Download as PDF, PPTX



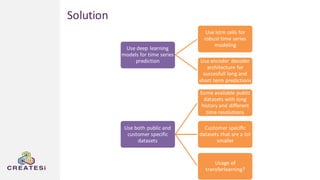
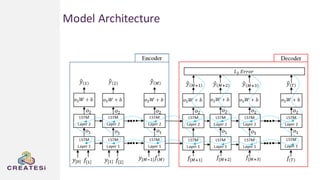
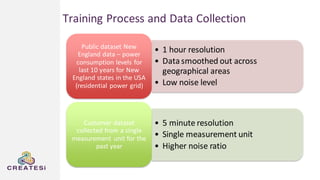



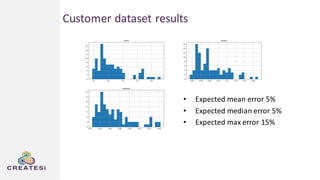
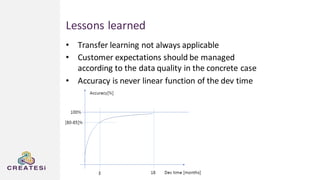
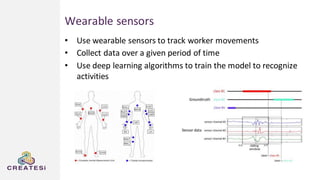
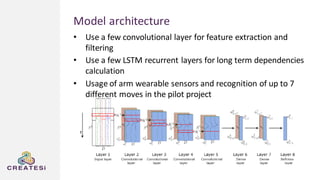
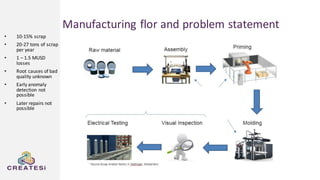
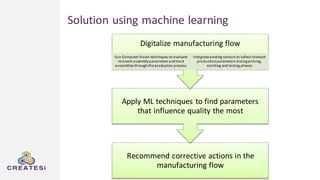
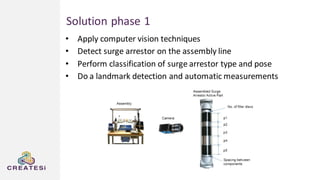


Createsi, founded in 2014 and headquartered in Switzerland, specializes in applying advanced machine learning techniques to solve operational problems in manufacturing. Their work includes projects on energy consumption prediction, activity recognition, anomaly detection, and quality control, utilizing diverse data sources and sensor technologies. Key challenges in the application of machine learning in industrial settings include integration costs, data acquisition challenges, and managing customer expectations regarding accuracy and performance.













































































![7.__Developing_a_Research_Proposal[1].pptx](https://cdn.slidesharecdn.com/ss_thumbnails/7-260131073037-df92dd7d-thumbnail.jpg?width=640&height=640&fit=bounds)

![제 23회 보아즈(BOAZ) 빅데이터 컨퍼런스 - [MBOAX] : ABSA를 활용한 소비자 반응 분석 기반 운영 효율화 대시보드 설계](https://cdn.slidesharecdn.com/ss_thumbnails/3-1boaz23rdconferencemboax-260203102709-9d519923-thumbnail.jpg?width=640&height=640&fit=bounds)






