MAINTENANCE AND RELIABILITYDECISION
Equipment maintenance and reliability issues
have been gaining importance. This is for the
reason that maintenance and reliability
improvement is most constrained by limited
resources like manpower and budget.
3.
THE STRATEGIC IMPORTANCEOF MAINTENANCE A
ND RELIABILITY
All activities involved in continuing a system's
equipotent working are part of maintenance
management. Maintenance of a machine entails
the efforts directed on upkeeping and repairs of
that machine.
4.
There are threeimportant aspects of reliability, namely:
1. Reliability as a probability - If an item has a reliability of .90, this means that
it has a 90% probability of functioning as intended.
2. Definition of failure - It is used to describe a situation in which an item does
not perform as intended.
3. Prescribed operating conditions - Reliabilities are always specified with
respect to certain conditions called normal operating conditions.
5.
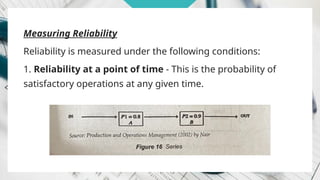
Measuring Reliability
Reliability ismeasured under the following conditions:
1. Reliability at a point of time - This is the probability of
satisfactory operations at any given time.
7.
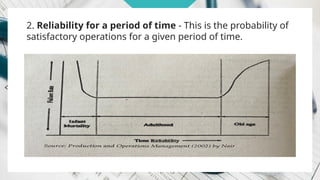
2. Reliability fora period of time - This is the probability of
satisfactory operations for a given period of time.
8.
A. Infant mortality- Failure at the beginning is high but rapidly comes down with passage of
time approximately along an exponential curve. Reliability in this region means the probability
that the product will last at least until I time. Area under this curve which is exponential
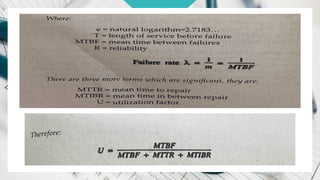
distribution is determined by a single parameter called MTBF - mean time between failures.
10.
b. Adulthood -Very few failures happen and failure rate is
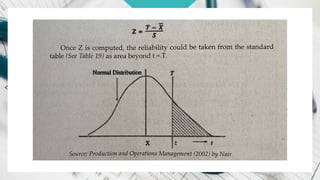
c. Old age - Failure rate goes up due to ageing, wear and tear, etc. Follow a normal curve distribution (See Figure xx). Here
the reliability of operation is up to the period shown by the area of the curve beyond t = T. The procedure is to compute for
mean wear-out time and obtain standard deviation (S) from the data of wear-out. After obtaining, Z value could be computed
as:
12.
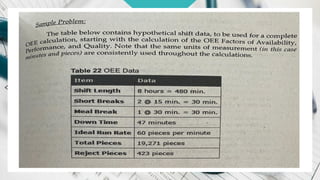
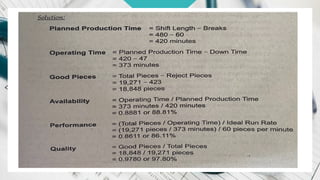
Sample Problem:
Use thedata: wear-out time is 10 years
Standard deviation is 2 years
Compute for:
1. Reliability so that it will last for 12 years
2. Its life with 90% reliability
14.
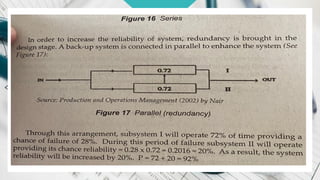
IMPROVING RELIABILITY
There areseveral ways of improving reliability.
System reliability can be improved by improving
the reliability of individual components.
15.
TOTAL PRODUCTIVE MAINTENANCE
TotalProductive Maintenance (TPM) is a holistic
approach to equipment maintenance that strives to
achieve perfect production. TPM is a process to
improve machine reliability and efficiency by
involving all employees in the care, purchase and
improvement of equipment.
16.
It's a cradle-to-graveapproach, applying some sim
ple, common sense principles:
1. Maintain basic equipment conditions such as cleaning, lubricating and
maintaining proper alignment and tightening
2. Maintain proper operating procedures
3. Share equipment maintenance responsibilities
4. Detect impending defects and prevent deterioration
5. Correct design problems early
6. Improve operator and maintenance personnel skill levels
17.
The goals oftotal productive maintenance are equally si
mple:
1. Reducing breakdowns to zero
2. Reducing quality defects to zero
3. Reducing safety losses to zero
4. Reducing minor stoppages to zero
5. Reducing costs of operations and maintenance
6. Maximizing Overall Equipment Efficiency
18.
The Traditional TPMModel - The 5S Foundation
The goal of 5S is to create a work environment that is clean and well-organized.
It consists of five elements:
1. Sort - eliminate anything that is not truly needed in the work area
2. Set in Order - organize the remaining items
3. Shine - clean and inspect the work area
4. Standardize - create standards for performing the above three activities
5. Sustain - ensure the standards are regularly applied
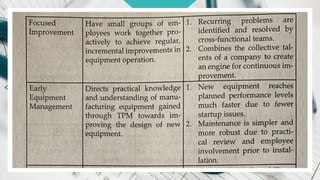
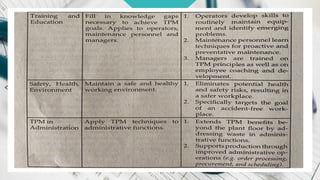
19.
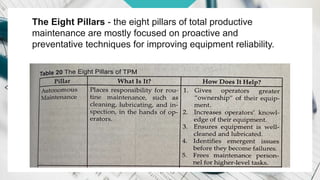
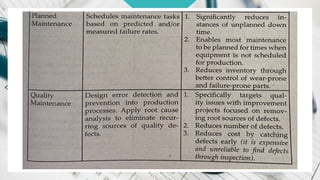
The Eight Pillars- the eight pillars of total productive
maintenance are mostly focused on proactive and
preventative techniques for improving equipment reliability.
23.
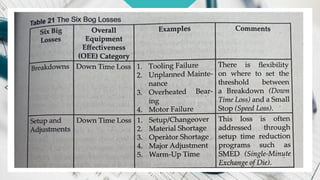
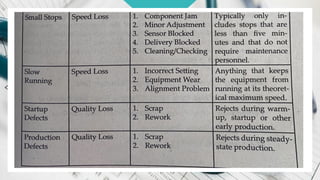
Understanding the SixBig Losses - the Six Big
Losses are the most common causes of lost
productivity in manufacturing. The Six Big Losses are
extremely important because they are nearly universal
in application for discrete manufacturing, and they
provide a great starting framework for thinking about,
identifying, and attacking waste (i.e. productivity loss).
26.
IMPLEMENTATION OF TPM
Totalproductive maintenance is not a quick fix, it
can often take between two and five years to
impletement fully depending on the size and
complexity of the organization.
27.
1. MEASUREMENT CYCLE
a.Equipment history and performance analysis - Select one cell or machine and
begin to set project objectives such as manning, costs, OEE, and material savings.
b. Calculate OEE - Ensure the team is educated in what OEE is and how to.
perform the OEE Calculation.
c. Asses the six big losses and set priorities - Review all of the data collected and
have the team agree priorities and plans with management.
28.
Availability = OperatingTime / Planned Production Time
Performance = Ideal Cycle Time / (Operating Time / Total Pieces)
or
Performance = (Total Pieces / Operating Time) / Ideal Run Rate
Quality = Good Pieces / Total Pieces
OEE = Availability x Performance x Quality
31.
2. CONDITION CYCLE
a.Critical Assessment - this is where one start to analyze each and
every component of the machine, what does it do, how does it do
it, why is designed that way and so forth.
b. Cleanup and condition appraisal - this step is very much like the
third stage of 5s Shine apart from it goes into much greater depth.
32.
c. Planed Refurbishment- Plan and conduct all refurbishment identified in
the previous stages. Also implement any changes to eliminate
contamination, introduce pokayoke devices and examine and implement
quick changeover through SMED (single minute exchange of die).
d. Develop Asset care - This is the stage which most people identify with
TPM, the introduction of autonomous maintenance where the operators
themselves undertake daily inspections, lubrication, simple repairs,
simple replacements and detect problems themselves.
33.
3. PROBLEM PREVENTIONCYCLE
a. Best practice routines and standards - just as in the 5S
standardization step develop and implement standard operating
methods based on all that we have learned through the previous steps.
b. Problem Prevention - Using measures of OEE and use the 5 whys and
other quality tools to identify solutions and improvements with a
preference for low cost and no cost solutions.
34.
TECHIQUES FOR ENHANCINGMAINTENANCE:
Some of the common maintenance techniques are as follow:
1. Breakdown maintenance - It means that people waits until equipment fails and repair it.
2. Preventive maintenance - It is a daily maintenance (cleaning, inspection, oiling and re-
tightening), design to retain the healthy condition of equipment and prevent failure
through the prevention of deterioration, periodic inspection or equipment condition
diagnosis, to measure deterioration.
35.
3. Periodic maintenance(Time based maintenance - TBM) - Time based
maintenance consists of periodically inspecting, servicing and cleaning
equipment and replacing parts to prevent sudden failure and process
problems.
4. Predictive maintenance - This is a method in which the service life of
important part is predicted based on inspection or diagnosis, in order to
use the parts to the limit of their service life.
36.
5. Corrective maintenance- It improves equipment and its components so that
preventive maintenance can be carried out reliably. Equipment with design
weakness must be redesigned to improve reliability or improving maintainability
6. Maintenance prevention - It indicates the design of a new equipment. Weakness
of current machines are sufficiently studied (on site information leading to failure
prevention, easier maintenance and prevents of defects, safety and ease of
manufacturing) and are incorporated before commissioning a new equipment.