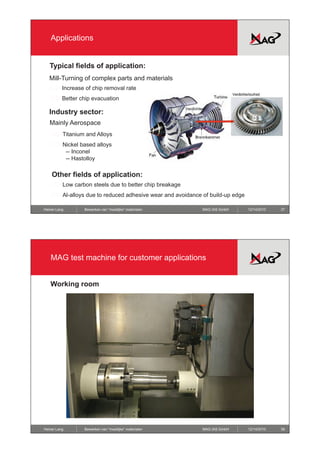
The document discusses new machining concepts and technologies for advanced metal cutting. It begins with an agenda that outlines topics such as MAG being a global solutions provider, process integration as an innovation driver, complete machining of gears using a TurnMill center with an integrated hobbing unit, fine boring and honing on machining centers, free of twist turning, combined turning and grinding, high pressure cooling, and cryogenic machining. The document then provides details on some of these topics, including concepts for milling, turning and gearing using modular machines, and examples of results from fine boring and honing processes.










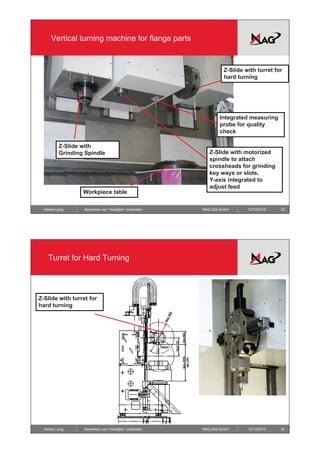

![Application: Titanium Cutting
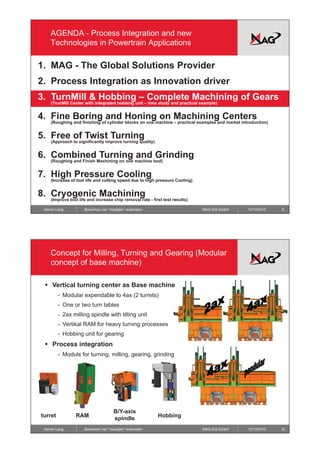
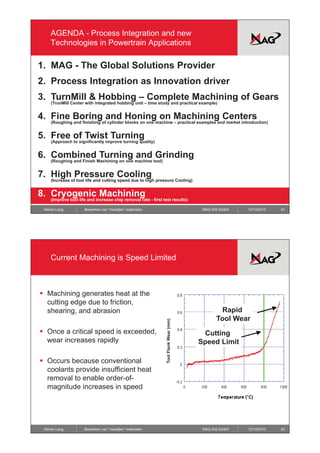
Turning of Titanium: Tool Life
Conventional Cooling
Material:
Ti6AlV4 High Pressure Cooling
Cutting Parameters:
Vc=60m/min
ap=2,5mm
f=0,25mm/rot
f=0 25mm/rot
Vc [m/min]
Conventional Cooling High Pressure Cooling
After 2 min After 4 min
Heiner Lang Bewerken van “moeilijke” materialen MAG IAS GmbH 12/14/2010 39
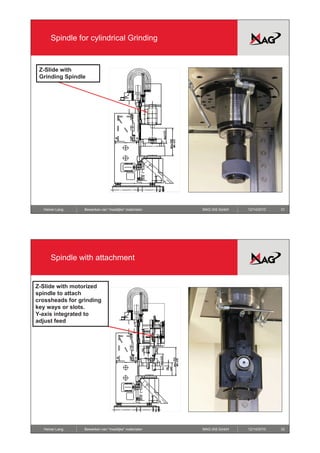
Customer Applications @ MAG
Industry Sector: Turbine Parts
8 CNC-Turning Machines for
Airplane Turbine Parts have
p
been delivered along with High
Pressure Cooling
Work Piece: Planet Carrier
Turning, Drilling, Milling on
MAG TurnMill Center
Heiner Lang Bewerken van “moeilijke” materialen MAG IAS GmbH 12/14/2010 40](https://image.slidesharecdn.com/langmag-110105080745-phpapp02/85/Hr-Lang-20-320.jpg)
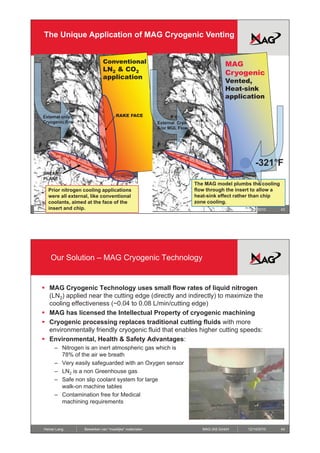
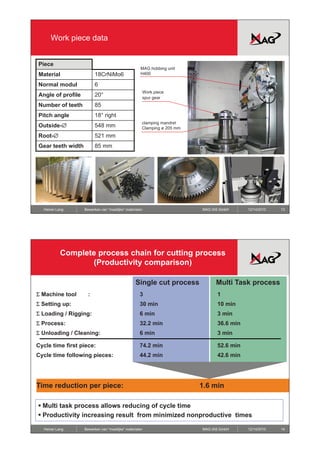
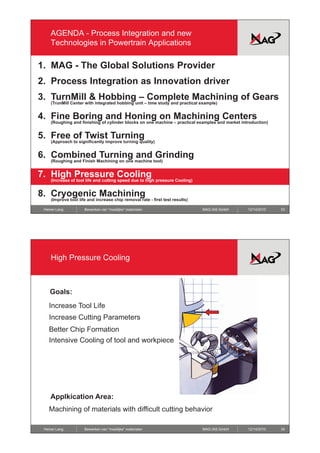
![Key Advantages – MAG Cryogenic Technology
ƒ Machining Performance
– 4X increase in processing speed for CGI
– 2-3X increase in processing speed for titanium
– 10X improvement in tool life for titanium 0.24 L/min of Liquid Nitrogen (ICS)
10
10X Improvement
min)
Tool Life (m
5X Improvement
1
15 L/min Flood Coolant
0.1
200 300 400 500
Surface Speed (ft/min)
40% Longer Cycle Time in
g y Dramatic Improvement in
Titanium for Flood Coolant Tool Life and Speed
Heiner Lang Bewerken van “moeilijke” materialen MAG IAS GmbH 12/14/2010 45
MAG Cryogenic Performance Data - Titanium
Workpiece Material Operation Speed Results
300 SFPM (91 M/min.) 300 SFPM: 6 min. of in cut time (3 for flood) (2X)
Titanium Plunge Milling
400 SFPM (122 M/min.) 400 SFPM: 2 min. of in cut time (1 for flood) (2X)
Tool:
T l KMT 2 inch Pl
i h Plunge Mill with 5 Fl t
ith Flutes
Insert: SDCT120432ENLD2-KC725
Width of Cut: 0.875 inches
Plunge Depth: 1 inch Liquid Nitrogen
Stepover: 0.350 inches
CLPT: 0.00314 in/tooth
10
0.76 L/min of Liquid Nitrogen (ICS)
Tool Life (min)
2X Improvement
p Flood Coolant
L
35 L/min Flood Coolant 2X Improvement
1
200 300 400 500
00
[91 M/min] [122 M/min]
Surface Speed (ft/min)
Cryo Modified KMT 2 inch Plunge Mill
Heiner Lang Bewerken van “moeilijke” materialen MAG IAS GmbH 12/14/2010 46](https://image.slidesharecdn.com/langmag-110105080745-phpapp02/85/Hr-Lang-23-320.jpg)















































