
Recommended
More Related Content
Similar to DENMEK solution.ppt
Similar to DENMEK solution.ppt (20)
Recently uploaded
Recently uploaded (20)
DENMEK solution.ppt
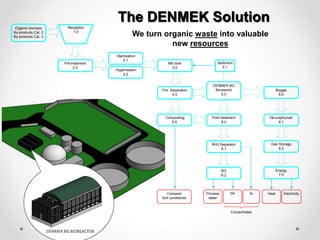
- 1. Reception 1.0 Organic biomass By-products Cat. 2 By-products Cat. 3 Mix tank 3.0 Pre- Separation 4.0 Heat Electricity Sediment 5.1 DENMEK BG Bioreactor 5.0 De-sulphurizer 6.1 Biogas 6.0 Gas Storage 6.2 Energy 7.0 Pre-treatment 2.0 Sterilisation 2.1 Hygenisation 2.2 Composting 9.0 Compost Soil conditioner PK N Process water Concentrates Post treatment 8.0 NH3 Separator 8.1 RO 8.2 The DENMEK Solution We turn organic waste into valuable new resources
- 2. Underground reception tank Covered over ground reception tanks The reception system has one or more tanks. There is a reception tank for every type of biomass. This allows for the best possible optimizing of the process. Generally, the reception system is dimensioned with a capacity equivalent of 4- 5 days of operation. 1.0. Reception system
- 3. 2.0. Pre-treatment Depending on the category of biomass in question the pre-treatment system provide pre-treated biomass to either; (2.1.) the pressure sterilisation unit or (2.2.) the hygenisation unit or (3.0.) the mixing system directly if there are no requirements of hygenisation or sterilization.
- 4. 2.1. Sterilisation unit Category 2 materials used as raw material in a biogas plant must be submitted to pressure sterilisation to the following minimum treatment requirements; (a) maximum particle size before entering the unit: 50 mm (b) minimum temperature in all material in the unit: 133°C at an absolute pressure of 3 bar (Steam) (c) minimum retention time in the unit without interruption: 30 minutes. DENMEK Batch sterilizer
- 5. 2.2. Hygenisation unit Category 3 materials used as raw material in a biogas plant must be submitted to hygenisation to the following minimum treatment requirements: (a) maximum particle size before entering the unit: 12 mm (b) minimum temperature in all material in the unit: 70 °C (c) minimum retention time in the unit without interruption: 60 minutes. From engineering… To reality!
- 6. 3.0. Mixing The purpose of the mixing system is to deliver a homogeneous biomass to the digesters. The mixing system receives the raw feed material from; 3.0. the pre-treatment system or 2.2. the hygenisation unit or 2.1. the Sterilizer unit. Open Mix tank Closed Mix tank
- 7. 4.0. Pre-separation The pre-separation system serves the purpose of preventing straw, sand and other kinds of indigestible material in the biomass to enter the digesters. If this indigestible materials are not removed it will consequently build up a sedimentation layer in every tank in the biogas plant, reducing tank capacity, blocking pipes and pumps and inducing the need for more or less frequent total plant shutdown while cleaning out the sediment.
- 8. 5.0. DENMEK BG Bioreactor The DENMEK BG Bioreactors are Biogas digesters can either operate at 37°C (Mesophilic operation) or at 52 °C (Thermophilic operation) depending on the biomass to be treated. The DENMEK BG Bioreactor is a high-rate fixed film, plug flow biogas production system, designed for continuous operation with minimal service downtime. The DENMEK technology can operate with retention time from 2 days – 5 days depending on the raw material to be processed
- 9. 6.0. Biogas system Composition % CH4 Methane 50-75 CO2 Carbon dioxide 25-50 CO Carbon monoxide 0-0,03 N2 Nitrogen 0-10 H2 Hydrogen 0-1 H2S Hydrogen sulphide 0-3 H2O Water vapour 2-4
- 10. 6.1. De-sulphurizer Fixed film technology No chemicals needed Troublefree operation H2S reduction 95-99 % Condense reduction 90-95 % Numerous installations The DENMEK de-sulphurizer removes Hydrogen sulphide and water vapour as those creates the primary operational difficulties in biogas utilization
- 11. 6.2. Gas storage The gas store ensures a stable operation of the gas engines, as the biogas production vary over time. The gas store has a designed capacity that can accumulate the produced biogas when the gas engine is undergoing service and maintenance work. DENMEK is using two different types of gas stores depending on produced volume of biogas. 1/ Pressurized gas tanks: max. 10 bar. 2/ Low pressure gas balloons or gas sacks; max. 20 mbar
- 12. 7.0. Energy system The energy system utilize the biogas for production of; 1/ electricity that can be sold to the public grid and/or used at the processing facility. 2/ heat used at the process plant. Surplus heat can be used in stables, industrial buildings, and houses and it can also be sold to district heating systems. 3/ steam to be used at the process plant. Among other things it can be used in combination with a pressure sterilization unit.
- 13. 8.0. Post-treatment The post-treatment system is the separation section of the plant. It is designed to separate and convert the de-gassed effluent stream from the digester into valuable products. - The Liquid fraction is to be further processed in the ammonia separator.(8.1) - The humus fraction is to be further processed in the compost unit.(9.0) First, a decanter centrifuge separates the de-gassed biomass into a humus fraction and a liquid fraction
- 14. 8.1. Ammonia separator The DENMEK ammonia separator removes ammonia from the separated liquid fraction. In the first column the dissolved ammonia gas is released by an air stream. The released ammonia is led to the second column where sulphuric acid is sprayed into the airstream, forming ammonium sulphate that is collected in a buffer tank. The remaining waterish liquid is led to a buffer tank for further treatment in the RO unit.
- 15. 8.2. RO Unit The RO unit consists of one or more semi permeable membranes that are capable of separating clean water from various salts and nutrients. The waterish liquid from the ammonia separator is pumped into the RO-unit where it is first pH adjusted, thereby reducing the risk of a calcium carbonate CaCO3 build-up in the RO filter. The pressure is then raised to 40 bars and pumped through the membranes whereby the liquid is separated into cleaned water and a PK concentrate. The RO water can be used as process- or washing water.
- 16. 9.0. Compost unit The compost unit solves environmental problems by converting otherwise problematic organic materials into a new valuable product: Rich Organic Soil conditioner. It takes approximately 4 weeks to produce the compost/soil conditioner including hygenisation of the product. The treatment solution is based on modulized composting reactors. Each module has a capacity of 17 tonnes.
- 17. The result: oElectricity oHeat oCleaned water oPK Fertilizer Concentrate oAmmonia Sulphate oOrganic Soil Conditioner (Compost)
- 18. Where to get it? www.denmek.dk