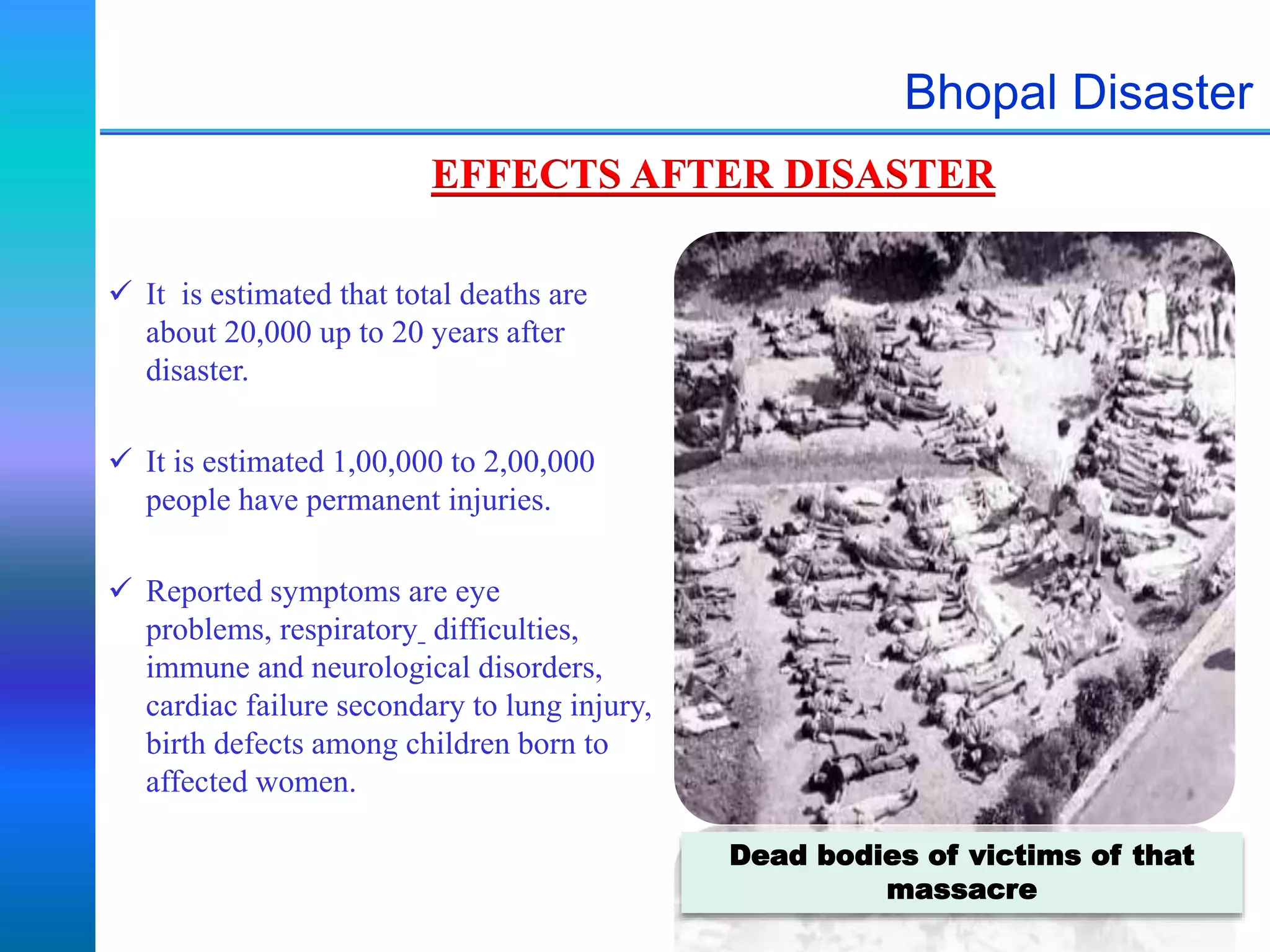
The Bhopal gas tragedy, occurring on December 3, 1984, resulted in the release of toxic methyl isocyanate (MIC) from a pesticide plant, leading to approximately 4,000 immediate deaths and affecting over 500,000 people. Contributing factors included neglected safety systems, a lack of proper maintenance, and the plant's hazardous proximity to a densely populated area. The aftermath saw significant health consequences for the local population, inadequate medical response, and ongoing legal ramifications for Union Carbide and the Indian government.