Download as PDF, PPTX


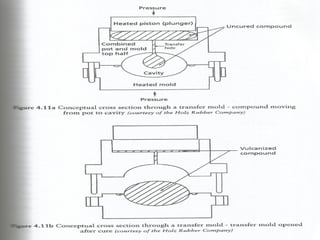







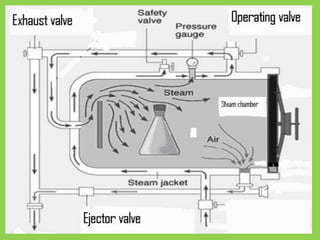
Dokumen ini membahas proses transfer molding dan autoclave dalam pemrosesan kompon karet, menjelaskan metode kerja, desain cetakan, keuntungan, dan kekurangan dari transfer molding. Proses transfer molding meliputi penggunaan piston untuk memindahkan kompon karet melalui rongga cetakan dengan tekanan, sedangkan autoclave digunakan untuk memvulkanisasi produk karet dengan uap bertekanan. Pemilihan suhu dan tekanan dalam kedua proses ini sangat penting untuk hasil akhir produk.



























