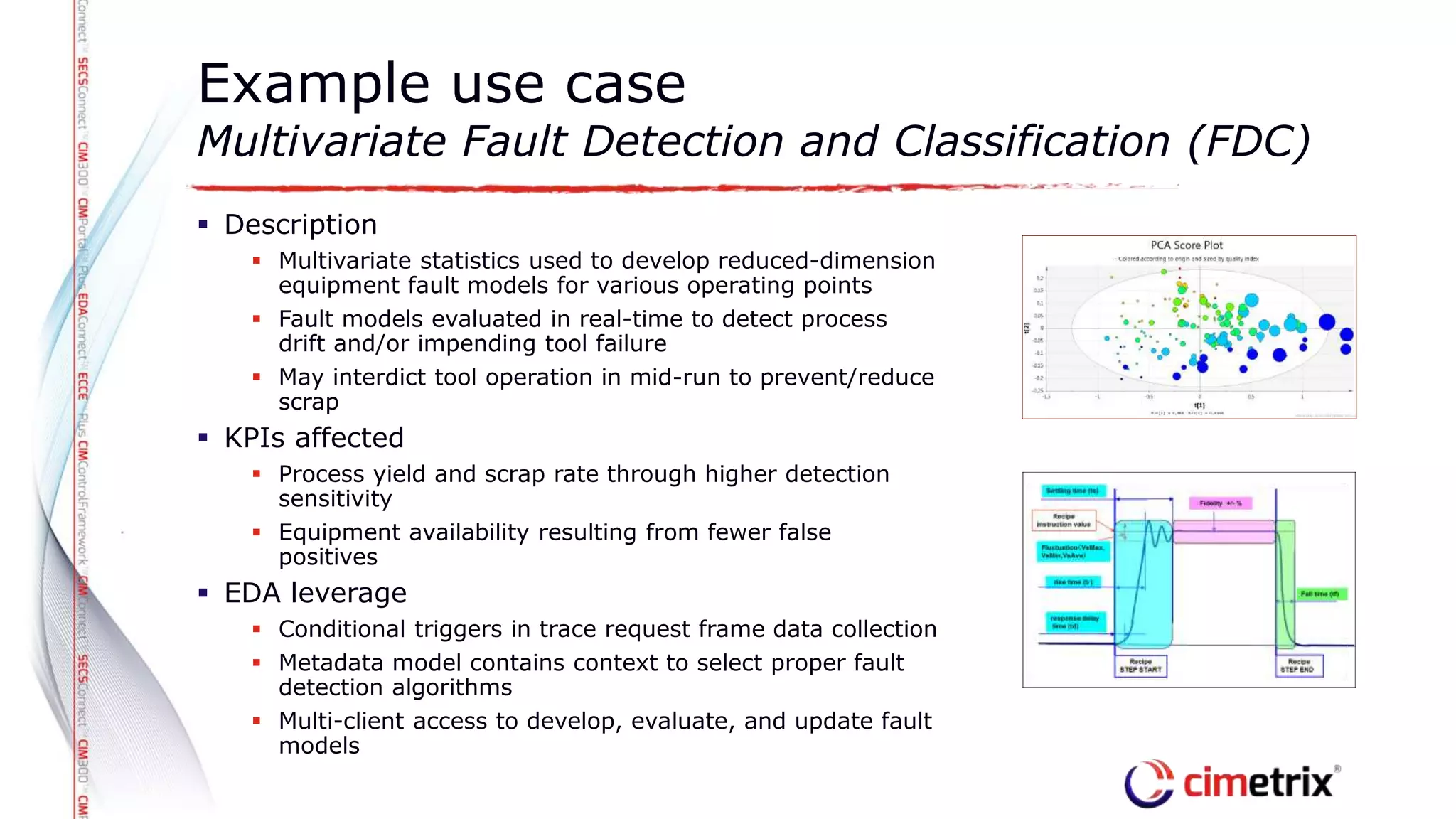
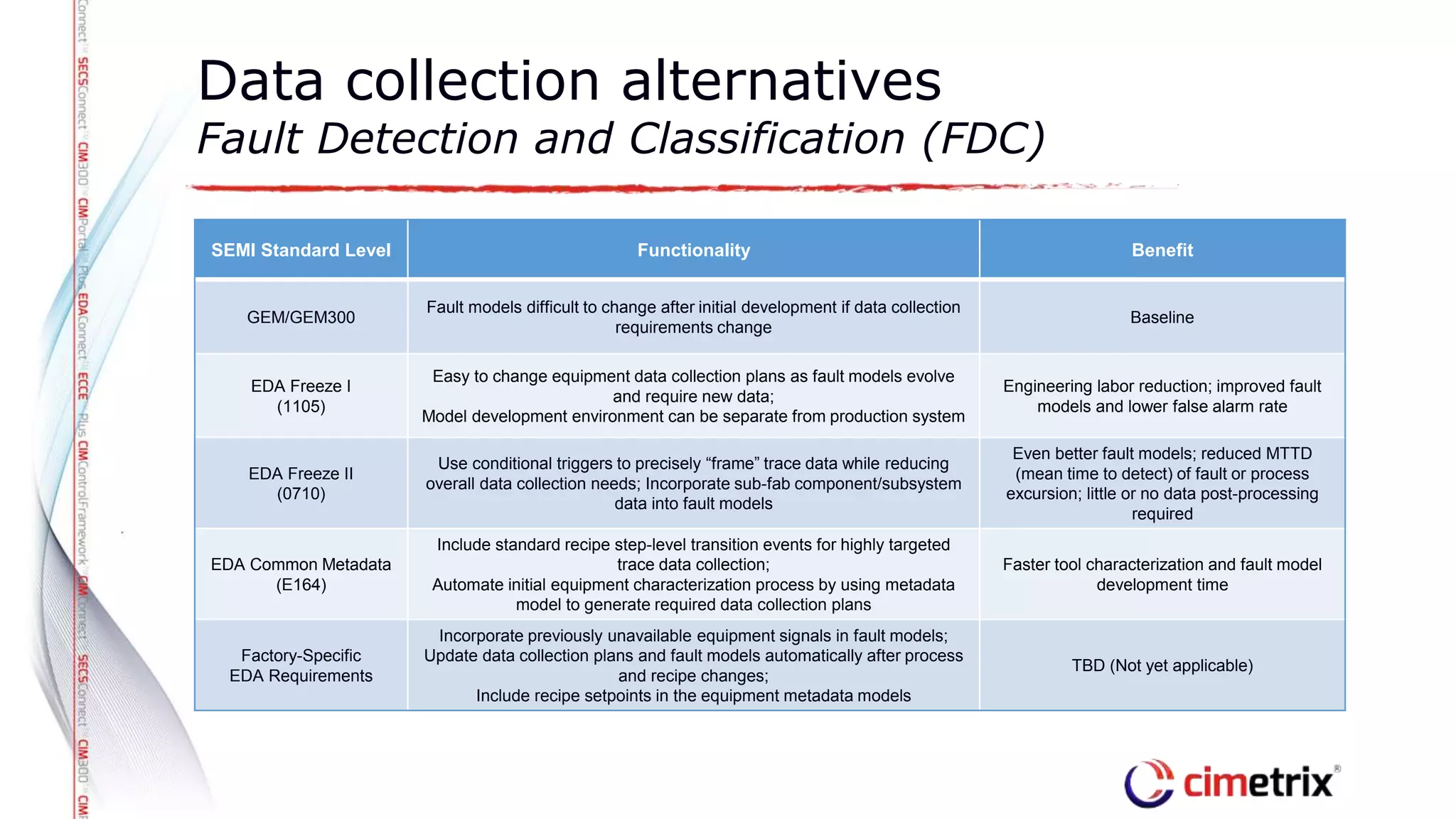
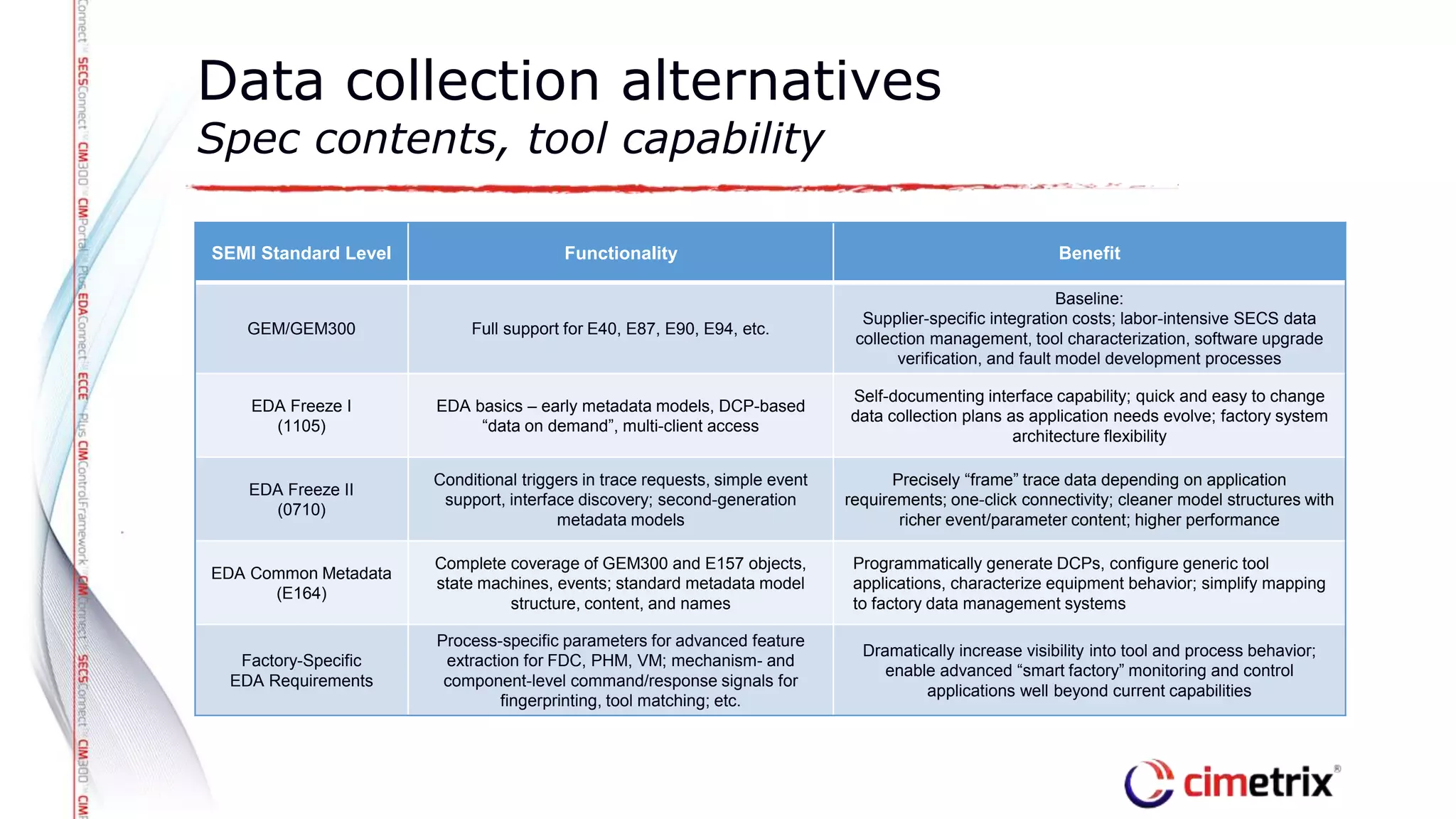
The document discusses the benefits of using SEMI's Equipment Data Acquisition (EDA) standards for smart manufacturing applications. It describes how EDA standards can help factories collect the right equipment data to develop multivariate fault detection models, which use real-time sensor data to detect process drift and tool failures. The metadata models in EDA Freeze II and EDA Common Metadata standards provide context to select the proper fault detection algorithms and allow data collection plans to be changed flexibly as fault models evolve.
![ Model structure exactly reflects tool
hardware organization
Complete description of all potentially
useful information in the tool
Always accurate, always available – no
additional documentation required
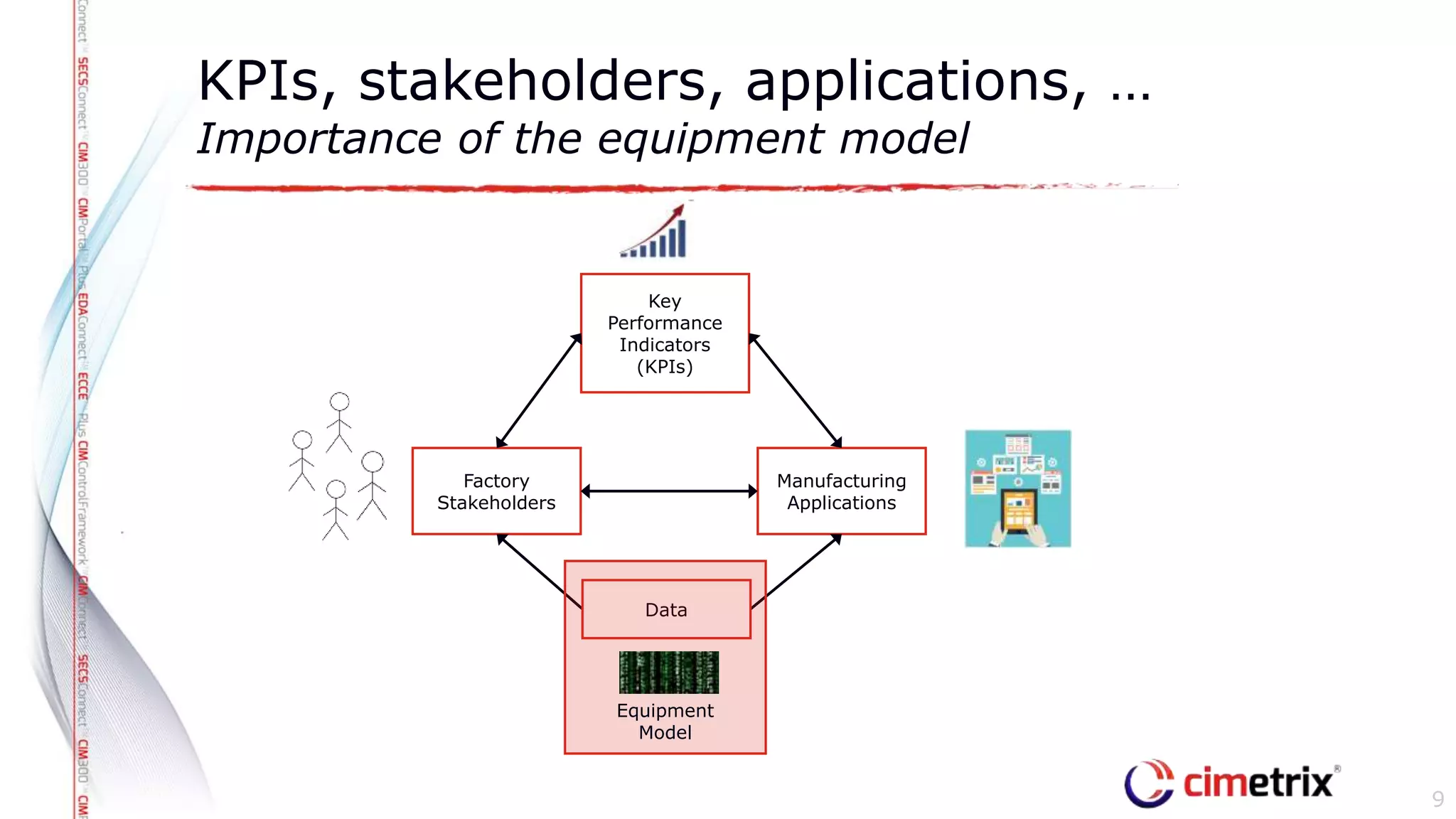
Common point of reference among tool,
process, and factory stakeholders
Source of unambiguous identifiers/tags
for database [auto] configuration
Enables “plug and play” applications
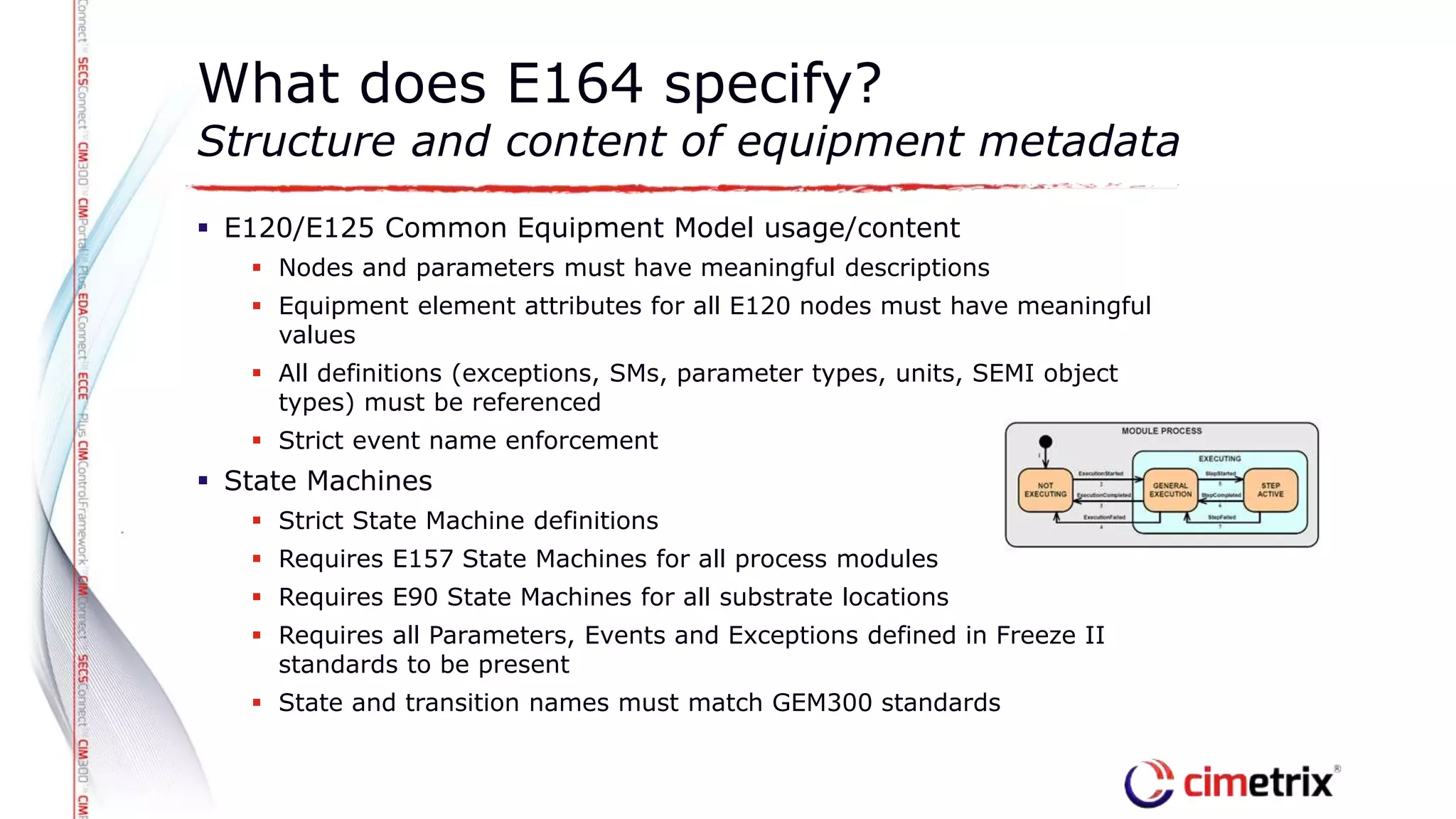
Standard metadata model benefits
First specified by SEMI E164
Process Module #1
Gate Valve Data
Substrate Location
Utilization
More Data,
Events, Alarms
Process Tracking
Other
Components](https://image.slidesharecdn.com/weberedaapplicationsandbenefitsfinal-180606204107/75/EDA-Applications-and-Benefits-for-Smart-Manufacturing-14-2048.jpg)