Cellular Manufacturing
Principles, Implementation& Custom Cell
Design
A comprehensive overview of cellular manufacturing, its evolution,
core principles, industry case studies, and a detailed electronic
assembly cell design
August 21, 2025
Presented by: Manufacturing Excellence Team
Made with Genspark
2.
Introduction & Definition
Whatis Cellular Manufacturing?
Cellular manufacturing is a lean production approach where
equipment and workstations are arranged in cells dedicated to
manufacturing similar product families.
Each cell contains all the machinery, tools, and operators
needed to produce a complete product or component from
start to finish.
Core Characteristics
Group technology principles (product families)
One-piece flow focused production
U-shaped or dedicated cell layouts
Multi-skilled, cross-trained operators
Minimized material handling and
transport
Key Benefits
Reduced Lead Time
30-70% shorter production
cycles
Higher Quality
Immediate defect detection
Less WIP
Reduced inventory by 60-80%
Improved Flexibility
Easier adaptation to demand
changes
U-Shaped Cell
Flow Direction
Made w2ith Genspark
3.
Evolution from Traditionalto Cellular Manufacturing
Traditional Manufacturing
Drilling Dept Milling Dept Assembly Dept
Welding Dept Painting Dept Quality Dept
Cellular Manufacturing
Cell 1: Product Family A Cell 2: Product Family B
Cell 3: Product Family CCell 4: Product Family D
Feature
Layout
Traditional Manufacturing Cellular Manufacturing
Product-focused cells with all necessary equipment for a
product family
Functional departments with similar machines
grouped together
Material Flow
Long distances, complex paths, high transportation
waste
Short distances, streamlined flow, minimal movement
Batch Size Large batches to maximize equipment utilization Small batches or one-piece flow for flexibility
Work-in-Progress High WIP levels between departments Minimal WIP with continuous flow
4.
Key Principles andConcepts
Cellular manufacturing is built on several fundamental
principles that work together to create an efficient, flexible,
and quality-focused production system.
Group Technology
Identifying and grouping similar parts into families based on design
attributes or processing requirements, allowing specialized cells to
handle specific part families efficiently
One-Piece Flow
Moving products through each operation one unit at a time, eliminating
batches and reducing lead time, WIP inventory, and defect propagation
Cross-Trained Workforce
Operators trained to perform multiple tasks within a cell, improving
flexibility, balancing workload, and increasing workforce engagement
Integrated Cellular Manufacturing Principles
Continuous Improvement
Ongoing effort to improve products, services, and processes through
incremental improvements or breakthrough innovations (Kaizen)
Waste Elimination
Identifying and eliminating the 7 wastes (Muda): Overproduction,
Waiting, Transportation, Processing, Inventory, Motion, and Defects
Group Technology
One-Piece Flow
Waste Elimination
C
r
o
s
s
-
T
r
a
i
n
i
n
g
C
e
l
l
u
l
a
r
M
a
n
u
f
5.
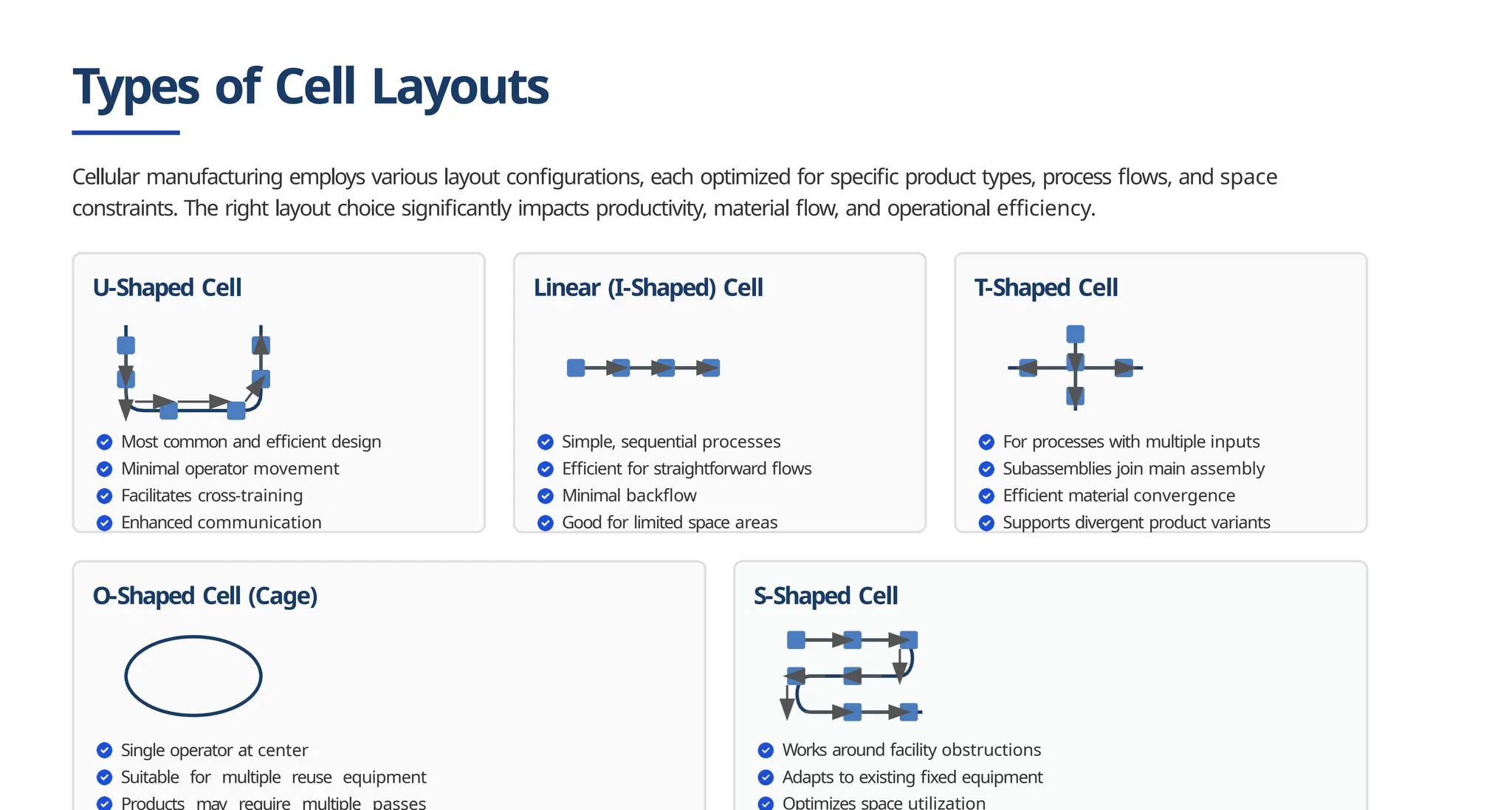
Types of CellLayouts
Cellular manufacturing employs various layout configurations, each optimized for specific product types, process flows, and space
constraints. The right layout choice significantly impacts productivity, material flow, and operational efficiency.
U-Shaped Cell
Most common and efficient design
Minimal operator movement
Facilitates cross-training
Enhanced communication
Linear (I-Shaped) Cell
Simple, sequential processes
Efficient for straightforward flows
Minimal backflow
Good for limited space areas
T-Shaped Cell
For processes with multiple inputs
Subassemblies join main assembly
Efficient material convergence
Supports divergent product variants
O-Shaped Cell (Cage)
Single operator at center
Suitable for multiple reuse equipment
Products may require multiple passes
S-Shaped Cell
Works around facility obstructions
Adapts to existing fixed equipment
Optimizes space utilization
6.
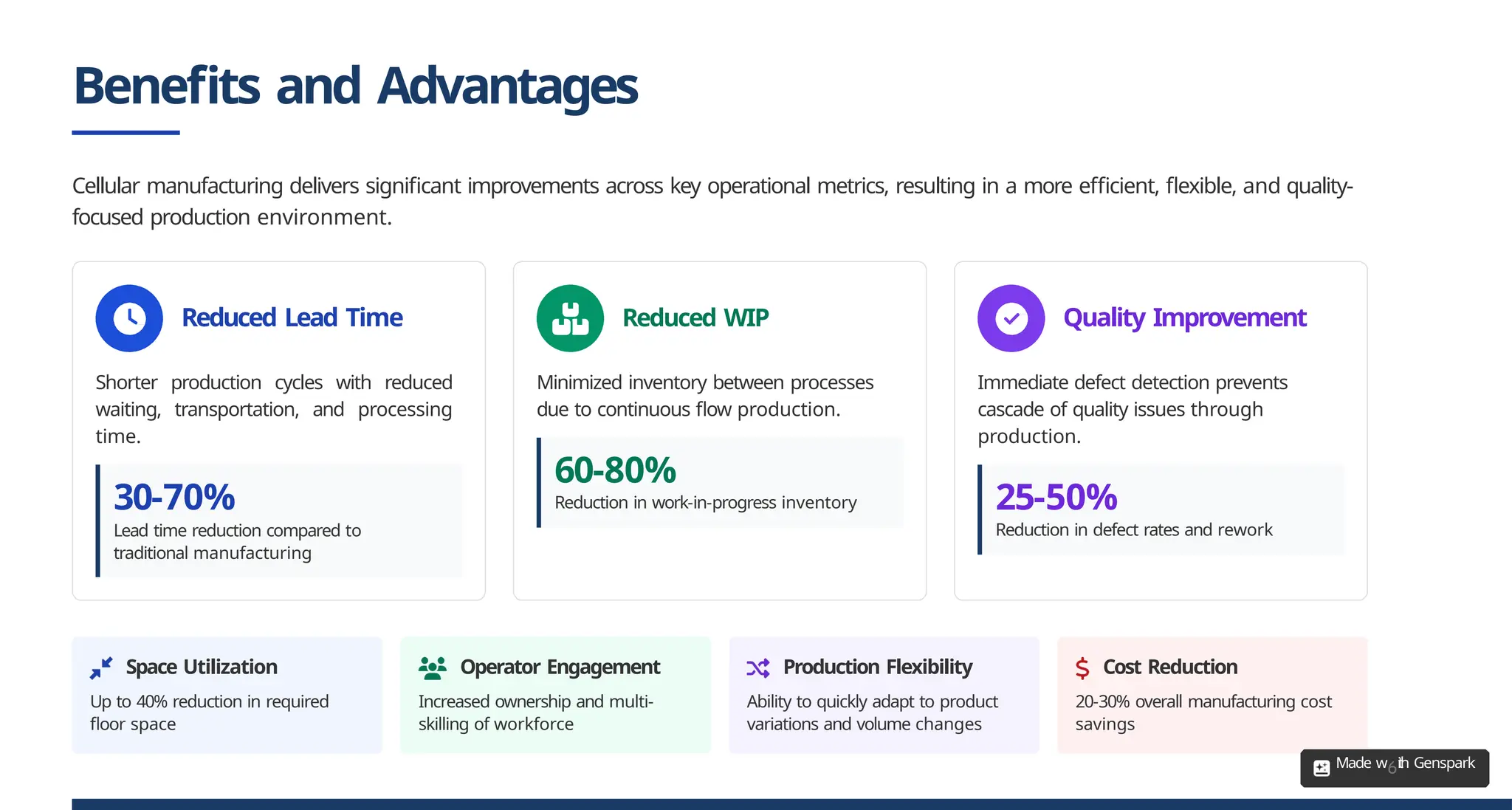
Benefits and Advantages
Cellularmanufacturing delivers significant improvements across key operational metrics, resulting in a more efficient, flexible, and quality-
focused production environment.
Reduced Lead Time
Shorter production cycles with reduced
waiting, transportation, and processing
time.
30-70%
Lead time reduction compared to
traditional manufacturing
Reduced WIP
Minimized inventory between processes
due to continuous flow production.
60-80%
Reduction in work-in-progress inventory
Quality Improvement
Immediate defect detection prevents
cascade of quality issues through
production.
25-50%
Reduction in defect rates and rework
Space Utilization
Up to 40% reduction in required
floor space
Operator Engagement
Increased ownership and multi-
skilling of workforce
Production Flexibility
Ability to quickly adapt to product
variations and volume changes
Cost Reduction
20-30% overall manufacturing cost
savings
Made w6i
t
h Genspark
7.
Implementation Process andSteps
Step-by-Step Implementation Implementation Flowchart
START: Current State Analysis
Identify Part Families
Pilot Successful?
No: Refine
Yes
Full Implementation
Design Cell LayoutContinuous Improvem
Key Implementation Considerations
Stakeholder Involvement
Include operators in design phase
Metrics Tracking
Establish KPIs for before/after
1 Analyze Current State
Conduct value stream mapping and process analysis to identify
waste and improvement areas
2 Identify Part Families
Group similar products based on design features, process
requirements, and routing sequences
3 Design Cell Layout
Create U-shaped or optimal layout configurations that minimize
movement and maximize flow
4 Cross-Train Operators
Develop multi-skilled workforce capable of handling multiple
processes within the cell
5 Pilot and Refine
Implement pilot cell, gather data and feedback, and make
necessary adjustments
8.
Case Studies: Automotive& Electronics
Automotive Composite Parts
Manufacturer
A manufacturer of automotive composite parts implemented
cellular manufacturing to enable flexible production of
customized components while maintaining volume output.
Implementation Highlights
Transition from traditional production line to cellular
manufacturing
Implementation of robotic trimming cells with rapid set-up
capability
Integration of IONA metrology system for precision alignment
Cross-training of operators across different cell operations
Results & Metrics
Setup Time
Reduced by 65%
Flexibility
Any part on any machine
Electronics PCB Assembly
A global electronics manufacturer implemented cellular
manufacturing for their PCB assembly process to address
inefficiencies, bottlenecks and quality issues.
Implementation Highlights
U-shaped cells designed for different PCB types and product
families
Cross-trained operators managing multiple processes within
each cell
Real-time quality monitoring and feedback system integration
Automated material delivery to each cell with kanban signals
Results & Metrics
Lead Time
Reduced by 48%
WIP Inventory
First Pass Yield
Improved to 99.2%
Floor Space
9.
Challenges and Solutions
Implementingcellular manufacturing brings significant benefits but also presents several challenges. Here's how to address the most
common obstacles:
Robust Preventive Maintenance
Implement Total Productive Maintenance (TPM) strategies with operator- level
maintenance activities. Invest in backup critical components and quick-
change tooling to minimize downtime impact.
Time Studies and Cross-Training
Conduct detailed time studies to identify imbalances. Implement cross-
training so operators can float to bottleneck areas as needed. Design cells
with flexible staffing patterns to accommodate varying workloads.
Inclusive Implementation
Involve workers in the cell design process. Provide comprehensive training on
both technical skills and the principles of cellular manufacturing. Start with
pilot cells to demonstrate success before full implementation.
Phased Implementation
Equipment Downtime Bottlenecks
When a single machine in a cell breaks down, it can halt the entire cell's
production. Unlike process layouts where alternative machines may be
available, cells typically have one of each machine type.
Balancing Workload
Achieving balanced workloads across all operations in a cell is difficult,
leading to operators waiting or stations being idle while others become
bottlenecks.
Change Resistance
Workers accustomed to traditional manufacturing methods may resist the
transition to cellular manufacturing, especially if it requires new skills or
changes established working relationships.
Initial Investment
10.
Custom Cell DesignExample: Electronic Component
Assembly
Equipment Specifications
Automated SMT pick & place machine
Reflow soldering station with temperature
control
AOI (Automated Optical Inspection) system
Functional circuit testers
ESD-protected workstations
Component storage & retrieval system
Personnel Requirements
4 cross-trained operators per shift
Skills required: PCB assembly, soldering,
testing
Rotating positions every 2 hours
One team leader overseeing cell operation
Cross-training matrix for all positions
Performance Metrics
Cycle time: 3-5 minutes per PCB assembly
Daily output: 90-120 completed units
First pass yield: 98.5% target
Defect rate: <0.5% after final QC
Changeover time: 15-20 minutes between
product variants
OEE (Overall Equipment Effectiveness): 85%
PCB Preparation
Component Picking
Component Placement Soldering Testing Final Assembly
Quality Control
Packaging
U-Shaped Electronic Component Assembly Cell
Operator Position
Workstation
11.
Future Trends &Conclusion
Emerging Trends
Advanced Automation & Robotics
Collaborative robots (cobots) within cells, automated material
handling, and real-time production monitoring systems
Industry 4.0 Integration
IoT-enabled smart cells with connected equipment, digital twins,
cloud-based manufacturing systems
Data Analytics & AI
Predictive maintenance, production optimization, quality control, and
autonomous decision-making within cells
Sustainable Manufacturing
Energy-efficient cells, waste reduction, resource optimization, and
circular economy approaches
Key Takeaways
1 Transformation Journey
Cellular manufacturing represents a significant shift from
traditional manufacturing—requiring cultural change, technical
adaptation, and continuous improvement mindset
2 Competitive Edge
Organizations implementing cellular manufacturing gain
advantages in quality, flexibility, cost, and responsiveness to
market changes
3 Implementation Success
Success depends on proper planning, analysis, employee
engagement, and a phased approach—with emphasis on part
families and flow optimization
4 Future Ready
Cellular manufacturing provides the foundation for adopting
advanced technologies and adapting to future manufacturing
challenges