 G83 X12 Y88 Z-40 Q5000 P1000; N55 G00 X188 Y188 Z10; N60 G98 G83 X188 Y188 Z-40 Q5000 P1000; N65 G00 X200 Y100 Z100 M05 G49; N70 G44 T2H2 S2000 F300 M03; (ch n dao phay có chi u r ng 4) N75 G00 X90 Y10 Z10; N80 G01 X90 Y10 Z-1.5;
- 70. N85 G02 X157 Y13 R64; N90 X184 Y43 R24; N95 G01 X184 Y58; N100 X154 Y88; N105 X40; N110 G03 X20 Y68 R20; N115 G01 X20 Y52; N120 G03 X66 Y15 R53; N125 G01 X90 Y10; N130 G01 X90 Y10 Z10; N135 G00 X200 Y100 Z100 M05 G49; N140 G44 T0404 S2000 F300 M03; (ch n dao phay có chi u r ng 5) N145 G00 X42.5 Y50 Z10; N150 G01 X42.5 Y50 Z-2; N155 G02 X97.5 Y50 R27.5; N160 X42.5; N165 G01 X42.5 Y50 Z10; N170 G00 X200 Y100 Z100 M05 G49; N175 M09; N180 M30; Bai 33:
- 71. Phôi 60x60x15; G c to trùng g c kích thư c O0033; N05 G90G94G97G49G40G80; N10 G00 X100 Y100 Z100; N15 G43 T2H2 S2000 F200; ( dao 10 ) N20 G00 X-10 Y-10 Z10 M03 M08; ( phay biên d ng ) N25 G41 G01 Z-15; N30 X0 Y0; N31 G09; N35 Y50; N36 G09; N40 X50; N41 G09; N45 Y0; N46 G09; N50 X0; N55 G00 X100 Y100 Z100 M05 G49; N60 G44 T4H4 S1500 F300; ( ư ng kính dao 2 ) N65 G00 X4 Y16 Z10 M03;
- 72. N70 G42 G01 Z-5; N75 G01 X4 Y4 R5; N80 X16; N85 Z10; N90 G00 X34 Y4 Z10; ( dao ư ng kính 6 ) N95 G01 Z-5; N100 X4 Y4 R5; N105 Y16; N110 Z10; N115 G00 X4 Y34 Z10; N120 G01 Z-5; N125 X4 Y46 R5; N130 X34; N135 Z10; N140 G00 X16 Y46 Z10; N145 G01 Z-5; N150 X4 Y46 R5; N155 Y34; N160 G00 X100 Y100 Z100 M05 G49; N165 T3H3 S2000 F300; ( do ư ng kính 6 ) N170 G00 X10 Y10 Z10 M03; ( Khoan 4 l ) N175 G98 G83 Z-15 Q5000 P1000; N180 G00 X40 Y10 Z10; N185 G98 G83 Z-15 Q5000 P1000; N190 G00 X40 Y40 Z10; N195 G98 G83 Z-15 Q5000 P1000; N200 G00 X10 Y40 Z10; N205 G98 G83 Z-15 Q5000 P1000; N210 G00 X100 Y100 Z100 M05; N215 M09 M30. Bai 34:
- 73. G ct a trùng v i g c kích thư c Dao T4H4: Dao phay rãnh có ư ng kính b ng 5 Dao T6H6: dao phay rãnh có ư ng kính b ng 9 Dao T8H8: Dao phay biên d ng O0034; N05 G90 G94G97G49G80; N10 G44 T8H8 S2000 F300 M03 M8; ( phay biên d ng) N15 G41 H08 G00 X100 Y100 Z100; N20 G00 X0 Y0 Z10; N25 G01 X0 Y0 Z-14.5; N30 Y50; N35 G09; N40 G01 X100; N45 G09; N50 G01 Y0; N55 G09; N60 G01 X0;
- 74. N65 G09; N70 G01 X0 Y0 Z10; N75 G00 X100 Y50 Z100 G40 G49 M05; N80 G43 T1H1 S2000 F200 M08 M03; N85 G00 X10 Y42.5 Z10; N90 G98 G83 X10 Y42.5 Z-6 Q2000 P1000; ( khoan l ) N95 G00 X25 Y42.5 Z10; N100 G98 G83 X25 Y42.5 Z-6 Q2000 P1000; N105 G00 X40 Y42.5 Z10; N110 G98 G83 X40 Y42.5 Z-6 Q2000 P1000; N115 G00 X55 Y42.5 Z10; N120 G98 G83 X55 Y42.5 Z-6 Q2000 P10000; N125 G00 X55 Y42.5 Z10; N130 G00 X100 Y50 Z100 G49 M05; N135 G44 T6H6 S2000 F300 M03; N140 G00 X10.5 Y7.5 Z10; N145 G01 X10.5 Y7.5 Z-6; N150 X89.5 Y7.5 Z-6; N155 G00 X89.5 Y7.5 Z10; N160 G00 X100 Y50 Z100 G49 M05; N165 G44 T4H4 S2000 F200 M03; N170 G00 X8.5 Y25 Z10; N175 G01 X8.5 Y25 Z-6; N180 Y17.5 R7.5; N185 X56.5; N190 Y32.5; N195 X8.5; N200 G01 X8.5 Y25; N205 Y22.5; N210 X51.5; N215 Y27.5;
- 75. N220 X8.5; N225 G00 X8.5 Y27.5 Z10; N230 G00 X100 Y50 Z100 G49 M05; N235 G44 T8H8 S2000 F0.02 M03; ( phay rãnh ư ng kính 15 ) N240 G00 X71.5 Y31.5 Z10; N245 G01 X71.5 Y31.5 Z-6; N250 G02 X86.5 Y31.5 R7.5; N255 X71.5; N260 G01 X71.5 Y31.5 Z10; N265 00 X100 Y50 Z100 G49 M05; N270 M09 M30. Bai 35:
- 76. Phôi 130x70x15; G c to trùng g c kích thư c O0035; N05 G90 G94 G97 G49 G40 G80; N10 G00 X100 Y100 Z100; N15 G43 T2H2 S2000 F200; ( dao ư ng kính 10 ) N20 G00 X-10 Y-10 Z10 M03 M08; ( phay biên d ng ) N25 G41 G01 Z-15; N30 X0 Y0; N31 G09; N35 Y60; N36 G09; N40 X120; N41 G09; N45 Y0; N46 G09; N50 X0; N55 G00 X100 Y100 Z100 M05 G49; N60 G44 T2H2 S1500 F300; ( ư ng kính dao 5 ) N65 G00 X15 Y45 Z10 M03;
- 77. N70 G01 Z-5; N75 G01 X115 R10; N80 Y15 R10; N85 X15 R10; N90 Y45 R10; N95 G00 Z10; N100 M05 M09 M30.
- 78. Bai 36: A-A A A G ct a trùng v i góc kích thư c O0036; N05 G90G94G97G49G40G80; N10 G00 X50 Y50 Z50; N15 G43 T1H1 S2000 F200; ( dao 10 ) N20 G00 X-10 Y-10 Z10 M03 M08; ( phay biên d ng ) N25 G41 G01 Z-15; N30 X0 Y0; N35 G09; N40 Y50; N45 G09; N50 X50; N19 G09;
- 79. N20 Y0; N21 G09; N22 X0; N23 G00 X100 Y100 Z100 M05 G49; N24 G43 T2H2 S2000 F200; N25 G00 X24 Y7 Z10 M03 M08; N26 G01 X24 Y7 Z-4; N30 G00 X31.5 Y40 Z10; N35 G01 X31.5 Y40 Z-4; N40 G00 X50 Y50 Z50 M05 G49 N45 G43 T2H2 S2000 F200; ( duong kinh dao 4 ) N50 G00 X10.5 Y34 Z10 M03; N60 G01 X10.5 Y34 Z-4; N65 X34.15; N70 X40.25 Y26.75; N75 X31.5 Y18.5; N80 G00 X31.5 Y18.5 Z10; N82 G01 X26.77 Y24.87 Z10; N85 G01 Z-4; N90 X23.28 Y28.22; N95 X31.5 Y34 ; N100 X34.15 Y32; N105 X26.77 Y24.87; N110 G00 X19 Y24 Z10; N115 G01 X19 Y24 Z-4; N120 X10.5 Y15.5; N125 G00 X23 Y21 Z10; N130 G01 X23 Y21 Z-4; N135 X8.65 Y6.5; N140 G00 X50 Y50 Z50 M05 G49; N145 G44 T2H2 S2000 F200; ( ư ng kính dao 6 )
- 80. N150 G00 X34.15 Y33 Z10; N155 G01 Z-4; N160 G00 X50 Y50 Z50 M05 M09; N165 M30.
- 81. Bai 37: Phôi 55x60x15 mm O037; N05 G90 G94 G97 G49 G40 G80; N10 G00 X100 Y100 Z100; N11 G43 T1H1 S2000 F200; ( dao 10 ) N12 G00 X-10 Y-10 Z10 M03 M08; ( phay biên d ng ) N13 G41 G01 Z-15; N14 X0 Y0; N15 G09; N16 Y50; N17 G09; N18 X50; N19 G09; N20 Y0; N21 G09; N22 X0; N23 G00 X100 Y100 Z100 M05 G49; N24 G43 T1H1 S2000 F200; ( dao ư ng kính 3 ) N25 G00 X5 Y5 Z10 M03 M08; N26 G01 Z-3; N30 Y45; N35 X45;
- 82. N40 Y5; N45 X5; N50 Y25 Z10; N55 X9; N60 Y41; N65 X21; N70 Y37; N75 X13; N80 Y21; N85 X9; N90 Y9; N95 X41; N100 Y21; N105 X37; N110 Y13; N115 X13; N120 Y17; N125 Y13; N130 X25; N135 Y17; N140 X33; N145 Y21; N150 Y17; N155 X17; N160 Y33; N165 X33; N170 Y25; N175 Y33; N180 X29; N185 Y21; N190 X21; N195 Y29; N200 X29; N205 Z10; N210 G00 X21 Y41 Z10; N215 G01 Z-4; N220 Y37; N225 X37; N230 Y25; N235 G00 X37 Y25 Z10; N240 M5 M9 M30.
- 83. Bài 38: Phôi 310x160x15; g c to trùng g c kích thư c O006; N05 G90G94G97G49G40G80; N10 G00 X100 Y100 Z100; N15 T1H1 S2000 F200; ( dao 10 ) N20 G00 X-10 Y-10 Z10; ( phay biên d ng ) N25 G41 G01 Z-15; N35 G01 X0 Y0; N36 G09; N40 Y50; N41 G09; N45 X100; N46 G09; N50 Y0; N51 G09; N55 X0 Y0;
- 84. N60 Z10; N65 G00 X100 Y100 Z100 M05 G40 G49; N70 G44 T2H2 S2000 F300; ( ư ng kính dao 3 ) N75 G00 X55 Y125 Z10 M03; N80 G01 Z-5; N85 X78; N90 G03 X135 Y125 Z-5 R30; N95 G01 X150; N100 G09; N105 G01 X150 Y25 R14; N110 X20 R12; N115 Y65; N120 G02 X47 Y80 R27; N125 G01 Y117; N130 X55 Y125; N135 G00 Z10; N140 G00 X67 Y65; N145 G01 Z-5; N150 G02 X67 Y65 Z-5 I25; N155 G00 X100 Y100 Z100 M05 G49; N160 G44 T3H3 S2000 F200; N165 G00 X210 Y20 Z10; N170 G01 Z-5; N175 G02 X268.81 Y20 R30; N180 G03 Y130 R80; N185 G02 X210 R30; N190 G03 Y20 R80; N195 G00 X100 Y100 Z100 M05 G49; N200 M09 M30. Baì 39:
- 85. O0039; N05 G94 G94 G97 G40 G80 G49 G17 G00 X100 Z100; N10 G44 G41 T0303 S1500 F200 M03 M08;(Phay biên d ng ngoài) N15 G00 X0 Y0 Z10; N20 G01 X0 Y0 Z-30; N25 G01 X0 Y300 Z-30;
- 86. N30 G01 X300 Y300 Z-30; N35 G01 X300 Y0 Z-30; N40 G01 X0 Y0 Z-30; N45 G00 X0 Y0 Z10; N50 G00 X100 Y100 Z100 M05 G40 G49; N55 G44 G41 T0909 S1500 F200 M03;(Phay rãnh) N60 G00 X25 Y30 Z10; N65 G01 X25 Y30 Z-3; N70 G01 X25 Y60 Z-3; N75 G03 X25 Y130 Z-3 R35; N80 G01 X25 Y160 Z-3; N85 G01 X35 Y 170 Z-3; N90 G03 X60 Y184 Z-3; N95 G01 X60 Y 60 Z-3; N100 G02 X175 Y 265 Z-3 R80; N105 G01 X207 Y265 Z-3; N110 G01 X260 Y220 Z-3; N115 G01 X260 Y195 Z-3; N120 G02 X260 Y150 Z-3 R35; N125 G01 X260 Y130 Z-3; N130 G02 X250 Y130 Z-3 R10; N135 G01 X175 Y130 Z-3; N140 G03 X175 104 Z-3 R16; N145 G01 X159 Y80 Z-3; N150 G01 X180 Y60 Z-3; N155 G02 X180 Y20 Z-3 R20; N160 G01 X35 Y20 Z-3; N165 G01 X25 Y30 Z-3; N170 G00 X25 Y30 Z10; N175 G00 X100 Y100 Z100 M05 G40 G49; N180 G44 G41 T0707 S1000 F200 M03;(Phay rãnh tròn)
- 87. N185 G00 X130Y200 Z10; N190 G01 X130Y200 Z-3; N195 G02 X170 Y260 Z-3 R40; N200 G02 X210 Y200 Z-3 R40; N205 G02 X170 Y160 Z-3 R40; N210 G02 X130 Y200 Z-3 R40; N215 G00 X130 Y200 Z10; N220 G00 X100 Y100 Z100 M05 G40 G49; N225 G44 T0404 S1500 F200 M03;(Khoan l 14) N230 G00 X130 Y90 Z10; N235 G98 G83 Z-10 Q5000 P1000; N240 G00 X130 Y90 Z10; N245 G00 X100 Y100 Z100 M05; N250 M09 M30.
- 88. Bài 40: w B-B C B B w C-C C O0040; N05 G40 G49 G80 G90 G94 G97 G00 X500 Y500 Z200; N10 G43 T1H1 S2000 F300 M03 M08; (dao có bk=2) N15 G00 X60 Y22 Z10; N20 G01 Z-3; N25 X34; N30 X24 Y32; N35 Y68; N40 X36 Y80; N45 X56; N50 G03 X85 Y90 R32; N55 G01 X95 Y90; N60 G02 X118 Y71 R20;
- 89. N65 G01 Y53; N70 G03 X128 Y45 R10; N75 G01 X168 Y45; N80 G02 X168 Y17 R14; N85 G01 X108 Y17; N90 G02 X60 Y22 R32; N95 G00 Z10; N100 X500 Y500 Z200 M05; N105 G49 G43 T2H2 S2000 F300 M03; (phay rãnh tròn, dao có bán kính 1.5) N110 G00 X62 Y50 Z10; N115 G01 Z-2; N120 G02 X98 Y50 Z-2 R18; N125 X62 R18; N130 G00 Z10; N135 X500 Y500 Z200 M05; N140 G49 G44 T3H3 S1000 F200 M03; (khoan l , dao có bán kính=6) N145 G00 X168 Y75 Z10; N150 G98 G83 X168 Y75 Z-15 Q5000 P1000; N155 G00 X500 Y500 Z200 M05; N160 M09 M30.