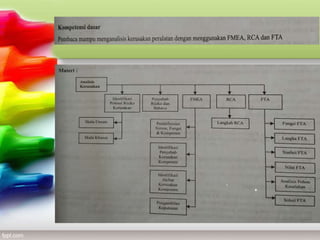
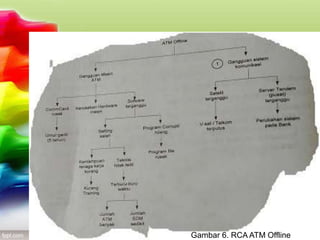
Dokumen ini membahas analisis risiko kerusakan dan pentingnya alat bantu untuk mendeteksi serta menganalisis kerusakan sistematis. Identifikasi risiko melibatkan teknik-teknik seperti FMEA dan RCA untuk mengevaluasi penyebab kegagalan. Dengan pendekatan ini, diharapkan dapat diperoleh keputusan yang tepat dalam perawatan dan pengelolaan risiko.






![Apa mekatronik-itu 2[1]](https://cdn.slidesharecdn.com/ss_thumbnails/apa-mekatronik-itu21-131206075633-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





























