Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
Submit search
EN
Uploaded by
Yoshiro Suzuki
PPTX, PDF
1,147 views
Deep learning ultrasonic
超音波の振動モード及び伝搬方向識別へのディープラーニングの適用
Engineering
◦
Related topics:
Non-Destructive Testing
•
Deep Learning
•
Read more
0
Save
Share
Embed
Embed presentation
Download
Download to read offline
1
/ 33
2
/ 33
3
/ 33
4
/ 33
5
/ 33
6
/ 33
7
/ 33
8
/ 33
9
/ 33
10
/ 33
11
/ 33
12
/ 33
13
/ 33
14
/ 33
15
/ 33
16
/ 33
17
/ 33
18
/ 33
19
/ 33
20
/ 33
21
/ 33
22
/ 33
23
/ 33
24
/ 33
25
/ 33
26
/ 33
27
/ 33
28
/ 33
29
/ 33
30
/ 33
31
/ 33
32
/ 33
33
/ 33
More Related Content
PPTX
Multiscale analysis using convolutional neural network
by
Yoshiro Suzuki
PDF
Tutorial-DeepLearning-PCSJ-IMPS2016
by
Takayoshi Yamashita
PPTX
令和元年度 実践セミナー - Deep Learning 概論 -
by
Yutaka KATAYAMA
PDF
20140726.西野研セミナー
by
Hayaru SHOUNO
PDF
EuroPython 2017 外部向け報告会
by
Ogushi Masaya
PPTX
Deep Learningについて(改訂版)
by
Brains Consulting, Inc.
PDF
Building High-level Features Using Large Scale Unsupervised Learning
by
Takuya Minagawa
PDF
DEEP LEARNING、トレーニング・インファレンスのGPUによる高速化
by
RCCSRENKEI
Multiscale analysis using convolutional neural network
by
Yoshiro Suzuki
Tutorial-DeepLearning-PCSJ-IMPS2016
by
Takayoshi Yamashita
令和元年度 実践セミナー - Deep Learning 概論 -
by
Yutaka KATAYAMA
20140726.西野研セミナー
by
Hayaru SHOUNO
EuroPython 2017 外部向け報告会
by
Ogushi Masaya
Deep Learningについて(改訂版)
by
Brains Consulting, Inc.
Building High-level Features Using Large Scale Unsupervised Learning
by
Takuya Minagawa
DEEP LEARNING、トレーニング・インファレンスのGPUによる高速化
by
RCCSRENKEI
Similar to Deep learning ultrasonic
PDF
GTC 2016 ディープラーニング最新情報
by
NVIDIA Japan
PDF
BA-Net: Dense Bundle Adjustment Network (3D勉強会@関東)
by
Mai Nishimura
PPTX
卒研発表スライド.pptx
by
ssuser3afcb9
PDF
Kerasを用いた3次元検索エンジン@TFUG
by
Ogushi Masaya
PDF
20150803.山口大学講演
by
Hayaru SHOUNO
PPTX
[DL輪読会]Depth Prediction Without the Sensors: Leveraging Structure for Unsuper...
by
Deep Learning JP
PDF
FastDepth: Fast Monocular Depth Estimation on Embedded Systems
by
harmonylab
PDF
Multiple Object Tracking as ID Prediction
by
harmonylab
PDF
無限ボルツマンマシンの学習
by
Shitian Ni
PDF
Deep learning for acoustic modeling in parametric speech generation
by
Yuki Saito
PDF
慣性センサーログの効果的な可視化と分類
by
Masato Miwada
PDF
Learning Deep Architectures for AI (第 3 回 Deep Learning 勉強会資料; 松尾)
by
Ohsawa Goodfellow
PDF
Deep Learningと画像認識 ~歴史・理論・実践~
by
nlab_utokyo
PDF
深層学習入門
by
Danushka Bollegala
PDF
ディープラーニングの機械工学分野への適用
by
ssuser1bf283
PDF
IEEE ITSS Nagoya Chapter
by
Takayoshi Yamashita
PDF
深層学習 - 画像認識のための深層学習 ①
by
Shohei Miyashita
PDF
深層ニューラルネットワークによる聴覚系のモデリング
by
Takuya Koumura
PDF
Deep Learning技術の今
by
Seiya Tokui
PDF
論文紹介:Joint Fine-Tuning in Deep Neural Networks for Facial Expression Recognition
by
Kazuki Adachi
GTC 2016 ディープラーニング最新情報
by
NVIDIA Japan
BA-Net: Dense Bundle Adjustment Network (3D勉強会@関東)
by
Mai Nishimura
卒研発表スライド.pptx
by
ssuser3afcb9
Kerasを用いた3次元検索エンジン@TFUG
by
Ogushi Masaya
20150803.山口大学講演
by
Hayaru SHOUNO
[DL輪読会]Depth Prediction Without the Sensors: Leveraging Structure for Unsuper...
by
Deep Learning JP
FastDepth: Fast Monocular Depth Estimation on Embedded Systems
by
harmonylab
Multiple Object Tracking as ID Prediction
by
harmonylab
無限ボルツマンマシンの学習
by
Shitian Ni
Deep learning for acoustic modeling in parametric speech generation
by
Yuki Saito
慣性センサーログの効果的な可視化と分類
by
Masato Miwada
Learning Deep Architectures for AI (第 3 回 Deep Learning 勉強会資料; 松尾)
by
Ohsawa Goodfellow
Deep Learningと画像認識 ~歴史・理論・実践~
by
nlab_utokyo
深層学習入門
by
Danushka Bollegala
ディープラーニングの機械工学分野への適用
by
ssuser1bf283
IEEE ITSS Nagoya Chapter
by
Takayoshi Yamashita
深層学習 - 画像認識のための深層学習 ①
by
Shohei Miyashita
深層ニューラルネットワークによる聴覚系のモデリング
by
Takuya Koumura
Deep Learning技術の今
by
Seiya Tokui
論文紹介:Joint Fine-Tuning in Deep Neural Networks for Facial Expression Recognition
by
Kazuki Adachi
More from Yoshiro Suzuki
PPTX
Collision monitoring of foreign object on cfrp laminate utilizing electrostat...
by
Yoshiro Suzuki
PPTX
Smart lightning protection skin for realtime load monitoring of composite air...
by
Yoshiro Suzuki
PPTX
抵抗加熱利用の電気抵抗変化法による複合材製航空機の全域損傷モニタリング
by
Yoshiro Suzuki
PPTX
Japanese nonlinear multiscale analysis 20181207
by
Yoshiro Suzuki
PPTX
English nonlinear multiscale analysis 20181207
by
Yoshiro Suzuki
PPTX
Topology optimization using convolutional neural network
by
Yoshiro Suzuki
Collision monitoring of foreign object on cfrp laminate utilizing electrostat...
by
Yoshiro Suzuki
Smart lightning protection skin for realtime load monitoring of composite air...
by
Yoshiro Suzuki
抵抗加熱利用の電気抵抗変化法による複合材製航空機の全域損傷モニタリング
by
Yoshiro Suzuki
Japanese nonlinear multiscale analysis 20181207
by
Yoshiro Suzuki
English nonlinear multiscale analysis 20181207
by
Yoshiro Suzuki
Topology optimization using convolutional neural network
by
Yoshiro Suzuki
Deep learning ultrasonic
1.
東京工業大学 土田 文太 鈴木 良郎 超音波の振動モード及び伝搬方向識別への ディープラーニングの適用 1
2.
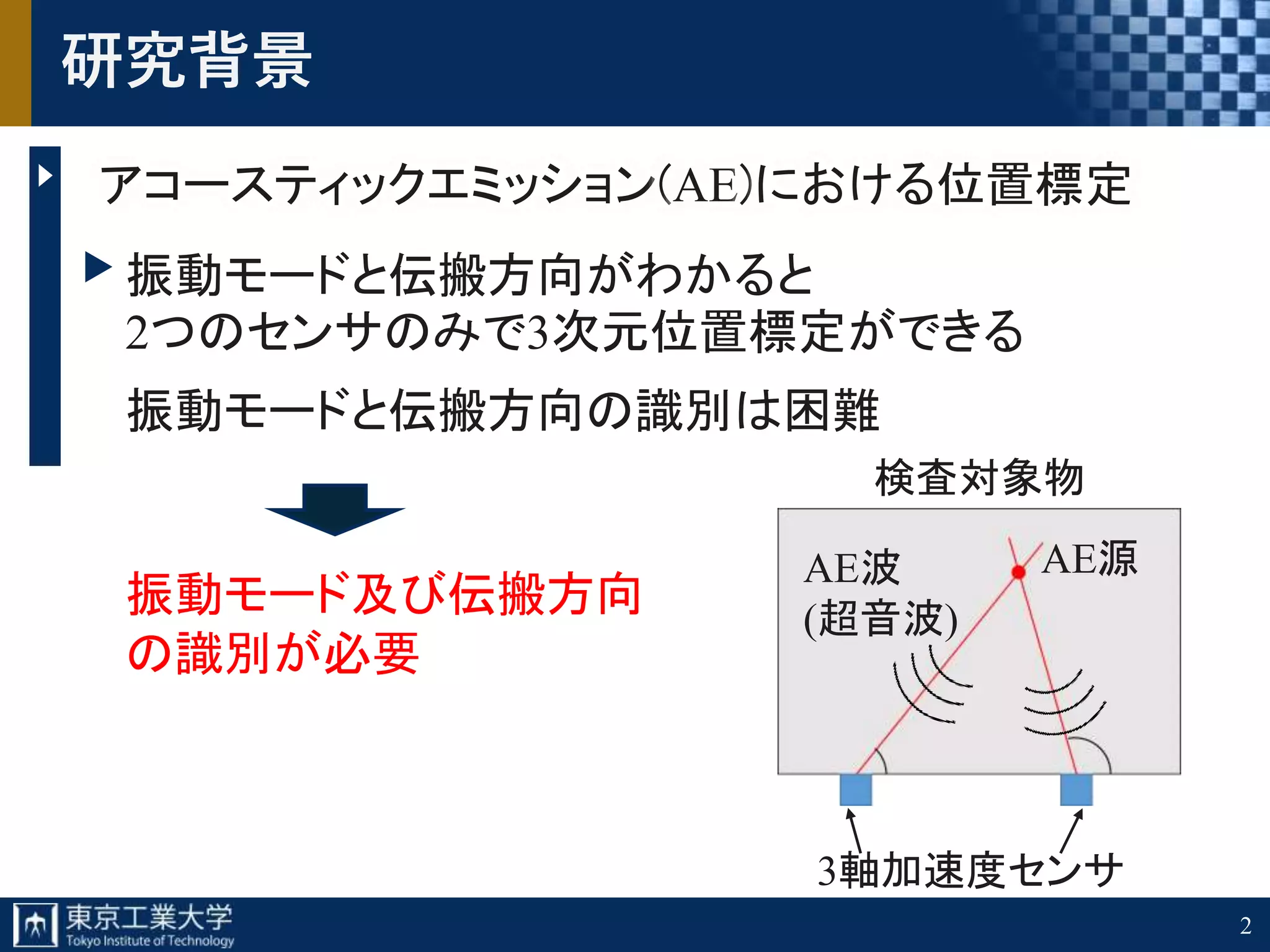
2 研究背景 アコースティックエミッション(AE)における位置標定 振動モードと伝搬方向がわかると 2つのセンサのみで3次元位置標定ができる 振動モードと伝搬方向の識別は困難 振動モード及び伝搬方向 の識別が必要 検査対象物 AE源AE波 (超音波) 3軸加速度センサ
3.
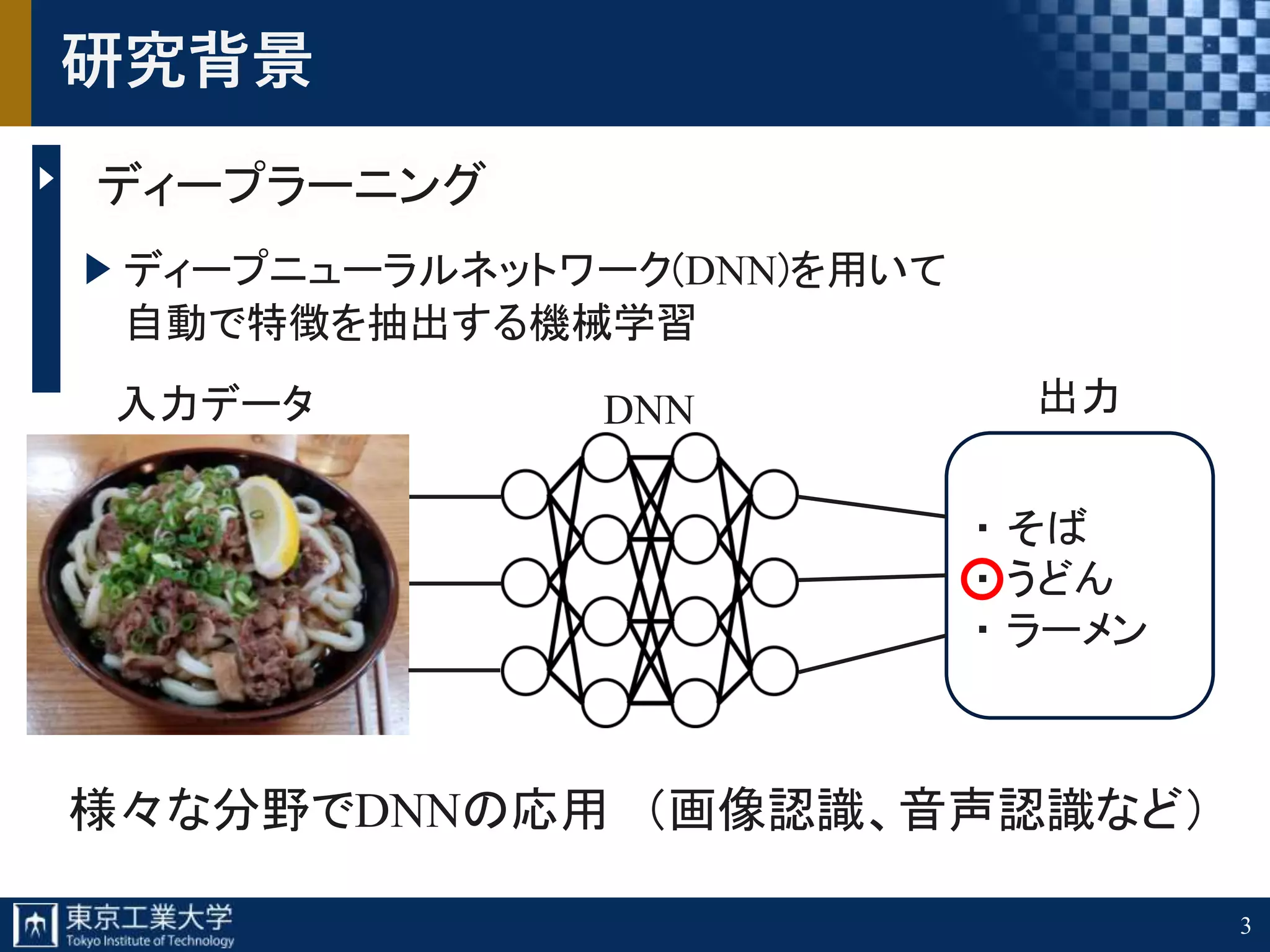
3 研究背景 ディープラーニング ディープニューラルネットワーク(DNN)を用いて 自動で特徴を抽出する機械学習 ・ そば ・ うどん ・
ラーメン 様々な分野でDNNの応用 (画像認識、音声認識など) DNN入力データ 出力
4.
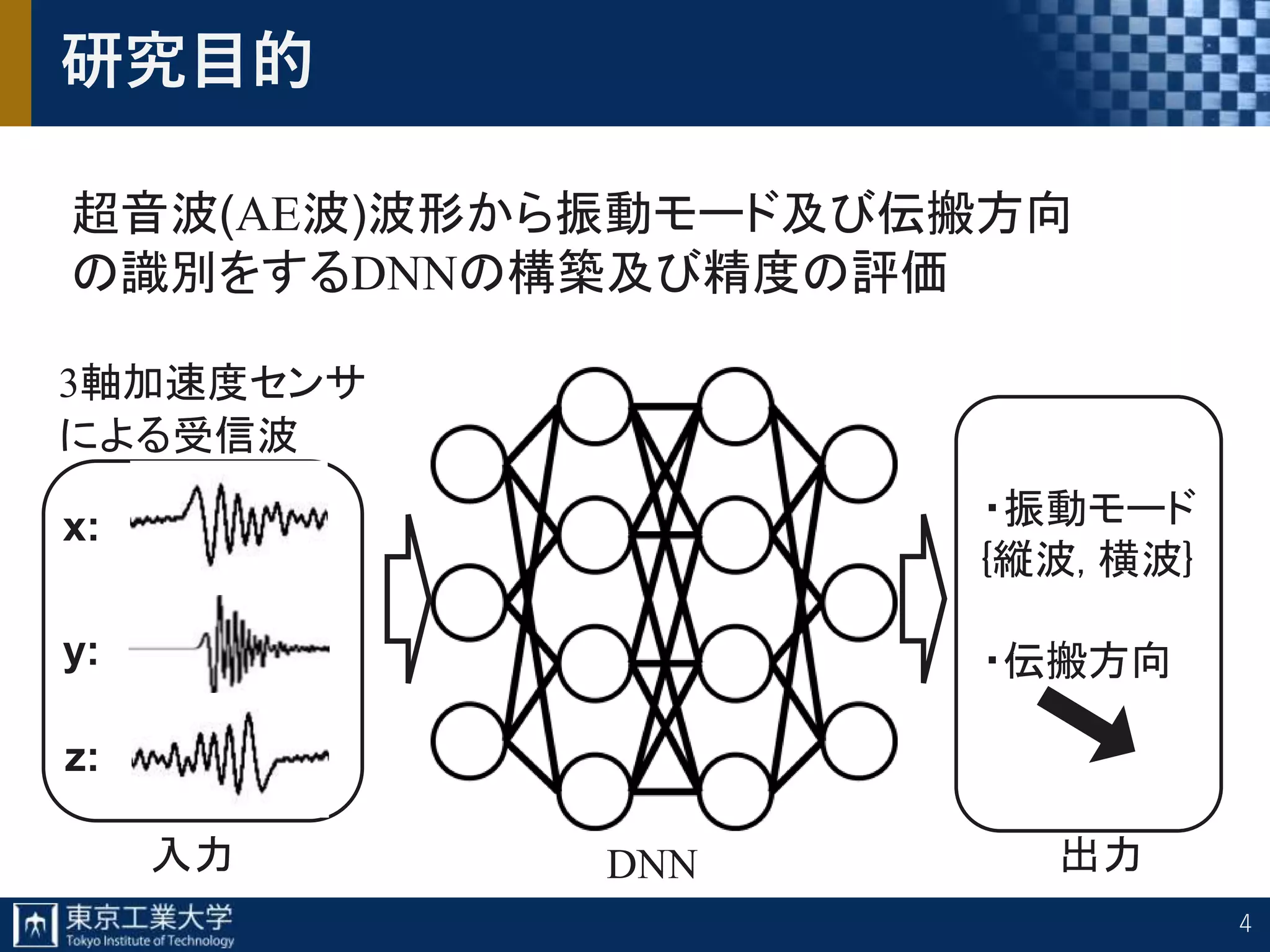
4 研究目的 超音波(AE波)波形から振動モード及び伝搬方向 の識別をするDNNの構築及び精度の評価 DNN入力 出力 ・振動モード {縦波, 横波} ・伝搬方向y: z: x: 3軸加速度センサ による受信波
5.
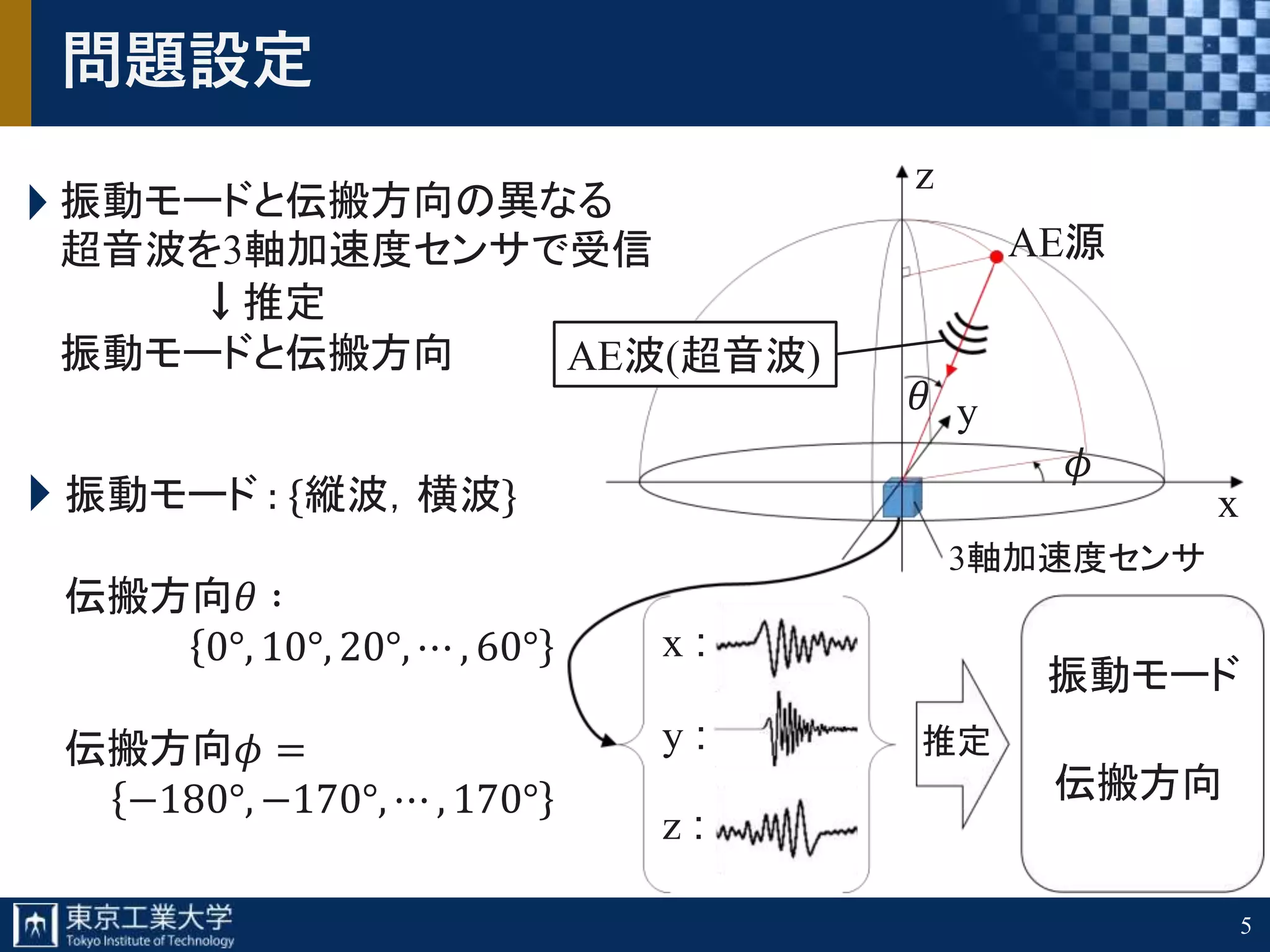
5 問題設定 振動モードと伝搬方向の異なる 超音波を3軸加速度センサで受信 ↓推定 振動モードと伝搬方向 振動モード : {縦波,横波} 伝搬方向𝜃
∶ 0°, 10°, 20°, ⋯ , 60° 伝搬方向𝜙 = −180°, −170°, ⋯ , 170° 3軸加速度センサ AE源 推定 AE波(超音波) 𝜃 𝜙 x y z y : x : z : 振動モード 伝搬方向
6.
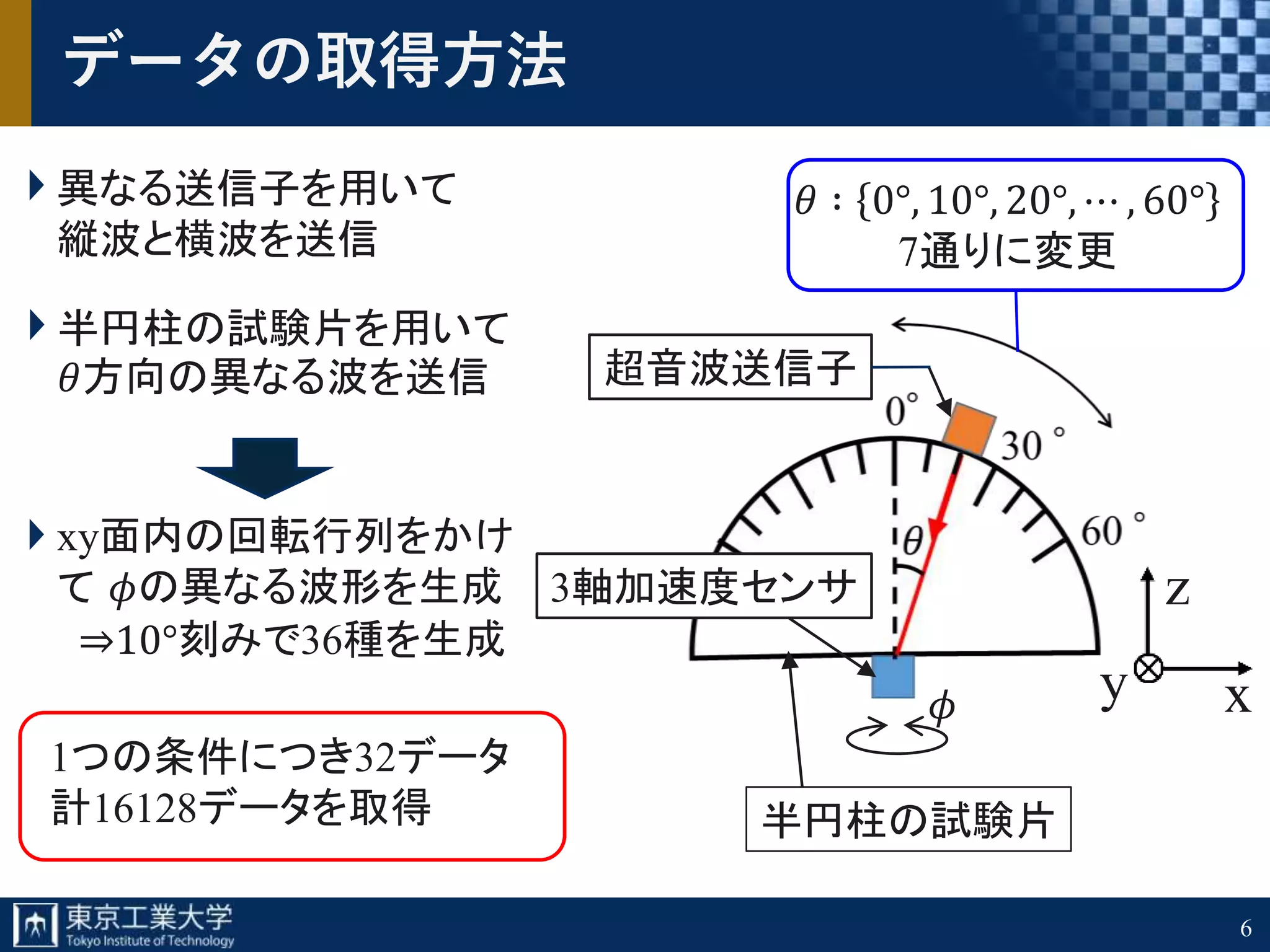
6 データの取得方法 半円柱の試験片を用いて 𝜃方向の異なる波を送信 異なる送信子を用いて 縦波と横波を送信 xy面内の回転行列をかけ て 𝜙の異なる波形を生成 ⇒10°刻みで36種を生成 1つの条件につき32データ 計16128データを取得 xy z 超音波送信子 𝜃 ∶
0°, 10°, 20°, ⋯ , 60° 7通りに変更 𝜙 半円柱の試験片 3軸加速度センサ
7.
超音波の到達から10 μs 間 400点×
3波形 (x,y,z) 7 DNNに入力したデータの例 畳み込みフィルタ 横波, 𝜃 = 20°, 𝜙 = 0° 時間 [μs] 0 0 10 縦波, 𝜃 = 20°, 𝜙 = 0° 0 時間 [μs] 0 10 振幅 x y z
8.
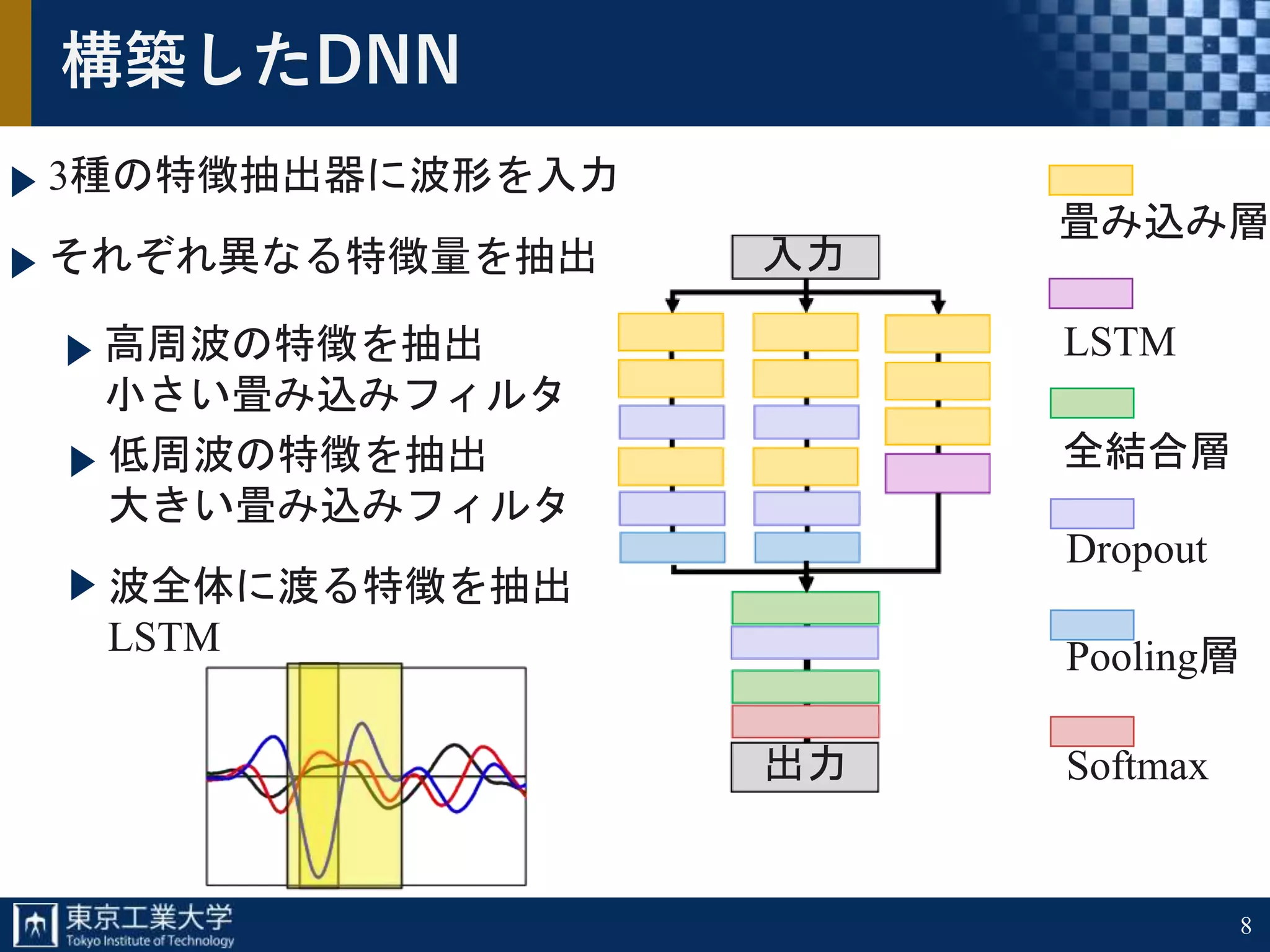
構築したDNN 3種の特徴抽出器に波形を入力 8 それぞれ異なる特徴量を抽出 高周波の特徴を抽出 小さい畳み込みフィルタ 低周波の特徴を抽出 大きい畳み込みフィルタ 波全体に渡る特徴を抽出 LSTM 入力 出力 畳み込み層 LSTM 全結合層 Dropout Pooling層 Softmax
9.
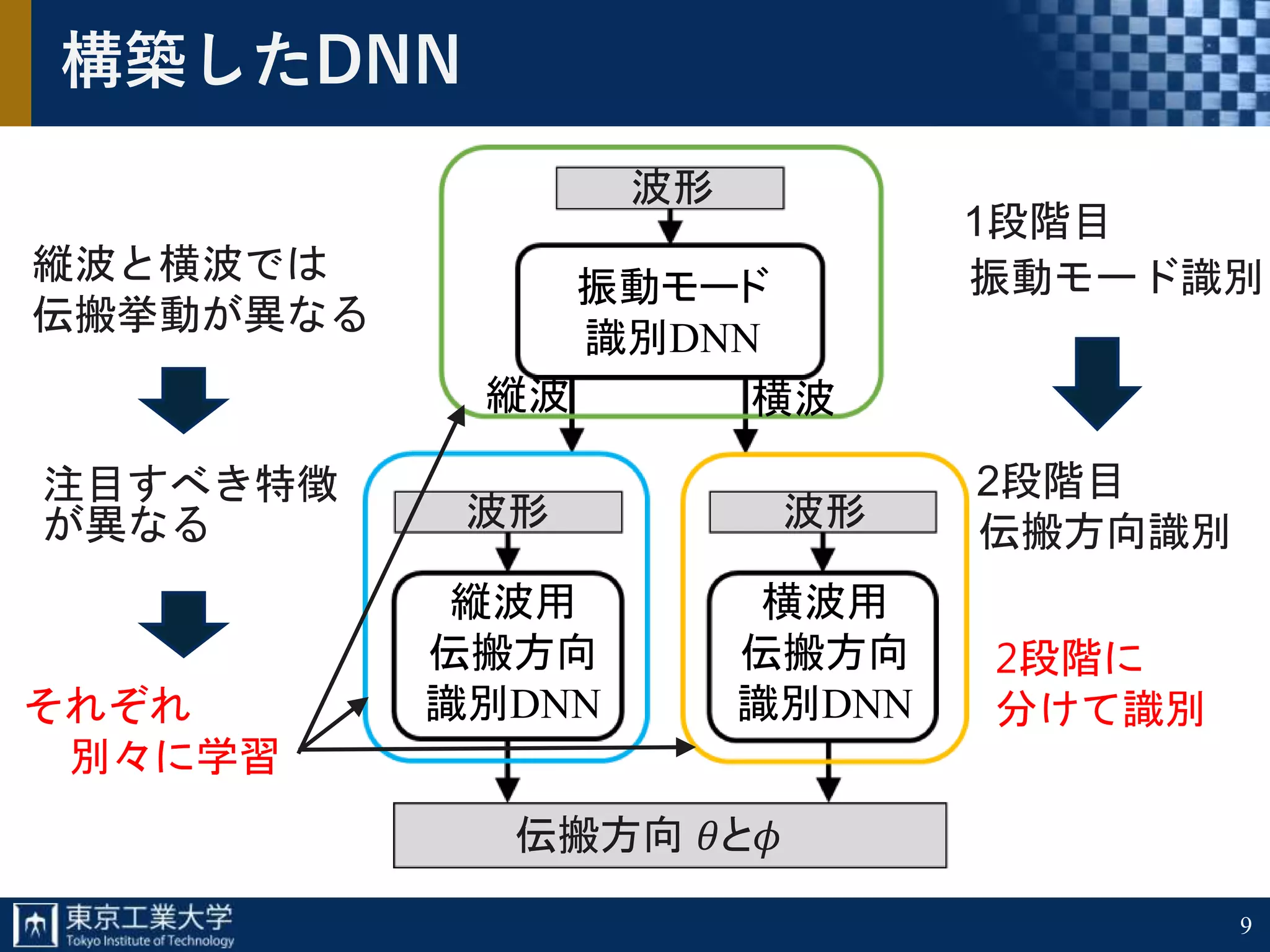
9 構築したDNN 1段階目 2段階目注目すべき特徴 が異なる それぞれ 別々に学習 縦波と横波では 伝搬挙動が異なる 2段階に 分けて識別 波形 波形 波形 伝搬方向 𝜃と𝜙 横波用 伝搬方向 識別DNN 振動モード 識別DNN 縦波用 伝搬方向 識別DNN 縦波
横波 振動モード識別 伝搬方向識別
10.
10 DNNの評価 振動モード識別 許容誤差 正答率 [%] 0°
86.3 10° 94.1 20° 95.3 伝搬方向識別 10° 20° 3軸加速度センサ 推定伝搬方向正答率: 94.5 % AE試験にDNNを適用することの有用性が示された x y z AE波(超音波) 90%以上の 正答率を達成 90%以上の 正答率を達成
11.
11 結言 実験により取得した超音波(AE波)波形から振動 モード及び伝搬方向を識別するDNNを構築した 94.5%の正答率で 振動モードを識別できた 94.1%の正答率で 誤差10°以内で伝搬方向を 識別できた AE試験にDNNを適用することの有用性が示された
12.
補足スライド 12
13.
13 DLを使う意義 縦波, 𝜃 =
0°, 𝜙 = 0° 0 5010 20 30 40 0 𝑡0 この枠内をDLの入力とする 𝑡0+10 [μs] x y z 理想的には,z軸方向にのみ振動する 実際には, 超音波の表面での挙動 センサの特性 受信する波形の複雑化 DLならば特徴抽出可能
14.
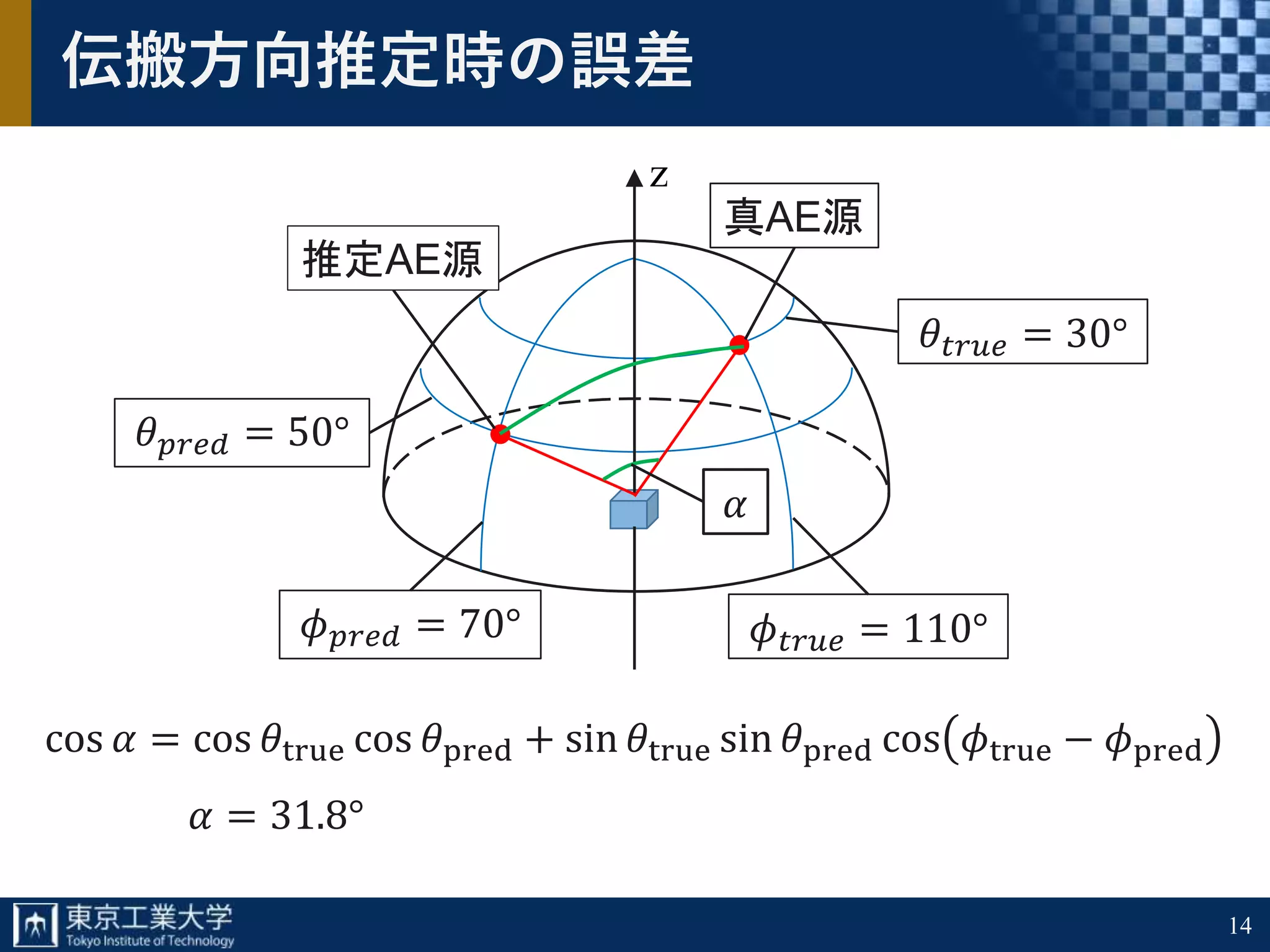
14 伝搬方向推定時の誤差 cos 𝛼 =
cos 𝜃true cos 𝜃pred + sin 𝜃true sin 𝜃pred cos 𝜙true − 𝜙pred 𝜃𝑡𝑟𝑢𝑒 = 30° 𝜃 𝑝𝑟𝑒𝑑 = 50° 𝜙 𝑝𝑟𝑒𝑑 = 70° 𝜙 𝑡𝑟𝑢𝑒 = 110° z 𝛼 𝛼 = 31.8° 真AE源 推定AE源
15.
15 推定結果 推定結果 別々で学習 学習に用いていない データの正答率 正答率 [%] モード識別
94.5 方向識別 縦波 𝜃: 95.0 𝜙: 78.5 横波 𝜃: 99.7 𝜙: 92.5 伝搬方向の許容誤差ごとの正答率 許容誤差 正答率 [%] 0° 86.3 10° 94.1 30° 96.1 正答率[%] 許容誤差 [°] ・ ・
16.
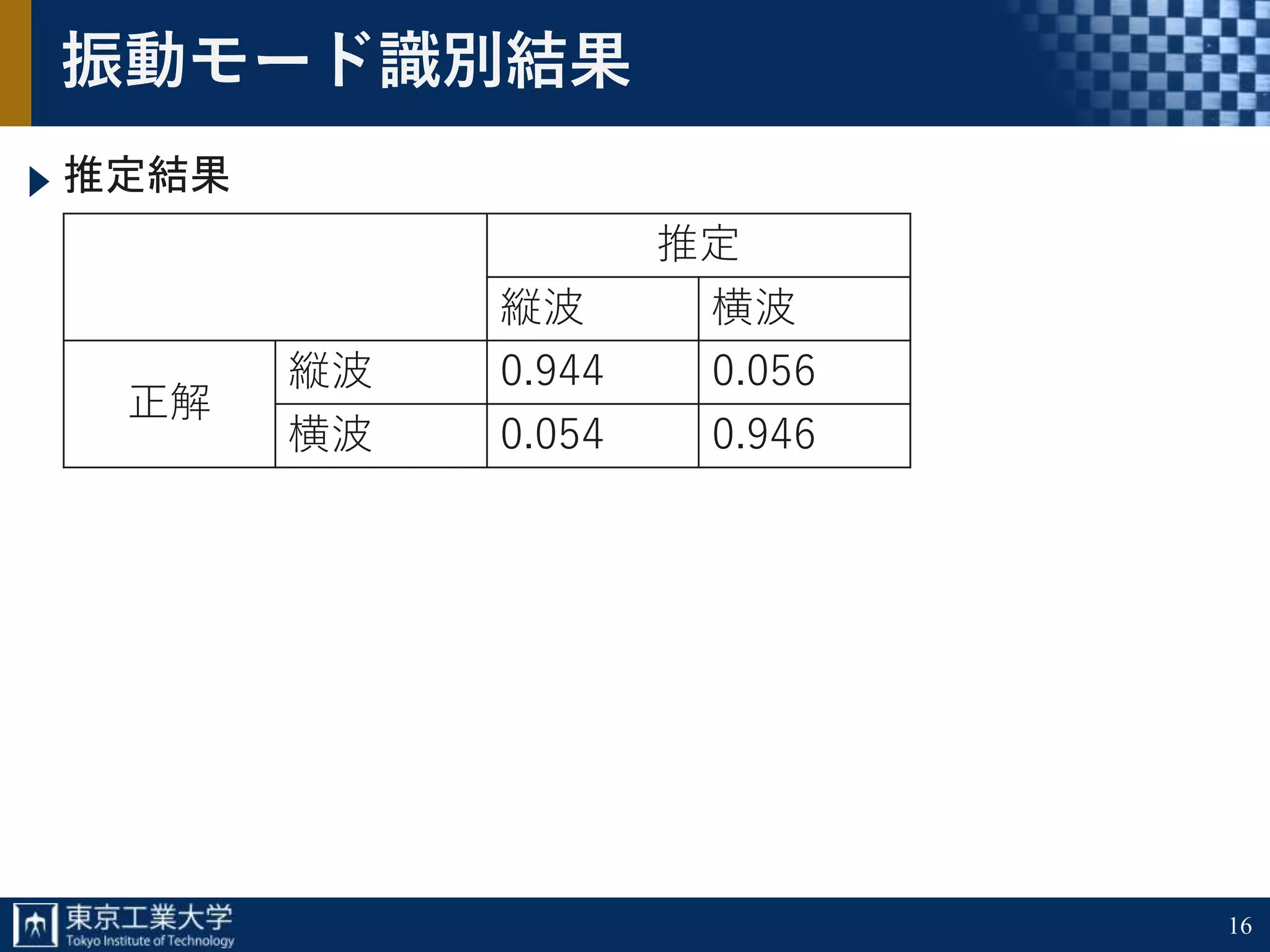
16 振動モード識別結果 推定結果 推定 縦波 横波 正解 縦波 0.944
0.056 横波 0.054 0.946
17.
17 縦波の伝播方向識別結果 推定結果 True𝜃[°] Prediction 𝜃[°] 0 10
20 30 40 50 60 6050403020100 -180 0 170 1700-180 True𝜙[°] Prediction 𝜙[°]
18.
18 横波の伝播方向識別結果 推定結果 True𝜃[°] Prediction 𝜃[°] 0 10
20 30 40 50 60 6050403020100 -180 0 170 1700-180 True𝜙[°] Prediction 𝜙[°]
19.
19 伝播方向識別結果 推定結果 正解𝜃[°] 推定 𝜃[°] 0 10
20 30 40 50 60 6050403020100 -180 0 170 1700-180 正解𝜙[°] 推定 𝜙[°]
20.
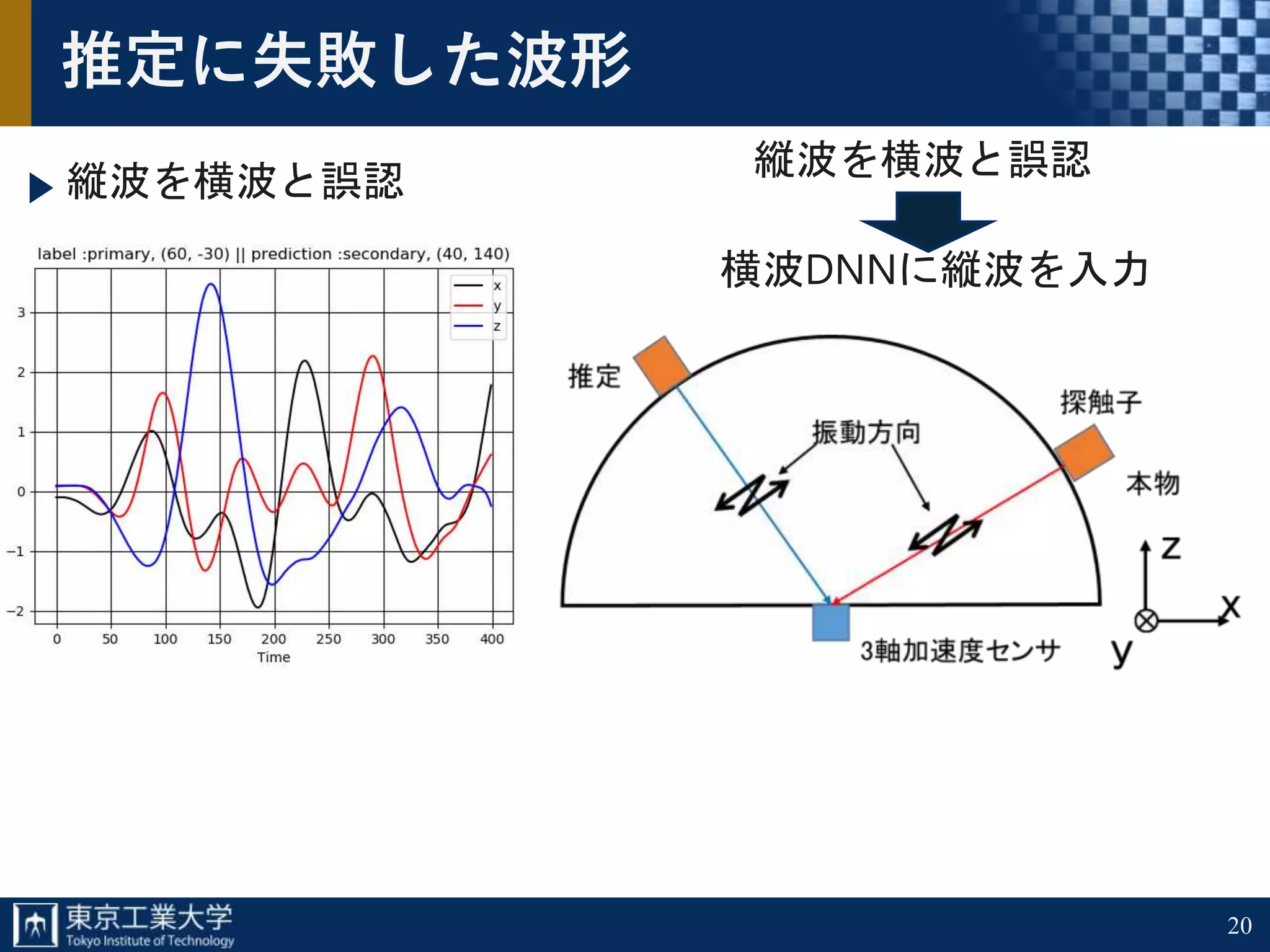
20 推定に失敗した波形 縦波を横波と誤認 縦波を横波と誤認 横波DNNに縦波を入力
21.
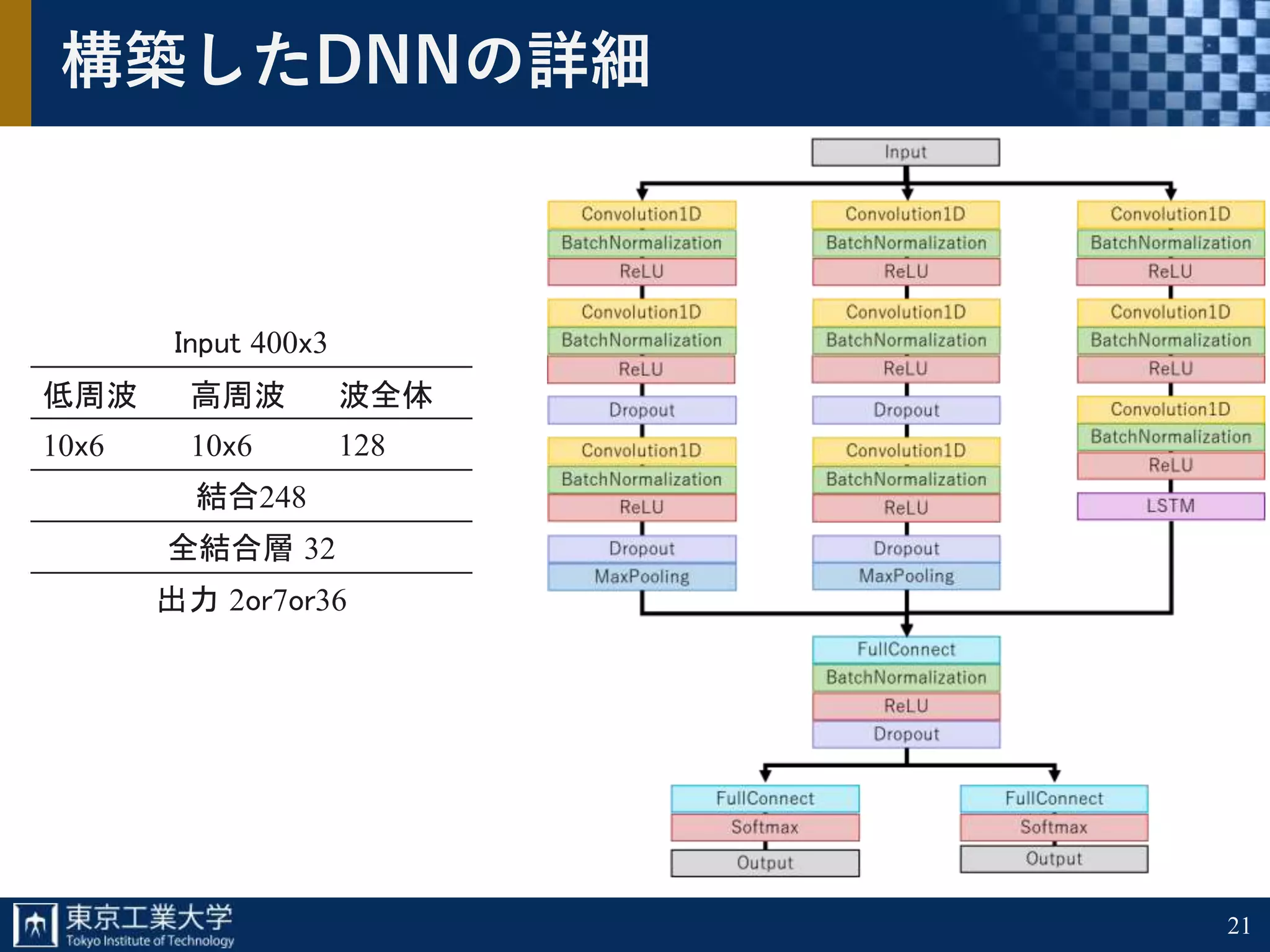
21 構築したDNNの詳細 Input 400x3 低周波 高周波
波全体 10x6 10x6 128 結合248 全結合層 32 出力 2or7or36
22.
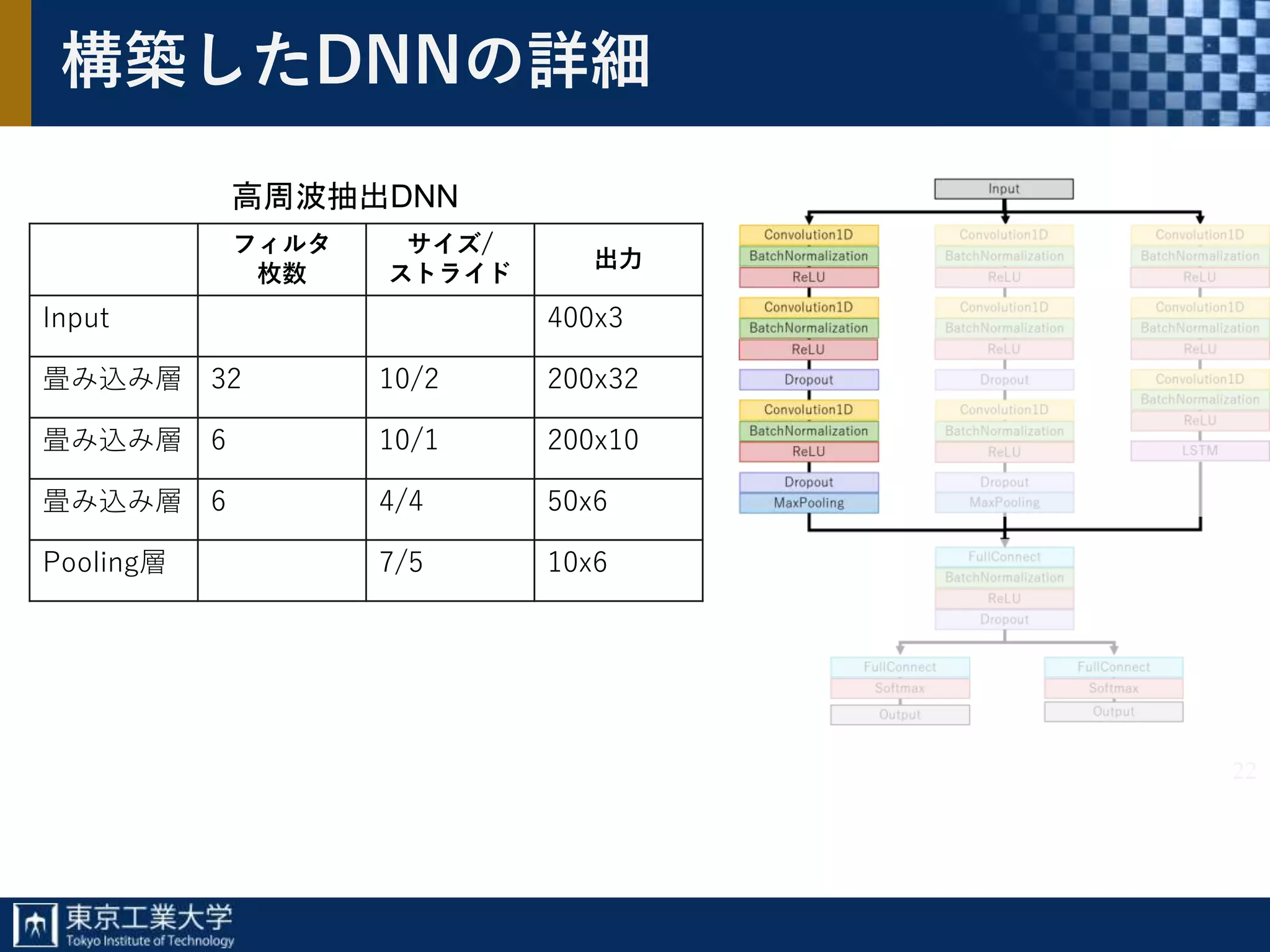
22 構築したDNNの詳細 フィルタ 枚数 サイズ/ ストライド 出力 Input 400x3 畳み込み層 32
10/2 200x32 畳み込み層 6 10/1 200x10 畳み込み層 6 4/4 50x6 Pooling層 7/5 10x6 高周波抽出DNN
23.
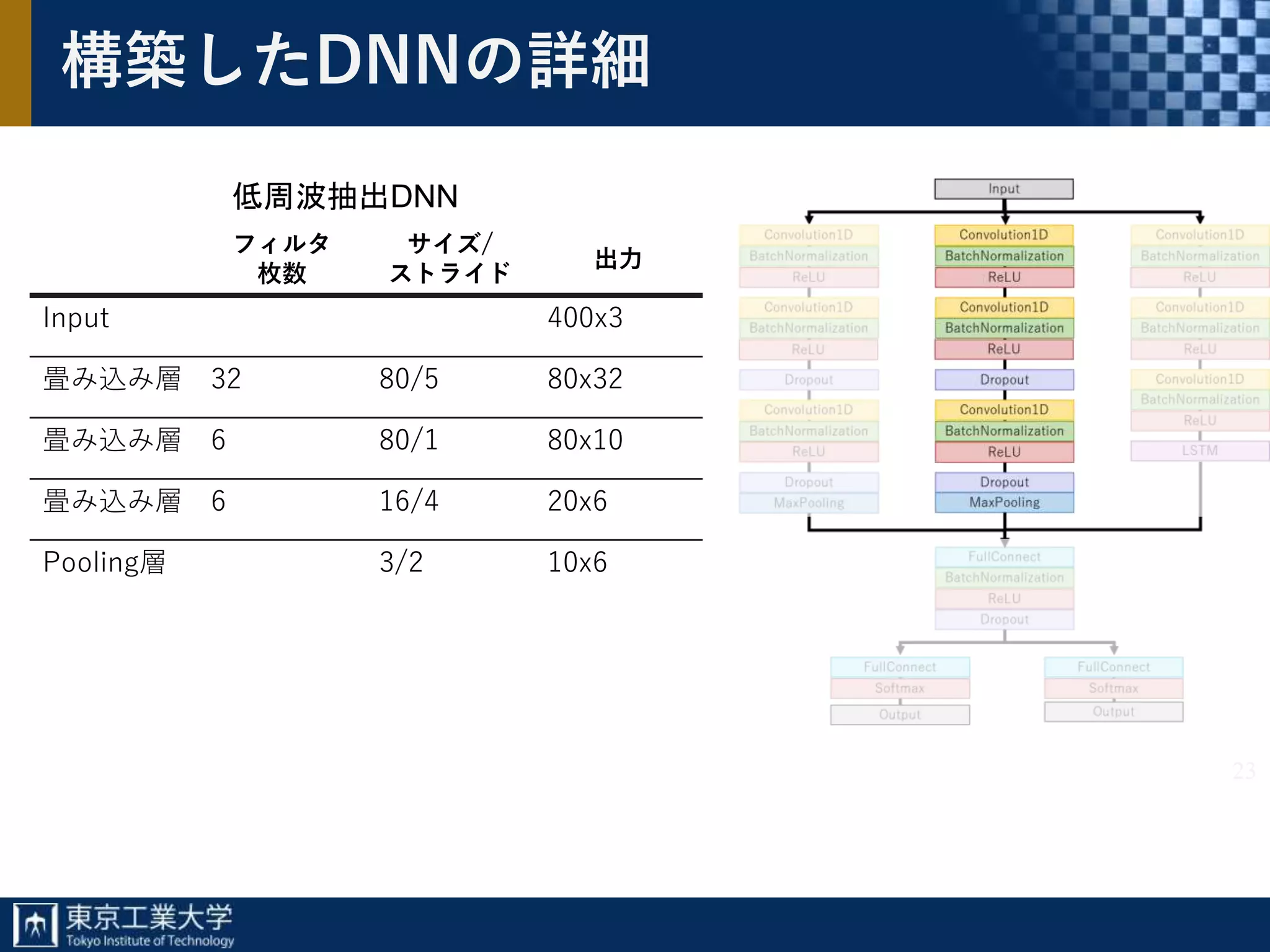
23 構築したDNNの詳細 フィルタ 枚数 サイズ/ ストライド 出力 Input 400x3 畳み込み層 32
80/5 80x32 畳み込み層 6 80/1 80x10 畳み込み層 6 16/4 20x6 Pooling層 3/2 10x6 低周波抽出DNN
24.
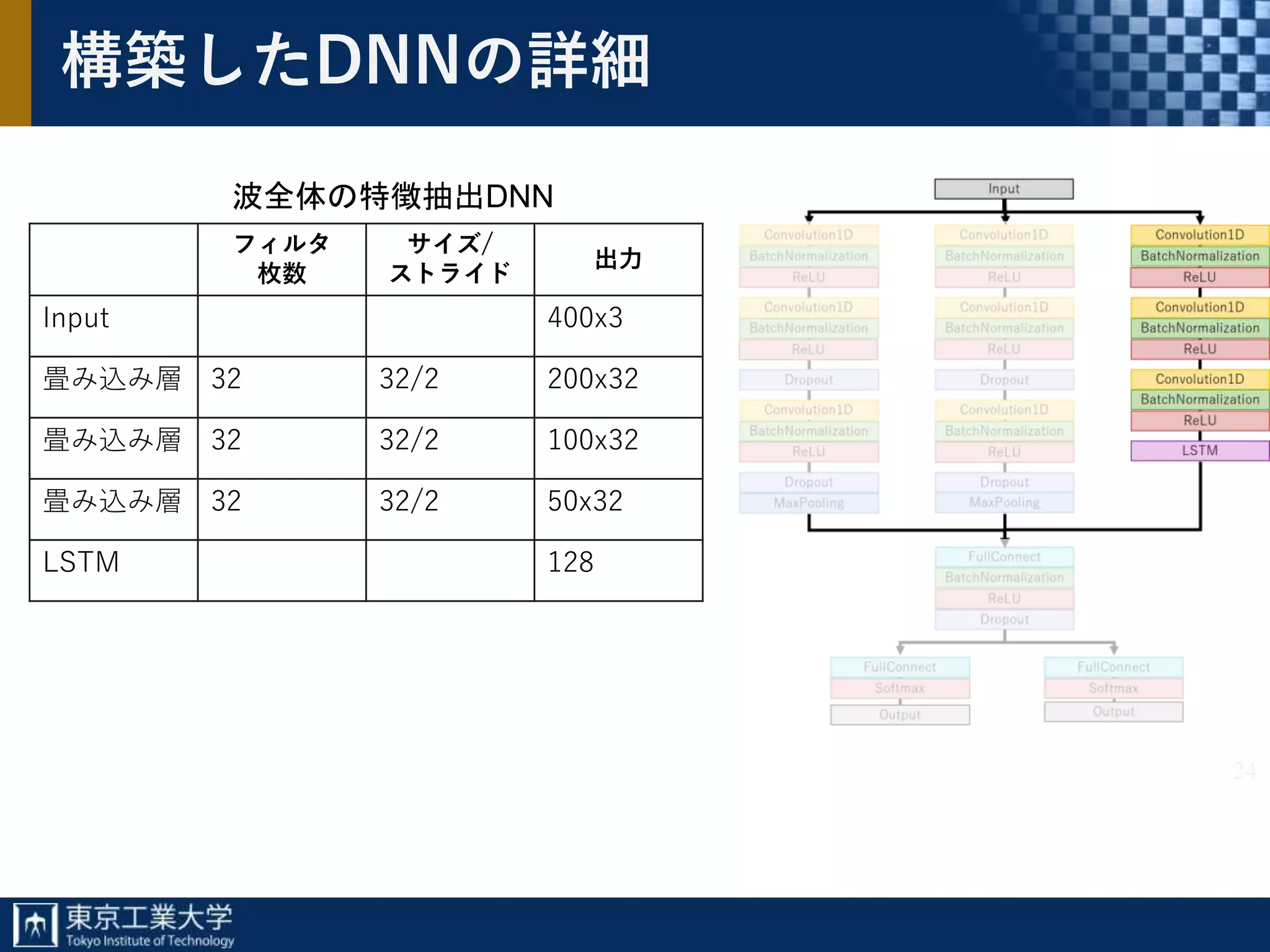
24 構築したDNNの詳細 フィルタ 枚数 サイズ/ ストライド 出力 Input 400x3 畳み込み層 32
32/2 200x32 畳み込み層 32 32/2 100x32 畳み込み層 32 32/2 50x32 LSTM 128 波全体の特徴抽出DNN
25.
25 1D-CNN 通常のCNN(画像に対して行うCNN) は2次元のフィルタを持つ 時系列データに適用する1D-CNN は1次元のフィルタを持つ 2 1 0 -1
4 1 0 -2 3 2 1 0 -1 4 1 0 -2 3 2 1 0 -1 4 1 0 -2 3 2 1 1 0 -2 2 1 1 0 -2 2 1 1 0 -2 2 1 1 0 -2
26.
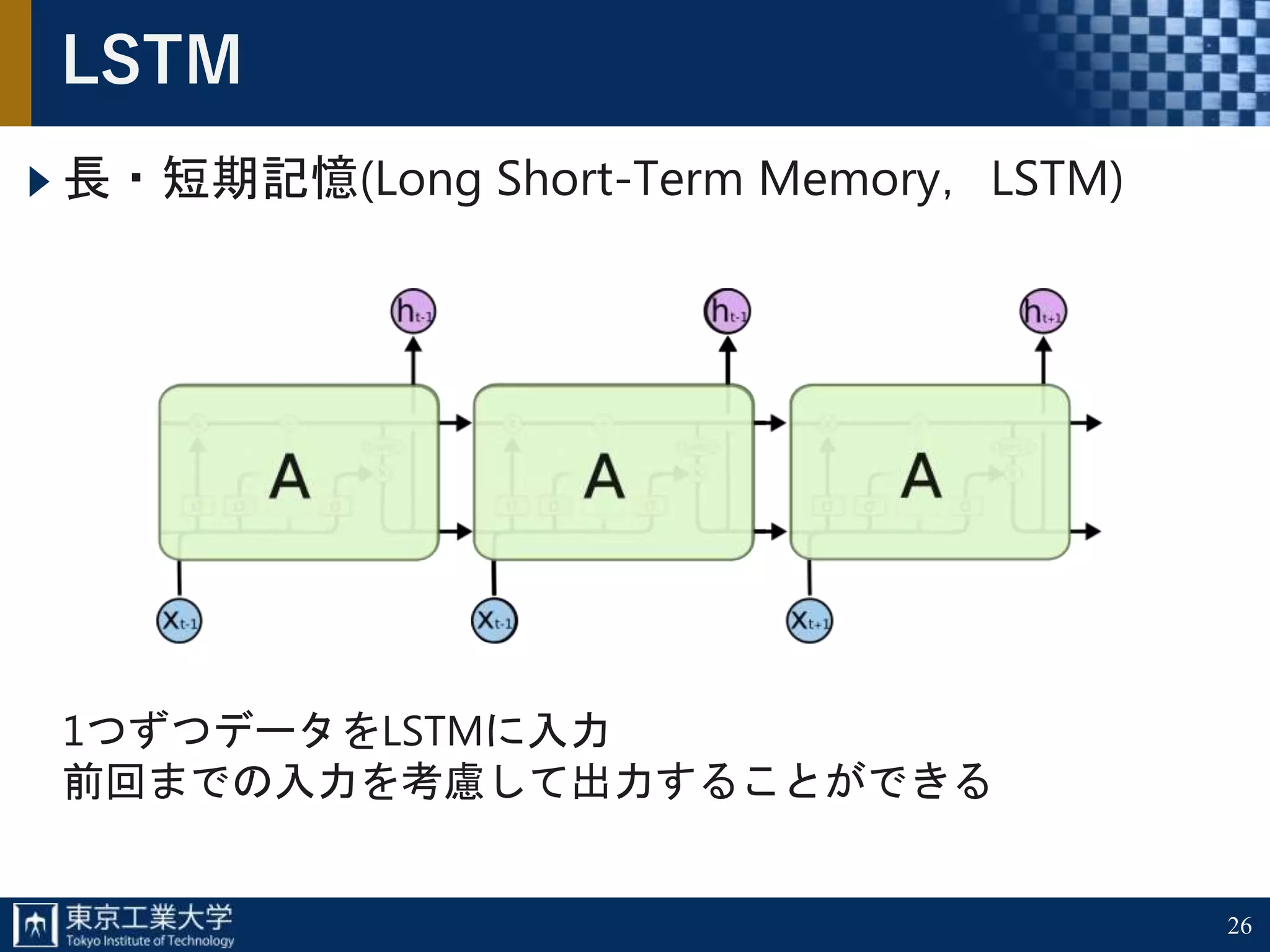
26 LSTM 長・短期記憶(Long Short-Term Memory,LSTM) 1つずつデータをLSTMに入力 前回までの入力を考慮して出力することができる
27.
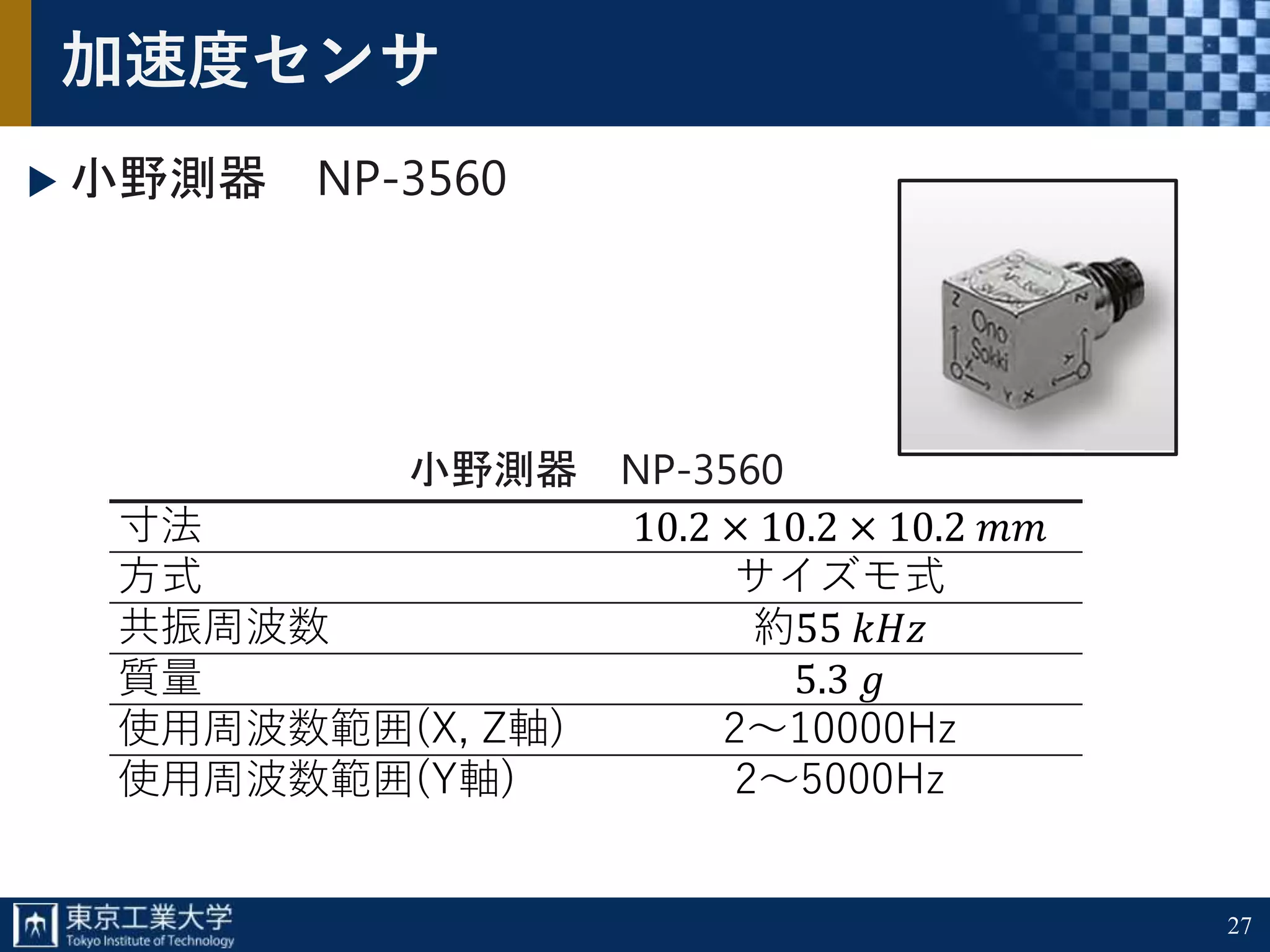
27 加速度センサ 小野測器 NP-3560 小野測器 NP-3560 寸法
10.2 × 10.2 × 10.2 𝑚𝑚 方式 サイズモ式 共振周波数 約55 𝑘𝐻𝑧 質量 5.3 𝑔 使用周波数範囲(X, Z軸) 2~10000Hz 使用周波数範囲(Y軸) 2~5000Hz
28.
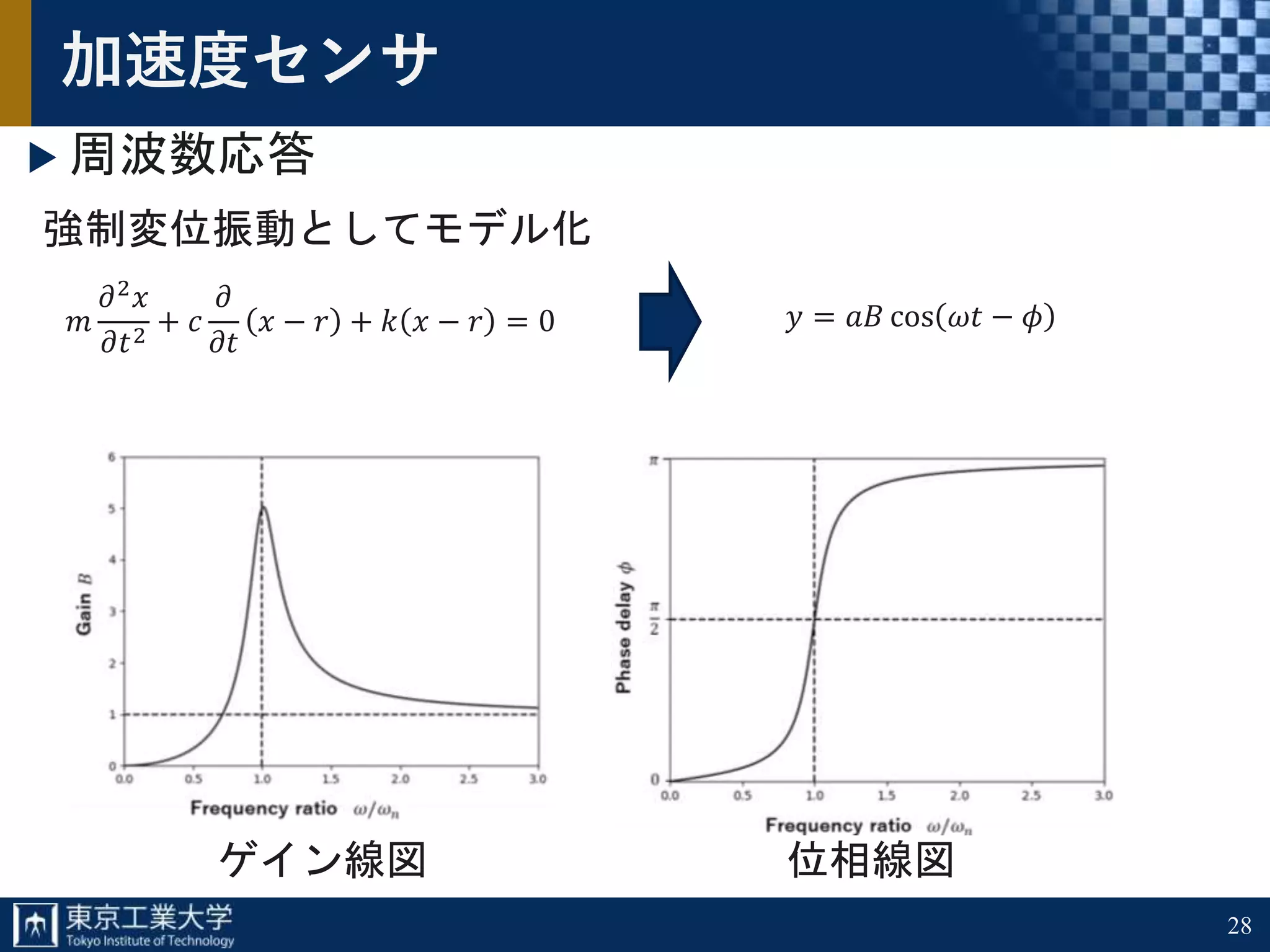
28 加速度センサ 周波数応答 𝑚 𝜕2 𝑥 𝜕𝑡2 + 𝑐 𝜕 𝜕𝑡 𝑥
− 𝑟 + 𝑘 𝑥 − 𝑟 = 0 𝑦 = 𝑎𝐵 cos 𝜔𝑡 − 𝜙 強制変位振動としてモデル化 ゲイン線図 位相線図
29.
29 加速度センサ 超音波を3軸加速度センサ で受信したときの波形 フーリエ変換して得られた 周波数応答 1MHz帯でも加速度センサが反応している
30.
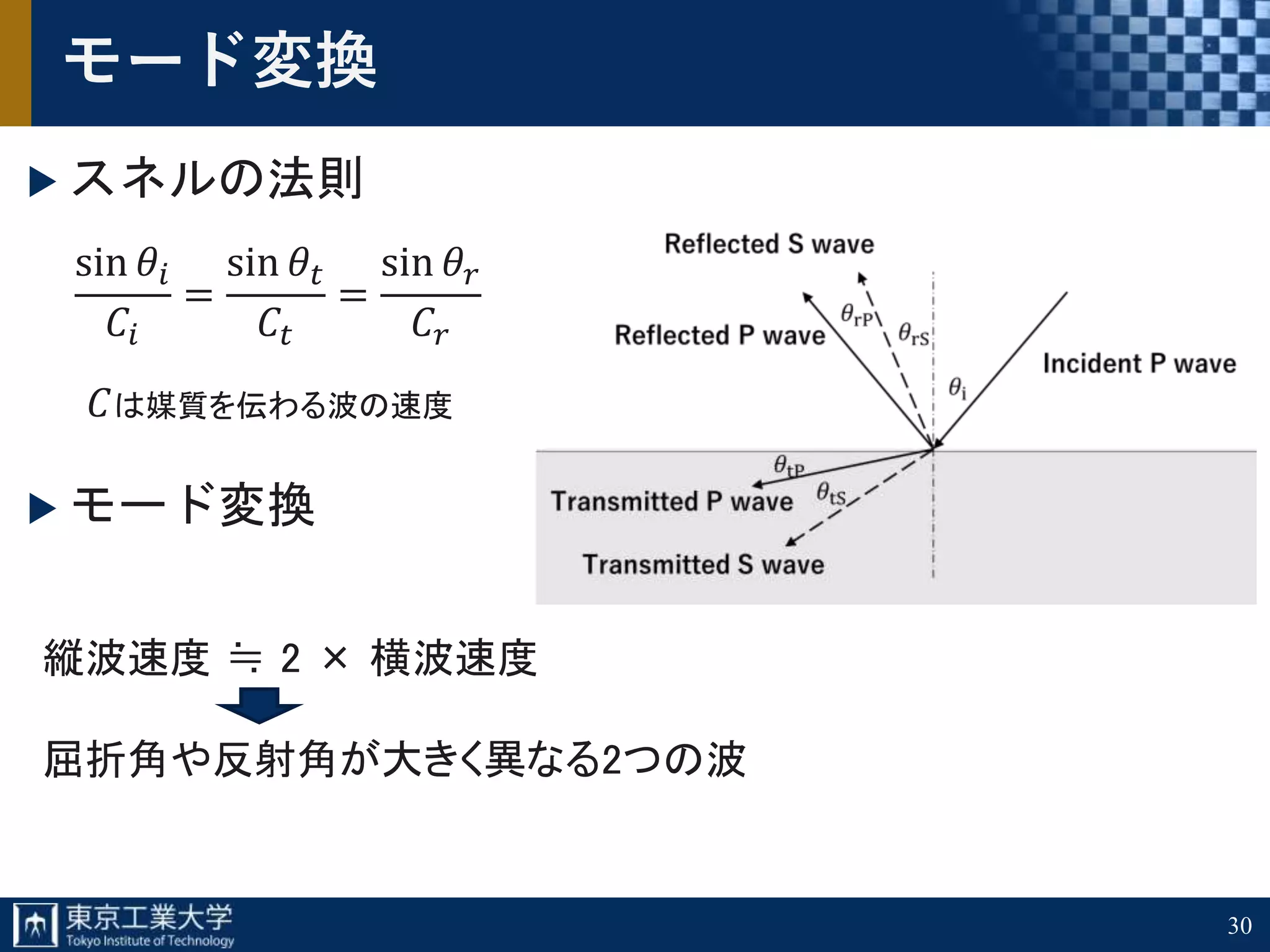
30 モード変換 スネルの法則 sin 𝜃𝑖 𝐶𝑖 = sin 𝜃𝑡 𝐶𝑡 = sin
𝜃𝑟 𝐶𝑟 モード変換 𝐶は媒質を伝わる波の速度 縦波速度 ≒ 2 × 横波速度 屈折角や反射角が大きく異なる2つの波
31.
31 実験で得られた波形の例 縦波, 𝜃 =
0°, 𝜙 = 0° 0 5010 20 30 40 0 縦波速度𝐶 𝑝 = 6356m/sより𝑡0 = 75mm/𝐶 𝑝 + 2.2 = 14μs 𝑡0 この枠内をDLの入力とする 𝑡0+10 [μs] x y z 0 5010 20 30 40 0 横波速度Cs=3129m/sより𝑡0 = 75mm/𝐶 𝑝 + 3.0 = 27μs 𝑡0 [μs]𝑡0+10 横波, 𝜃 = 0°, 𝜙 = 0° x y z
32.
32 畳み込みフィルタの大きさ 大きい畳み込みフィルタ 時間 [μs] 0 0 10 0 時間 [μs] 0
10 振幅 x y z 小さい畳み込みフィルタ フィルタサイズ:0.25μs 1MHzの波長の1/4の大きさ フィルタサイズ:2μs 250kHzの波長の1/2の大きさ
33.
33 10° Error: 8.7mm真のAE源 推定したAE源 3軸加速度センサ 誤差10°について
Editor's Notes
#22
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#23
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#24
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#25
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#26
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#27
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#28
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#29
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#30
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#31
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#32
湾曲繊維束の破壊曲率半径を測定するための,単軸曲げ破壊試験方法を提案し,実施いたしました.概要を説明いたします。 実験の試験片は右上の図のような,直線の繊維束を熱処理して成形した,成形曲率半径が25, 15, 10mmの3種類の湾曲繊維束を使用しました。 (湾曲繊維束表面には熱可塑性樹脂溶融時に樹脂流出を防止するためにコーティングを施しています.) 円錐形冶具の表面に、直線または湾曲繊維束を密着させ、曲率半径が小さくなる方向へ少しずつ移動させます.繊維束が破壊すると,繊維束が冶具表面から離れ,小さな破壊音が生じます.この時の破壊曲率半径を測定します. 繊維束内部の繊維ばらつきを考慮して,各繊維束に対して100本破壊実験を行い,統計手法によって評価しました.
#33
ディープニューラルネットワークに入力するデータの例です. 実験で取得したデータのうち,波の到達から10μsを取り出し,さらに標準化して得られた波形がこの波形です. 時間方向に400点あり,x,y,zで3つの波形があります. この2つの波形は,伝播方向は同じで,振動モードのみが異なる波形です. これがDNNの入力になります. DNNでは,この入力波形からこのような畳み込みフィルタを用いて,このように時間方向の特徴を維持したまま特徴を抽出していきます.
Download

![超音波の到達から10 μs 間
400点× 3波形 (x,y,z)
7
DNNに入力したデータの例
畳み込みフィルタ
横波, 𝜃 = 20°, 𝜙 = 0°
時間 [μs]
0
0
10
縦波, 𝜃 = 20°, 𝜙 = 0°
0
時間 [μs]
0 10
振幅
x
y
z](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-7-2048.jpg)
![10
DNNの評価
振動モード識別
許容誤差 正答率 [%]
0° 86.3
10° 94.1
20° 95.3
伝搬方向識別
10°
20°
3軸加速度センサ
推定伝搬方向正答率: 94.5 %
AE試験にDNNを適用することの有用性が示された
x
y
z
AE波(超音波)
90%以上の
正答率を達成
90%以上の
正答率を達成](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-10-2048.jpg)
![13
DLを使う意義
縦波, 𝜃 = 0°, 𝜙 = 0°
0 5010 20 30 40
0
𝑡0
この枠内をDLの入力とする
𝑡0+10
[μs]
x
y
z
理想的には,z軸方向にのみ振動する
実際には,
超音波の表面での挙動
センサの特性
受信する波形の複雑化
DLならば特徴抽出可能](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-13-2048.jpg)
![15
推定結果
推定結果 別々で学習
学習に用いていない
データの正答率
正答率 [%]
モード識別 94.5
方向識別
縦波 𝜃: 95.0 𝜙: 78.5
横波 𝜃: 99.7 𝜙: 92.5
伝搬方向の許容誤差ごとの正答率
許容誤差 正答率 [%]
0° 86.3
10° 94.1
30° 96.1
正答率[%]
許容誤差 [°]
・
・](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-15-2048.jpg)
![17
縦波の伝播方向識別結果
推定結果
True𝜃[°]
Prediction 𝜃[°]
0 10 20 30 40 50 60
6050403020100
-180 0 170
1700-180
True𝜙[°] Prediction 𝜙[°]](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-17-2048.jpg)
![18
横波の伝播方向識別結果
推定結果
True𝜃[°]
Prediction 𝜃[°]
0 10 20 30 40 50 60
6050403020100
-180 0 170
1700-180
True𝜙[°] Prediction 𝜙[°]](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-18-2048.jpg)
![19
伝播方向識別結果
推定結果
正解𝜃[°]
推定 𝜃[°]
0 10 20 30 40 50 60
6050403020100
-180 0 170
1700-180
正解𝜙[°] 推定 𝜙[°]](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-19-2048.jpg)


![31
実験で得られた波形の例
縦波, 𝜃 = 0°, 𝜙 = 0°
0 5010 20 30 40
0
縦波速度𝐶 𝑝 = 6356m/sより𝑡0 = 75mm/𝐶 𝑝 + 2.2 = 14μs
𝑡0
この枠内をDLの入力とする
𝑡0+10
[μs]
x
y
z
0 5010 20 30 40
0
横波速度Cs=3129m/sより𝑡0 = 75mm/𝐶 𝑝 + 3.0 = 27μs
𝑡0
[μs]𝑡0+10
横波, 𝜃 = 0°, 𝜙 = 0°
x
y
z](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-31-2048.jpg)
![32
畳み込みフィルタの大きさ
大きい畳み込みフィルタ
時間 [μs]
0
0
10
0
時間 [μs]
0 10
振幅
x
y
z
小さい畳み込みフィルタ
フィルタサイズ:0.25μs
1MHzの波長の1/4の大きさ
フィルタサイズ:2μs
250kHzの波長の1/2の大きさ](https://image.slidesharecdn.com/deeplearningultrasonic-190326061328/75/Deep-learning-ultrasonic-32-2048.jpg)














![[DL輪読会]Depth Prediction Without the Sensors: Leveraging Structure for Unsuper...](https://cdn.slidesharecdn.com/ss_thumbnails/struct2depth0301-190304050917-thumbnail.jpg?width=640&height=640&fit=bounds)