„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Dubis
Wykonywanie remontów maszyn i urządzeń pomocniczych
siłowni okrętowych 314[03].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007
2.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ireneusz Kocoń
mgr inż. Michał Sylwestrzak
Opracowanie redakcyjne:
mgr inż. Piotr Dubis
Konsultacja:
dr inż. Marcin Chrzan
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 314[03].Z3.03.
„Wykonywanie remontów maszyn i urządzeń pomocniczych siłowni okrętowych”, zawartego
w modułowym programie nauczania dla zawodu technik mechanik okrętowy
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007
3.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie 3
2. Wymagania wstępne 5
3. Cele kształcenia 6
4. Materiał nauczania 7
4.1. Wiadomości ogólne o remontach 7
4.1.1. Materiał nauczania 7
4.1.2. Pytania sprawdzające 12
4.1.3. Ćwiczenia 13
4.1.4. Sprawdzian postępów 14
4.2. Diagnostyka i pomiary 15
4.2.1. Materiał nauczania 15
4.2.2. Pytania sprawdzające 27
4.2.3. Ćwiczenia 27
4.2.4. Sprawdzian postępów 29
4.3. Prace remontowe 30
4.3.1. Materiał nauczania 30
4.3.2. Pytania sprawdzające 61
4.3.3. Ćwiczenia 62
4.3.4. Sprawdzian postępów 65
4.4. Próby odbiorcze, regulacje 66
4.4.1. Materiał nauczania 66
4.4.2. Pytania sprawdzające 69
4.4.3. Ćwiczenia 70
4.4.4. Sprawdzian postępów 71
5. Sprawdzian osiągnięć 72
6. Literatura 77
4.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy z zakresu budowy i obsługi
systemów siłowni oraz posługiwania się dokumentacją techniczną z tego zakresu podczas
wykonywania remontów maszyn i urządzeń pomocniczych.
W poradniku zamieszczono:
– wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
aby bez problemów opanować treści nauczania w ramach jednostki modułowej
„Wykonywanie remontów maszyn i urządzeń pomocniczych siłowni okrętowych”,
– cele kształcenia, czyli wykaz umiejętności, jakie powinieneś nabyć podczas zajęć
w ramach tej jednostki modułowej,
– materiał nauczania, czyli niezbędne minimum wiadomości teoretycznych, wymaganych
do opanowania treści jednostki modułowej,
– zestaw pytań przydatny do sprawdzenia, czy już opanowałeś wymagane treści nauczania,
– ćwiczenia, podczas których będziesz doskonalił umiejętności praktyczne w oparciu
o wiedzę teoretyczną, zaczerpniętą z poradnika i innych źródeł,
– sprawdzian osiągnięć, czyli przykładowy zestaw zadań i pytań. Pozytywny wynik
sprawdzianu potwierdzi, że dobrze wykorzystałeś zajęcia i uzyskałeś niezbędną wiedzę
i umiejętności z zakresu tej jednostki modułowej,
– wykaz literatury uzupełniającej.
Poradnik zawiera materiał nauczania składający się z 4 rozdziałów:
– Wiadomości ogólne o remontach.
– Diagnostyka i pomiary.
– Prace remontowe.
– Próby odbiorcze, regulacje.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Poradnik ten ma za zadanie uzupełnić wiedzę oraz pomóc w nabyciu umiejętności
remontowania siłowni okrętowych.
W czasie pobytu w pracowni należy bezwzględnie zwrócić uwagę na przestrzeganie:
zasad jakie tam obowiązują, regulaminów, przepisów bhp i higieny pracy oraz instrukcji
przeciwpożarowych, wynikających z rodzaju wykonywanych prac. Z przepisami tymi należy
zapoznawać się na początku trwania nauki i należy je bezwzględnie stosować.
5.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
314[03].Z3.02
Eksploatowanie
siłowni okrętowych
314[03].Z3.01
Rozróżnianie
elementów
konstrukcyjnych i
wyposażenia siłowni
314[03].Z3.03
Wykonywanie remontów maszyn
i urządzeń pomocniczych siłowni
okrętowych
Moduł 314[03].Z3
Siłownie okrętowe
6.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
– sklasyfikować siłownie okrętowe,
– scharakteryzować rodzaje siłowni,
– wymienić elementy składowe siłowni,
– wyjaśnić budowę poszczególnych urządzeń siłowni,
– określić zastosowanie poszczególnych urządzeń siłowni,
– odczytać rysunki techniczne i schematy instalacji,
– scharakteryzować układy napędowe statku,
– określić możliwości eksploatacyjne układów napędowych statku,
– określić parametry pracy mechanizmów i urządzeń siłowni,
– określić zasady regulacji podstawowych parametrów pracy systemów siłowni,
– zinterpretować komendy na ster i telegraf maszynowy.
7.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
– zorganizować stanowisko pracy zgodnie z przepisami bezpieczeństwa i higieny pracy oraz
wymaganiami ergonomii,
– wykonać mycie, czyszczenie, konserwację elementów podzespołów i urządzeń,
– wykonać diagnostykę techniczną maszyn i urządzeń okrętowych,
– wykonać diagnostykę wibroakustyczną maszyn wirnikowych i tłokowych,
– dobrać przyrządy pomiarowe do prac remontowych maszyn i urządzeń,
– wykonać pomiary błędów kształtu i położenia,
– wykonać regeneracje elementów z wykorzystaniem kompozytów i tworzyw sztucznych,
– wykonać demontaż i montaż podstawowych zespołów silnika,
– zaplanować remont silnika, turbin, turbosprężarek, maszyn i urządzeń pomocniczych,
– dobrać technologię remontu maszyn i urządzeń pomocniczych,
– wyregulować silnik po naprawie,
– przeprowadzić próby zdawcze silnika, maszyn i urządzeń po naprawie,
– dobrać narzędzia do demontażu i montażu urządzeń,
– wykonać demontaż i montaż urządzeń,
– zastosować wybraną technologię napraw rurociągów i armatury okrętowej,
– zastosować wybraną technologię remontu linii wałów,
– zaplanować zapas materiałów technicznych i części zamiennych zgodnie z wymaganiami
nadzoru klasyfikacyjnego,
– zmagazynować butle z gazami technicznymi zgodnie z przepisami,
– wykonać remont rurociągów i armatury okrętowej,
– zastosować zasady bezpiecznej pracy podczas wykonywania prac remontowych.
8.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Wiadomości ogólne o remontach
4.1.1. Materiał nauczania
W czasie eksploatacji statku występują nieuchronnie zmiany stanu dotyczące: kształtu,
wymiarów i własności geometrycznych powierzchni części składowych maszyn, mechanizmów
i urządzeń siłowni określane ogólnie jako zużycie lub uszkodzenie.
Przez zużycie części rozumie się trwałe, niepożądane zmiany, zachodzące w sposób ciągły
lub skokowy, akumulujące się, w wyniku czego okres spełniania przez daną część określonej
roli użytkowej stopniowo wyczerpuje się.
Przez uszkodzenie części rozumie się trwałe, niepożądane zmiany jej stanu, zachodzące
w sposób nagły, w wyniku których następuje gwałtowna utrata zdolności do spełniania
określonej roli użytkowej. Jeżeli część nadaje się do regeneracji jest to uszkodzenie, jeśli
natomiast część nadaje się już tylko do złomowania jest to zniszczenie.
Zasadniczą przyczyną zużycia części maszyn jest tarcie. Jest ono przyczyną strat energii,
zużywania powierzchni części współpracujących oraz wzrostu temperatury w miejscu
zetknięcia się części podczas pracy, a wreszcie drgań i efektów akustycznych.
Zużycie wskutek tarcia, złamania, zanieczyszczenia i nieszczelności jest zwykle
dominującą przyczyną uszkodzeń silników głównych i pomocniczych, urządzeń kotłowych,
wentylatorów, sprężarek, pomp, separatorów i wyparowników.
Aby nie dopuścić do powstawania uszkodzeń powodujących przerwę w pracy,
przeprowadza się przeglądy. Przeglądy te są połączone z usunięciem zanieczyszczeń, kontrolą
i regulacją naciągów i luzów, konserwacją oraz usuwaniem wykrytych drobnych uszkodzeń.
Systematycznie i sumiennie wykonywane przeglądy opóźniają procesy zużycia i dzięki temu
znacznie ograniczają liczbę uszkodzeń oraz zakresy kolejnych remontów dla potwierdzenia
i odnowienia klasy.
Wyniki badań niezawodności działania maszyn i urządzeń okrętowych dostarczają danych
do usprawnienia obsługi urządzeń, hamowania procesów zużycia i ograniczania częstości
uszkodzeń. Dla przykładu, przy silnikach spalinowych, objawami zużycia ich ważnych
zespołów i części mogą być:
– zmniejszenie prędkości obrotowej poniżej znamionowej,
– zmniejszenie mocy znamionowej,
– nadmierne zużycie paliwa oraz odchylenia od znamionowych temperatur i ciśnień paliwa,
oleju obiegowego, wody chłodzącej, powietrza przepłukującego, spalin w stałych
punktach ich pomiaru.
Procedury przeprowadzania remontu siłowni
Klasyfikacja i nadzór techniczny siłowni
Klasyfikację i nadzór techniczny siłowni przeprowadza się w ramach klasyfikacji i nadzoru
technicznego statków.
Instytucją powołaną do klasyfikowania i prowadzenia nadzoru technicznego statków
w kraju jest Polski Rejestr Statków (PRS). Przy przyjmowaniu do nadzoru technicznego,
właściwa placówka PRS przeprowadza przegląd zasadniczy i na podstawie przepisów nadaje
statkowi klasę (wystawia świadectwo klasy). Świadectwo klasy jest stwierdzeniem, że statek
całkowicie lub w stopniu wystarczającym odpowiada wymaganiom określonym przepisami
9.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
8
PRS. Jest to równoznaczne ze stwierdzeniem gotowości technicznej statku do eksploatacji
i stanowi jedną z podstaw dopuszczenia go do żeglugi przez właściwy urząd morski.
Dobry stan techniczny statku warunkujący jego gotowość techniczną do eksploatacji
z upływem czasu pogarsza się. Dlatego też klasę nadaje się, a następnie odnawia. Dla
utrzymania klasy statek podlega przeglądom okresowym i doraźnym.
Rozróżnia się dwa rodzaje przeglądów okresowych:
– przegląd dla odnowienia klasy,
– przegląd dla potwierdzenia klasy.
Przegląd dla odnowienia klasy ma na celu stwierdzenie zgodności stanu technicznego
z wymaganiami przepisów. Przy znacznym stopniu zużycia statku, odnowienie klasy następuje
z większą częstotliwością.
Przegląd na potwierdzenie klasy, przeprowadzany co roku, ma na celu stwierdzenie, czy
statek w dostatecznym stopniu zachował warunki utrzymania klasy oraz sprawdzenie działania
poszczególnych maszyn, mechanizmów, urządzeń i instalacji objętych wymaganiami
przepisów.
Rozróżnia się dwa rodzaje przeglądów doraźnych:
– przegląd poawaryjny,
– przegląd okolicznościowy.
Zakresy i czasy przeglądów okresowych podane są w przepisach. Tworzą one cykl
dwunastoletni.
Podane w przepisach zakresy przeglądu zasadniczego i przeglądów okresowych statku
obejmują między innymi instalacje rurociągów, maszyny, kotły, wymienniki ciepła i inne
zbiorniki ciśnienia oraz urządzenia elektryczne.
Każdy przegląd jest związany z remontem. Przegląd dla odnowienia klasy ma szczególnie
duży zakres napraw. Powoduje on wycofanie statku z eksploatacji na dłuższy czas. Aby
uniknąć związanych z tym strat, PRS wprowadził stały nadzór statku. Polega on na rozłożeniu
zakresu przeglądu dla odnowienia klasy na poszczególne przeglądy dokonywane co roku lub
podczas postojów międzyrejsowych z tym, że pełny cykl przeglądu powinien zamykać się
w czasie, dla którego nadano lub odnowiono klasę.
Remonty planowo-zapobiegawcze
W celu utrzymania dobrego stanu technicznego siłowni, warunkującego utrzymanie klasy
statku, przeprowadza się remonty planowo-zapobiegawcze według planu wieloletniego.
Założony cel osiąga się przez przegląd ważnych elementów maszyn połączony z jednoczesnym
usunięciem nagromadzonych zanieczyszczeń i osadów, z pomiarami i regulacją ważnych luzów
oraz wykrywaniem i usuwaniem uszkodzeń. Systematyczne, okresowe wykonywanie tych prac
(wg zaleceń wytwórców urządzeń) opóźnia przebieg procesów zużycia ważnych elementów
urządzeń i zapobiega powstaniu większych uszkodzeń.
Istnieje bezpośredni związek między rodzajami przeglądów statków przez inspekcję PRS
i rodzajami remontów, dlatego są używane następujące terminy:
– remont dla odnowienia klasy (klasowy, kapitalny, główny, czteroletni),
– remont dla potwierdzenia klasy (średni, bieżący).
Nazwy podane w nawiasach są oparte na tradycji i nierzadko stosowane przez
mechaników okrętowych.
Oba wymienione rodzaje remontów występują w cyklu analogicznym do schematu
przeglądów stanowiącego podstawę do ułożenia wieloletniego planu remontów statków.
Schemat ten dla poszczególnych statków można zmieniać i uzupełniać. Zmiany dotyczą
szczególnie statków znajdujących się pod nadzorem stałym. Wtedy remonty dla odnowienia
10.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
9
klasy usuwane są ze schematu, a remonty dla potwierdzenia, klasy zostają poszerzone o część
prac wynikającą z potrzeb odnowienia klasy.
Zakres kolejno realizowanych remontów planowo – zapobiegawczych rośnie w miarę
starzenia się maszyn i urządzeń siłowni. Z zasady jest on większy przy remontach dla
odnowienia klasy niż przy remontach dla potwierdzenia klasy.
Oprócz remontów planowych wykonuje się remonty międzyrejsowe,
dokowo-konserwacyjne i awaryjne. W czasie tych remontów wykonuje się też pewne naprawy
maszyn i urządzeń siłowni w ramach nadzoru stałego.
Przygotowanie siłowni do remontu
Podstawą do opracowania specyfikacji remontowej działu maszynowego jest poznanie
faktycznego stanu technicznego maszyn, mechanizmów i urządzeń siłowni.
Nadzór nad przygotowaniem specyfikacji remontu sprawuje kapitan statku oraz służba
techniczna armatora. Do zakresu jej obowiązków należy między innymi kontrola:
– specyfikacji pod względem wymagań PRS,
– prawidłowej nomenklatury opisu remontu,
– zakresu prac przewidzianych lub możliwych do wykonania siłami załogi działu
maszynowego.
Specyfikacja remontu ma pewne, przyjęte formy. W dziale maszynowym obejmuje ona
kolejno prace wykonywane przy:
– wale śrubowym, śrubie napędowej, zaworach dennych itp., jako dział prac dokowych,
– napędzie głównym (silniki, linie wałów, kotły główne),
– silnikach pomocniczych i urządzeniach obsługujących pracę silnika głównego,
– kotle pomocniczym,
– układach rurociągów,
– głównych prądnicach, silnikach i przetwornicach, rozdzielnicach elektrycznych, sieci
kablowej, przyrządach pomiarowych i innych urządzeniach elektrycznych statku.
Znaczną pomoc przy opracowaniu specyfikacji remontu stanowią różnego rodzaju
materiały pomocnicze, jak: zapisy w dzienniku maszynowym, zapisy w księgach remontu, dane
kart pomiarowych z poprzednich remontów, zapisy w dziennikach nadzoru z poprzednich
remontów, notatki o pracach przewidzianych do wykonania w remoncie, przepisy
klasyfikacyjne i państwowe oraz aktualne zalecenia PRS i urzędu morskiego, dokumentacja
konstrukcyjna statku, instrukcje techniczno-ruchowe maszyn i urządzeń.
Prace przygotowawcze
Narzędzia i uchwyty specjalne, stanowiące fabryczne wyposażenie maszyn i urządzeń
siłowni stosowane do prac kontrolnych i montażowych, powinny być odkonserwowane,
sprawdzone w działaniu i ewentualnie naprawione. Narzędzi powinno się używać tylko
zgodnie z ich przeznaczeniem.
Materiały potrzebne do naprawy powinno się gromadzić przed podstawieniem statku do
remontu. Do mycia zdemontowanych części należy przygotować środki zmywające: szmaty,
pędzle, szczotki i ewentualnie sprzęt specjalny.
Do przechowywania drobnych części zdemontowanych dobrze jest przygotować skrzynki.
Powinno się także według potrzeb przygotować rusztowania i drewniane podstawy na
demontowane części urządzeń, przygotować szynę jezdną, wózki, wciągi i rusztowania.
Przygotowuje się także zawiesia, szakle i inny osprzęt urządzeń dźwigowych
o odpowiednim udźwigu i ważnych atestach. Aby zabezpieczyć liny przed uszkodzeniami,
trzeba przygotować ochronne podkładki do umieszczenia pomiędzy linami, a ostrymi
krawędziami podnoszonych przedmiotów. Ponieważ przedmioty należy transportować
11.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
10
w sposób bezpieczny, trzeba przygotować uchwyty lub specjalne rozporki lin zawiesi
ustalające ich położenie tak, aby siła wypadkowa na haku dźwigu przechodziła przez środek
ciężkości przemieszczanych przedmiotów. Jeżeli przewiduje się w siłowni prace spawalnicze,
należy zaostrzyć stosowanie środków bezpieczeństwa pożarowego zgodnie z obowiązującymi
w stoczni przepisami. Przed podjęciem prac spawalniczych w zbiornikach w których
znajdowały się produkty naftowe powinno się zmniejszyć do wartości dopuszczalnych stężenie
par węglowodorów. Należy też przygotować dodatkowe oświetlenie miejsc pracy w siłowni,
stałe i przenośne.
Części, przyrządy lub narzędzia czasowo składowane na podestach lub podłodze siłowni
mocuje się w sposób wykluczający ich przesunięcie się przy przypadkowych przechyłach
kadłuba. Należy także przygotować barierki odgradzające miejsca po czasowo wyjętych
płytach międzypokładu i drewniane pokrywy do zaślepiania czasowo odsłanianych otworów
w kadłubach maszyn, zbiornikach i rurociągach.
Przy remontowaniu urządzeń siłowni, statek powinien stać,,na równej stępce". Przechył
i przegłębienie utrudniają wykonywanie prac i obniżają poziom bezpieczeństwa.
Oprócz ogólnego przygotowania siłowni do remontu przygotowuje się jednocześnie
naprawy poszczególnych maszyn i urządzeń w sposób przewidziany w dokumentacji
techniczno-ruchowej.
Właściwe przygotowanie siłowni do remontu warunkuje sprawny jego przebieg
i terminowe ukończenie w tym samym stopniu co właściwa koordynacja prac w siłowni.
Weryfikacja stanu technicznego maszyn i części
Wyniki pomiarów, obserwacje i spostrzeżenia załogi maszynowej wykorzystane do
sporządzania zasadniczej i uzupełniającej specyfikacji remontu nie mogą dać pełnej oceny stanu
technicznego maszyn i urządzeń siłowni. Dlatego też po podstawieniu statku do remontu
stocznia powinna przystąpić natychmiast do demontażu maszyn i urządzeń, zwłaszcza tych,
przy których szczegółowe określenie usterek było niemożliwe bez demontażu, aby w jak
najkrótszym czasie mieć pełny obraz zakresu remontu siłowni.
Procedury remontu rurociągów i armatury
Uszkodzenia rurociągów i armatury oraz ich przyczyny
Najczęstsze uszkodzenia rurociągów i armatury to nieszczelności połączeń, wżery
korozyjne, pęknięcia i deformacje.
Nieszczelności z reguły występują na połączeniach elementów (przeważnie
w połączeniach kołnierzowych) oraz między powierzchniami przylegania armatury (między
gniazdami a grzybkami). Przyczynami nieszczelności bywają:
– deformacje powierzchni podziałowych,
– uszkodzenia korozyjne,
– zastosowanie nieodpowiednich uszczelek lub złe ich zamocowanie,
– słabe dociągnięcie nakrętek śrub mocujących.
Uszkodzenia korozyjne występują zarówno na powierzchniach wewnętrznych, jak
i zewnętrznych rurociągów i armatury. Przyczyną ich, są głównie czynniki powodujące korozję
elektrochemiczną, a wiec tlen zawarty w wodzie przepływowej, nadmierna wilgotność
atmosfery i inne. Szczególnie intensywnie korodują wewnętrzne powierzchnie rurociągów,
w których czynnikiem przepływowym jest woda morska oraz zewnętrzne powierzchnie rur
umieszczonych w zęzach, na pokładzie i w pomieszczeniach wilgotnych, zwłaszcza gdy są
słabo zakonserwowane.
Nadmierne naprężenia, zmienne warunki pracy oraz czynniki mechaniczne doprowadzają
czasem do pęknięć a nawet rozerwania rurociągów i armatury. Uszkodzenia takie są
12.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
11
szczególnie niebezpieczne w układach pracujących pod wyższym ciśnieniem, na przykład
parowych lub sprężonego powietrza. Niekiedy przyczyną rozerwania rurociągu może być
wybuch w następstwie awarii mechanizmu.
Pęknięciom ulegają często pierścienie uszczelniające gniazda zaworów, trzony zaworów,
sprężyny, pokrywy itp. Do rzadszych uszkodzeń rurociągów należą deformacje w postaci
rozdęć i wypuklin. Uszkodzenia takie zdarzają się głównie w rurociągach miedzianych oraz
parowych z czynnikiem o wysokiej temperaturze, w których zaistnieć może zjawisko pełzania
materiału.
Prace przygotowawcze przed remontem rurociągów. Sporządzanie specyfikacji
remontowej rurociągów.
Właściwa jakość oraz terminowość wykonanych remontów rurociągów i armatury zależą
w dużym stopniu od należytego przygotowania prac, zwłaszcza od sporządzenia dokładnej
i rzeczowej specyfikacji remontowej.
Przy naprawach nietypowych układów, które nie mają wzorcowych opisów prac
remontowych, jak też dla szeregu prac nietypowych, należy indywidualnie opracowywać
specyfikacje remontowe dla poszczególnych jednostek.
Przygotowanie do demontażu
Po przeprowadzeniu weryfikacji poszczególnych układów okrętowych i uaktualnieniu
specyfikacji remontowej przystępuje się do demontażu rurociągów. Przed rozpoczęciem tych
prac należy pamiętać, że zarówno w remoncie rocznym, jak i czteroletnim statku, część
układów i rurociągów musi być utrzymywana w gotowości do działania, między innymi ze
względu na konieczność zachowania bezpieczeństwa statku, jak i zabezpieczenia
socjalno-bytowych potrzeb załogi. Dlatego też demontaż rurociągów należy przeprowadzać
w określonej kolejności, uwzględniającej z jednej strony powyższe wymagania, a z drugiej
harmonogramy napraw oraz oddawanie do ruchu poszczególnych mechanizmów i urządzeń,
możliwości naprawcze odpowiednich wydziałów.
W czasie eksploatacji statku armatura poszczególnych instalacji okrętowych wymaga
częstszej naprawy niż rurociągi. Wynika to z charakteru jej pracy – ciągłe otwieranie
i zamykanie zaworów, erozyjne i korozyjne oddziaływanie czynnika przepływowego itp. Do
uszkodzeń należą przeważnie nieszczelności armatury między gniazdami a grzybkami.
Do zakresu typowych prac naprawczych armatury wchodzą:
– odnawianie powierzchni uszczelniających kołnierzy,
– docieranie gniazd i grzybków z ewentualnym ich przetoczeniem,
– wymiana szczeliwa dławnic i połączeń,
– przeprowadzenie próby hydraulicznej wytrzymałościowej i szczelności
– konserwacja.
Prace te dotyczą uszkodzeń wynikających z normalnego zużycia eksploatacyjnego
armatury. Do prac naprawczych uszkodzeń powstających poza normalnym zużyciem
eksploatacyjnym należą:
– spawanie pęknięć i wżerów korozyjnych kadłubów,
– usuwanie usterek nadmiernie zużytych gniazd i grzybków,
– wymiana uszkodzonych elementów armatury na nowe.
Organizacja remontu silnika spalinowego
Wolno – i średniobieżne silniki główne o dużych mocach z cylindra oraz średniobieżne
silniki pomocnicze naprawia się bez wyjmowania ich z siłowni statku.
Na podstawie. tak zwanych opisów wzorcowych prac remontowych (opracowanych dla
określonych typów statków przez stocznie w porozumieniu z armatorem) starszy mechanik
okrętu sporządza specyfikację remontu działu maszynowego. Zwykle sporządza się
13.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
12
specyfikację zasadniczą obejmującą prace przy silniku, których konieczność ustala się ze
znacznym wyprzedzeniem w stosunku do terminu remontu, specyfikację uzupełniającą
obejmującą prace, których potrzebę ustalono w okresie od sporządzenia specyfikacji
zasadniczej do dnia wyprzedzającego blisko o jeden miesiąc wejście statku do stoczni oraz
specyfikację dodatkową na prace, których konieczność wykonania ustalono dopiero w czasie
naprawy silnika. Na podstawie tych specyfikacji stocznia opracowuje opis prac remontowych z
określeniem pracochłonności poszczególnych operacji w tak zwanych jednostkach
remontowych i w rozbiciu na wydziały stoczniowe.
Jednostka remontowa jest umowną miarą pracochłonności równą określonej liczbie
roboczogodzin efektywnych. Według pracochłonności remontu, liczby zaangażowanych
wydziałów stoczniowych i przydzielonej liczby robotników ustala się harmonogram remontu
tak, aby najszerzej uwzględniał możliwości równoległego prowadzenia prac. Tym samym
zespołom robotników powierza się naprawę węzłów silnika o podobnym charakterze prac
naprawczych.
Prace przy remoncie silnika obejmują demontaż, pomiary, naprawę i montaż. Prace
demontażowe i montażowe wykonuje się w zasadzie w siłowni statku, z wyjątkiem demontażu
niektórych zespołów. Dużo bezpośrednich napraw przeprowadza się w warsztatach
stoczniowych, przy czym do kalkulacji czasów napraw wchodzi dwukrotny transport
naprawianych zespołów silnika na trasie statek-warsztat.
W celu uniknięcia nieszczęśliwych wypadków należy przed przystąpieniem do przeglądu
i napraw (szczególnie układów korbowych) zabezpieczyć silnik przed przypadkowym,
niepożądanym uruchomieniem. W tym celu zamyka się główny zawór powietrza
rozruchowego i zawory na zbiornikach powietrza rozruchowego, odpowietrza całkowicie
wszystkie rurociągi powietrza rozruchowego przed i za głównym zaworem (kontrola na
manometrze), przy czym zawory opróżniające należy pozostawić otwarte, pozostawia
wszystkie zawory indykatorowe otwarte do skończenia prac oraz włącza (zazębia) obracarkę
i zabezpiecza dźwignię włączającą.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy zużyciem?
2. Co nazywamy uszkodzeniem?
3. Jakie są objawy uszkodzeń w silnikach spalinowych?
4. Jak przeprowadza się klasyfikację i nadzór techniczny siłowni?
5. Kto prowadzi nadzór techniczny statków?
6. Jakie są rodzaje przeglądów okresowych?
7. Kiedy mamy do czynienia z remontem planowo – zapobiegawczym?
8. Co to jest specyfikacja remontowa?
9. Jakie są czynności przygotowawcze do remontu?
10. Jakie są przyczyny nieszczelności maszyn i rurociągów?
14.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
13
4.1.3. Ćwiczenia
Ćwiczenie 1
Dokonaj analizy dokumentacji techniczny-ruchowej urządzenia pod kątem zużywania się
jego elementów pod wpływem tarcia. Określ jakie elementy są w tym urządzeniu najbardziej
narażone na zużycie. Zaplanuj częstotliwość przeglądów poszczególnych elementów, aby nie
dopuścić do awarii urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją DTR,
2) określić elementy narażone na zużycie, podać ich nazwy,
3) zaplanować terminy przeglądów urządzenia,
4) zaplanować wykonywane czynności podczas poszczególnych przeglądów,
5) zaprezentować grupie wyniki swojej pracy, uzasadniając podjęte decyzje.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– komputer z dostępem do Internetu,
Ćwiczenie 2
Dokonaj analizy dokumentacji techniczno-ruchowej urządzenia pod kątem narażenia jego
elementów na wysokie ciśnienia. Określ jakie elementy są w tym urządzeniu najbardziej
narażone na uszkodzenie. Zaplanuj częstotliwość przeglądów poszczególnych elementów aby
nie dopuścić do awarii urządzenia.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z dokumentacją DTR,
2) określić elementy narażone na pęknięcie, podać ich nazwy,
3) zaplanować terminy przeglądów urządzenia,
4) zaplanować wykonywane czynności podczas poszczególnych przeglądów,
5) zaprezentować grupie wyniki swojej pracy, uzasadniając podjęte decyzje.
Wyposażenie stanowiska pracy:
– dokumentacja techniczno-ruchowa przykładowych urządzeń,
– przybory do pisania,
– komputer z dostępem do Internetu,
15.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
14
Ćwiczenie 3
Wyszukaj w dostępnych źródłach informacje o remontach dla odnowienia klasy statku,
metodach ich przeprowadzania, zakresu przewidywanych przez nie prac. Przedstaw cykl
przeprowadzania tego typu remontu dla przykładowego statku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wyszukać w różnych źródłach informacje na temat rodzajów remontów statków,
2) na podstawie literatury określić zakres prac wykonywanych podczas tego remontu,
3) przedstawić przykładowy harmonogram remontów odnawiających klasę,
4) przedstawić wyniki w postaci tabeli.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– komputer z dostępem do Internetu,
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) podać podstawowe przyczyny zużycia i uszkodzeń?
2) określić instytucję prowadzącą nadzór techniczny statków?
3) odczytać informacje zawarte na rysunku zestawieniowym?
4) określić cele prowadzenia przeglądów?
5) określić zakres prac przy różnych rodzajach remontów?
6) określić zakres prac przygotowawczych do remontów różnych systemów
siłowni?
16.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
15
4.2. Diagnostyka i pomiary
4.2.1. Materiał nauczania
Próby szczelności
Przed przystąpieniem do prób szczelności należy badane powierzchnie oczyścić, osuszyć
i udostępnić do przeglądu. W badanym układzie otwory spustowe albo krańcowe powinno się
zabić kołkami drewnianymi czy też zamknąć pokrywami. Doszczelnianie połączeń pod
ciśnieniem jest niedopuszczalne.
Próby szczelności połączeń przeprowadza się za pomocą wody, nafty, oleju napędowego
lub powietrza. Próby szczelności przy użyciu cieczy wykonuje się przy ciśnieniu statycznym
lub przy ciśnieniu próbnym. Przy ciśnieniu statycznym napełnia się cieczą badany pojemnik
(np. kadłub mechanizmu, zbiornik itp.) po górne krawędzie ścian bocznych.
Oględziny zewnętrzne
Oględziny pozwalają ujawnić złamania, pęknięcia, obłamania, wykruszenia, porysowania,
korozję oraz odkształcenia trwałe elementów.
Oględziny wstępne spoin dobrze jest przeprowadzać przed oczyszczeniem, gdyż
ewentualne wycieki pozwalają wstępnie określić położenie i rozległość odcinków
nieszczelności. Przed szczegółowym przeglądem spoin należy dokładnie oczyścić ich lica
i przyległą powierzchnię elementów złączonych w pasach o szerokości 10–15 mm.
Oględziny zewnętrzne połączeń śrubowych pozwalają wykryć obluzowania śrub,
przekrzywienie nakrętek i łbów, brak zabezpieczenia przed odkręcaniem się nakrętek, oraz lub
niekompletność elementów. Przekrzywienie łba lub nakrętki może być wynikiem zgięcia śruby,
braku lub użycia niewłaściwej podkładki, skośnego otworu pod śrubę lub gratu pod łbem
śruby. Po rozłączeniu połączenia można wykryć przy oględzinach dalsze uszkodzenia śrub, jak
zerwanie gwintu, oraz pęknięcia trzonów śrub.
Wykrywanie wad materiałów
W celu wykrycia pęknięć wewnątrz elementów lub pęknięć wychodzących na
powierzchnię, lecz niewykrywalnych przy oględzinach zewnętrznych, przeprowadza się
badania za pomocą proszkowej defektoskopii magnetycznej, metod radiologicznych,
defektoskopii ultradźwiękowej, metod wnikania lub metod prądów wirowych.
Defektoskopia magnetyczna
Przy badaniu magnetycznym umieszcza się kontrolowany element w polu magnetycznym
i polewa zawiesiną drobnego proszku żelaza w cieczy, na przykład w wodzie z emulsjami
przeciwkorozyjnymi, oleju lub nafcie (metoda mokra) albo posypuje bezpośrednio proszkiem
(metoda sucha). Wskutek zaburzeń w polu magnetycznym w miejscach wad, ziarna proszku
wytworzą nierównomierne skupienia na powierzchni badanego elementu, wskazując na
rozmieszczenie i wielkość wad. Badanie magnetyczne metalowych części ferromagnetycznych
służy do wykrywania wad powierzchniowych i wgłębnych (ogólnie do 20 mm pod
powierzchnią), zależnie od wielkości i położenia wady oraz warunków kontroli.
W celu wytworzenia w elemencie pola magnetycznego stosuje się magnesowanie
wzdłużne lub kołowe. W pierwszym przypadku w badanym elemencie tworzą się bieguny,
pomiędzy którymi przebiegają linie pola magnetycznego, zaś w drugim prąd przepływa przez
badany element lub przez przewodnik, przechodzący przez otwór w elemencie bez utworzenia
biegunów.
17.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
16
O poprawności wskazań oraz czułości proszkowej defektoskopii magnetycznej w znacznej
mierze decydują:
– rodzaj i wartość magnesowania,
– jakość proszku i zawiesiny,
– jakość badanej powierzchni,
– sposób zamocowania elementu i polewania zawiesiną,
– oświetlenie przy odczycie i sposób utrwalenia obrazu magnetycznego.
Wybór proszku zależy od wymaganych warunków kontroli. Do ujawnienia małych wad
powierzchniowych najlepiej nadaje się proszek drobnoziarnisty. Do wykrywania większych
wad, a szczególnie podpowierzchniowych, lepiej jest używać proszku grubszego.
O jakości zawiesiny decyduje nie tylko rodzaj proszku lecz także rodzaj użytej cieczy.
Ziarna proszku układają się w miejscach pęknięć i wad najlepiej na powierzchniach czystych,
gładkich i jasnych, tworząc dobry kontrast, pozwalający uzyskać ostre obrazy magnetyczne.
Zamocowanie elementu pomiędzy nadbiegunnikami powinno zapewniać dobry ich styk
i wymagany kierunek strumienia magnetycznego.
Defektoskopia radiologiczna
Do badania elementów metodami radiologicznymi stosuje się defektoskopy stanowiące
źródła promieni X (lampy rentgenowskie) i promieni Y (izotopy promieniotwórcze, najczęściej
preparaty promieniotwórczego kobaltu). Metody radiologiczne oparte są na zjawisku
pochłaniania promieni X i Y w badanych elementach i wykrywania różnic natężenia tego
promieniowania, zależnie od grubości i gęstości materiału. W ten sposób mogą być wykryte
wady, które są właśnie miejscami o zmniejszonej gęstości materiału (wtrącenia żużlowe spoin,
pęknięcia).
Rys. 1. Kierunki napromieniowania spoin czołowych,1 – osłony ołowiane chroniące
przed promieniowaniem rozproszonym, 2 – kaseta z błoną fotograficzną
[9, s. 36]
Badane spoiny należy oczyścić z zanieczyszczeń, które dają na radiogramach plamy
zacierające obraz spoiny. Bezwzględnie należy usunąć minię ołowianą, która pochłania
promienie rentgenowskie. W miejscu wykonywania zdjęć obok spoiny należy umieścić numer
z cyfr ołowianych oraz wybić identyczny numer, co ułatwia następnie odszukanie wadliwego
odcinka spoiny.
Promienie przechodzą przez materiał i działają na znajdującą się za elementem błonę
fotograficzną. Jeżeli w elemencie (spoinie) znajdują się pęknięcia, wtrącenia niemetaliczne
(żużle), pory gazowe, jamy usadowe lub inne wady (brak przetopu spoiny) naruszające
jednolitość materiału, to będą one łatwiej przepuszczać promienie. Na rentgenowskim zdjęciu
wady spoiny widoczne są jako ciemne punkty, plamy i linie na jasnym tle (pozytyw). Pęknięcia
spoiny ujawniają się w postaci zygzakowatych czarnych linii. Brak przetopu występuje
w postaci czarnych linii w miejscach zetknięcia się spoiwa z materiałem rodzimym. Pory
gazowe i wtrącenia żużlowe w połączeniach spawanych występują na kliszy w postaci mniej
prawidłowych czarnych punktów o różnym nasileniu czerni.
18.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
17
Promienie rentgenowskie i gamma działają w silnym stopniu na żywe organizmy i mogą
spowodować u kontrolujących ciężkie porażenia, jeżeli nie będą oni ściśle przestrzegać
obowiązujących w tym względzie przepisów bezpieczeństwa pracy.
Defektoskopia ultradźwiękowa
Ultradźwięki są to mechaniczne zjawiska falowe o częstotliwości ponad 16 000 Hz.
Warunki rozchodzenia się fal ultradźwiękowych oraz zjawiska im towarzyszące są uzależnione
od ośrodka, w którym występują. Stąd też wynika możliwość badania własności ośrodka za
pomocą fal ultradźwiękowych.
Ultradźwięki wytwarza się za pomocą przetworników elektroakustycznych, wykonanych
zwykle z płytek piezokwarcowych. Obudowany przetwornik tworzy głowicę wytwarzającą
fale podłużne lub poprzeczne. Do wykrywania wad stosuje się badania metodami echa, cienia
lub rezonansu. Wykrywanie wad elementów metodą echa jest oparte na wykorzystaniu
zjawiska odbicia fali ultradźwiękowej od granicy wady wewnętrznej. Przy badaniu elementu
metodą cienia, ciągła fala ultradźwiękowa wytworzona przez głowicę nadawczą, przechodzi
przez element i wprowadza w drgania przetwornik głowicy odbiorczej. Odbiór drgań
elektrycznych jest dowodem braku wad w badanym miejscu. Wada powoduje rozproszenie fali
ultradźwiękowej, a stąd brak drgań przetwornika głowicy odbiorczej. Przy badaniu elementu
metodą rezonansu dobiera się częstotliwość fali ultradźwiękowej do częstotliwości własnej
badanego elementu. W tej sytuacji fala odbita od drugiej ściany elementu tworzy falę stojącą
z wysyłaną falą. Na ekranie oscyloskopu aparatury ultradźwiękowej tworzy się maksimum
amplitudy fali. Przy zmianie grubości badanego elementu (ubytki korozyjne, brak przetopu
spoin, brak przylegania stopu łożyskowego do panwi) następuje zmiana częstotliwości fali
i położenia maksimum amplitudy. Zmianę grubości elementu w badanym miejscu (przesunięcie
położenia maksimum) można określić z dokładnością do kilku procent. Metoda rezonansu jest
szczególnie przydatna do badania elementów jednostronnie dostępnych (lokalizacja i pomiar
wżerów korozyjnych na wewnętrznych powierzchniach zamkniętych zbiorników
ciśnieniowych).
Odpowiednio do potrzeb praktyki konstruuje się aparaturę ultradźwiękową na różne
zakresy badawcze. Liczne doświadczenia potwierdziły szerokie możliwości zastosowania
ultradźwięków do wykrywania wszelkiego rodzaju wad w spoinach i elementach.
Badanie metodą wnikania
Metoda wnikania należy do najstarszych metod kontroli. Polega ona na polewaniu
badanych elementów stosownie dobraną cieczą, która wnikając w „otwarte" wady
powierzchniowe, ujawnia je po uprzednim, odpowiednim przygotowaniu powierzchni.
Zasadniczo używa się dwóch rodzajów cieczy, które dzielą właściwą metodę na metodę
fluorescencyjną oraz metodę kontrastową.
W metodzie fluorescencyjnej stosuje się ciecze o małym napięciu powierzchniowym, dużej
zdolności wnikania w wąskie pęknięcia oraz ulegające wyraźnemu zjawisku fluorescencji,
przez co rozumie się świecenie pod wpływem aktywnego dla danego ciała światła, najczęściej
promieni ultrafioletowych.
Powierzchnię elementów można obserwować tylko podczas naświetlania promieniami
ultrafioletowymi. Przy obserwacji badanej powierzchni pęknięcia, w odróżnieniu od rys
i nierówności, przedstawiają się jako jaskrawo świecące linie. Czułość metody fluorescencyjnej
jest duża, umożliwia wykrywanie wad powierzchniowych o szerokości 0,01 mm i głębokości
0,04 mm.
W metodzie kontrastowej wymaga się od cieczy także małego napięcia powierzchniowego
i dużej zdolności wnikania w mikropęknięcia, a nie wymaga się własności fluorescencyjnych.
19.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
18
Dobrze jest stosować ciecz zabarwioną, najlepiej na czerwono. Kontrolowany element
pokrywa się cieczą za pomocą pędzla. Ciecz wnika w wady. Jej nadmiar należy usunąć
z badanej powierzchni. Następnie nakłada się na badaną powierzchnię białą substancję
wywoławczą, która absorbuje pozostałą w pęknięciach czerwoną ciecz, tym samym się
zabarwiając. Pęknięcia uwidaczniają się w postaci czerwonych linii kontrastujących z białym
tłem. Czułość metody kontrastowej zależy w znacznej mierze od chropowatości badanej
powierzchni. Na gładkich powierzchniach można ujawnić wady o szerokości 0,05 mm
i głębokości 0,4 mm.
Badanie metodą prądów wirowych
Przy badaniach metodą prądów wirowych uzwojenie, przez które przepływa prąd
przemienny nasadza się na badany element lub przesuwa nad badaną powierzchnią.
Szybkozmienne pole magnetyczne powoduje powstawanie w elemencie prądów wirowych
o dużej wartości. Ponieważ prądy te płyną w zewnętrznej warstwie badanego elementu, to
każda wada powierzchniowa wpływa na ich wartość i rozkład, oddziałując z kolei na
elektryczne wielkości obwodu. Zmiany tych wielkości są rejestrowane przez aparaturę
pomiarową.
W skład aparatury wchodzi przetwornica wielkiej częstotliwości z wymiennymi cewkami,
które służą do badania elementów o różnych wymiarach oraz układ elektryczny wraz
z urządzeniem sygnalizacyjnym lub rejestrującym wykryte wady.
Pomiary
Wielu informacji o stanie elementów i ich wzajemnym położeniu dostarczają pomiary. Na
wybór przyrządu pomiarowego i metody pomiaru wpływają następujące czynniki: kształt
mierzonego elementu, tolerancja wykonania pomiaru, chropowatość powierzchni
ograniczających, rodzaj wymiaru, wartość liczbowa wymiaru oraz pracochłonność i koszt
wykonania pomiaru.
Warto zwrócić uwagę, że pomiary zużycia elementów urządzeń maszynowych spełniają
w wielu przypadkach swój cel tylko wtedy, gdy są wykonywane w miejscach określonych
w instrukcjach techniczno-ruchowych urządzeń z określoną dla tych miejsc dokładnością.
Wtedy ich wyniki są porównywalne z wynikami uprzednio wykonanych pomiarów i pozwalają
ocenić postęp zużycia.
Technika pomiarów elementów urządzeń maszynowych w czasie naprawy jest na ogół
zgodna ze zwykłą praktyką warsztatową pomiarów. Pewną specyfikę wykazują pomiary
prostoliniowości i płaskości dużych płaszczyzn poziomego podziału maszyn i urządzeń siłowni,
jednoczesne pomiary przesunięć i załamań osi przed osiowaniem współpracujących
mechanizmów oraz pomiary głębokości uszkodzeń korozyjnych.
Pomiary prostoliniowości i płaskości dużych płaszczyzn
Wartość odchyleń prostoliniowości i płaskości elementów maszyn i urządzeń siłowni
ustala się najprościej przez pomiar szczelinomierzem prześwitu pomiędzy mierzoną krawędzią
lub tworzącą powierzchni i przyłożonym do niej liniałem mierniczym (krawędziowym lub
powierzchniowym). Przy naprawach połączonych z przebudową siłowni występuje
konieczność wykonywania pomiarów prostoliniowości i płaskości dużych płaszczyzn
poziomego podziału maszyn głównych oraz półek oporowych ich fundamentów. Pomiary te
można wykonywać metodami: hydrostatyczną, pomiaru odcinkowego, niwelacyjną, linii
optycznej, strumienia wzdłużnego z jednoczesnym wykorzystywaniem poziomnic, strunowania
ukośnego oraz za pomocą długich liniałów i szczelinomierza lub płyty mierniczej i farby dla
określenia punktów przylegania płyty do badanej powierzchni.
Pomiary elementów linii wałów
20.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
19
Przesunięcie i załamanie osi wałów może wystąpić jednocześnie tak w płaszczyźnie
pionowej (góra, dół), jak i w płaszczyźnie poziomej (prawa burta, lewa burta).
Najprostszym sposobem osiowania wałów jest wykonanie pomiarów za pomocą liniału
i szczelinomierza. Liniał zakłada się na kołnierz jednego z wałów i mierzy się szczelinomierzem
prześwit pomiędzy liniałem i kołnierzem drugiego wału. Odstęp ten mierzy się dwukrotnie
w górnym i dolnym położeniu liniału względem osiowanego wału.
W celu wyznaczenia wartości załamania osi mierzy się szczelinomierzem górne i dolne
rozchylenia kołnierzy.
Rys. 2. Schemat pomiarów przesunięcia i załamania przy osiowaniu wałów za
pomocą liniału i szczelinomierza: a – pomiar przesunięcia osi wałów, b –
pomiar załamania osi wałów [9, s. 43]
Sprawdzenie wzajemnego położenia osi wałów za pomocą liniału i szczelinomierza jest
wystarczająco dokładne przy dużych średnicach kołnierzy, pod warunkiem że ich,,bicie''
promieniowe i osiowe (to ostatnie mierzone na średnicy zewnętrznej) nie przekracza 0,3 mm.
Jeżeli czynniki te nie są spełnione, sprawdzenie osiowości przeprowadza się przy użyciu
specjalnych kowadełek. Są to specjalnego kształtu kątowniki mocowane na kołnierzach wałów
i wyposażone w śruby mikrometryczne lub czujniki zegarowe.
Zwykle umieszcza się na kołnierzach wałów dwie pary kowadełek, co zwiększa liczbę
pomiarów i dokładność wyznaczenia średnich wartości pomiarów.
Weryfikacja linii wałów przed demontażem
Zakres remontu linii wałów określa się na podstawie wyników weryfikacji
przeprowadzanej w trakcie demontażu w stoczni. Weryfikacja zdemontowanej linii wałów
składa się z oględzin zewnętrznych i pomiarów podczas postoju statku na wodzie i w doku
oraz w warsztacie stoczniowym (po przetransportowaniu wałów).
Podczas weryfikacji przy postoju statku na wodzie mierzy się luzy w łożyskach, sprawdza
przyleganie czopów wałów do stopu łożyskowego i panwi do gniazd łożysk, określa zużycie
stopu łożyskowego i czopów wałów, sprawdza jakość zamocowania łożysk do fundamentów,
mierzy się luzy w dławnicach oraz współosiowość wałów. Jeżeli przewiduje się demontaż
i wyjęcie linii wałów ze statku, mierzy się ponadto grubość podkładek pod maszyną napędową
oraz łożyskami oporowymi i nośnymi.
Luzy promieniowe w łożyskach nośnych i luzy osiowe w łożyskach oporowych mierzy się
za pomocą odcisków ołowiu (łożyska ślizgowe). Jeżeli istniejące luzy przekraczają wartości
dopuszczalne, łożyska kwalifikują się do regeneracji.
Stopień przylegania czopów wałów do stopu łożyskowego i panwi do gniazd łożysk
w wypadkach nasuwających wątpliwości sprawdza się metodą „na tusz”. W łożyskach
zakwalifikowanych do regeneracji takiego sprawdzania nie przeprowadza się.
21.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
20
Zużycie stopu łożyskowego określa się przez pomiar grubości panwi i segmentów
oporowych łącznie ze stopem łożyskowym za pomocą mikromierza. Wyniki pomiarów
porównuje się z danymi montażowymi, po czym ocenia się zużycie stopu. Grubość stopu
łożyskowego w łożyskach mających pierścienie awaryjne mierzy się nad tymi pierścieniami.
Zatarcia łożysk, wykruszenia lub odstawanie stopu łożyskowego określa się przez
oględziny powierzchni stopu. Przy stwierdzeniu zmniejszenia się grubości warstwy stopu
łożyskowego dla wałów o średnicy poniżej 150 mm – do 2 mm, dla wałów o średnicy 150 do
300 mm – do 3 mm, a dla wałów o średnicy ponad 300 mm – do 4 mm łożyska kwalifikuje się
do regeneracji. Łożyska wymagają również regeneracji przy wykruszeniu się stopu
obejmującym więcej niż 3% powierzchni, wylania oraz nieprzyleganiu stopu do bocznych
powierzchni panwi na większej długości niż 5% całkowitej długości panwi.
Linie wałów na mniejszych statkach są niekiedy ułożone w łożyskach tocznych. Zużycie
tych łożysk określa się przez pomiar luzu średnicowego i osiowego podczas przeglądu.
Średnice czopów mierzy się w trzech płaszczyznach dzielących czop na cztery równe
części, a w każdej płaszczyźnie dokonuje się pomiaru w dwóch prostopadłych do siebie
kierunkach, dających największe różnice pomiarów. Orientacyjne wartości dopuszczalnych
odchyłek kołowości i walcowości czopów wałów pośrednich i oporowych podano w tablicy.
Tab. 1. Dopuszczalne wartości odchyłek kołowości i walcowości czopów walów pośrednich i oporowych
w zależności od średnicy czopa wału [9, s. 559]
Po obróbce
W okresie
eksploatacji
odchyłka odchyłka odchyłka odchyłka
Średnica czopa wału
kołowości walcowości kołowości walcowości
[mm] [mm] [mm/m] [mm] [mm/m]
do 150 0,02 0,02 0,15 0,20
151 – 200 0,02 0,02 0,20 0,30
201 – 300 0,02 0,03 0,25 0,35
301 – 400 0,03 0,04 0,35 0,40
401 – 500 0,04 0,05 0,35 0,50
Jakość zamocowania łożysk do fundamentów sprawdza się za pomocą szczelinomierza.
Luzy między podkładkami, a podstawami łożysk i fundamentami sprawdza się przy
niedokręconych nakrętkach śrub, a luzy między nakrętkami i łbami śrub, a półkami
fundamentów i łapami kadłubów łożysk sprawdzamy przy dokręconych nakrętkach. Jeżeli
płytka szczelinomierza 0,05 mm wchodzi w szczeliny między powierzchniami przylegania
głębiej niż 5 do 7 mm, to należy poprawić pasowność tych powierzchni.
Luzy w uszczelnieniach przejść linii wału przez grodzie mierzy się szczelinomierzem po
obu stronach grodzi, w kierunku pionowym i poziomym oraz po obu stronach wału. Wyniki
pomiarów porównuje się z danymi dokumentacji technicznej. Położenia wymiarów mierzonych
pokazane są rysunku poniżej. Przy luzach przekraczających wartości dopuszczalne lub przy
zużyciu szczeliwa dławnicę kwalifikuje się do regeneracji.
22.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
21
Rys. 3. Wymiary określające luzy uszczelnienia przejścia wału
pośredniego przez grodzie: A – średnica zewnętrzna dławika,
A1 – średnica wewnętrzna kadłuba dławnicy, B – średnica wału,
B1 – średnica wewnętrzna dławika, C – średnica wewnętrzna tulei
oporowej dławnicy [9, s. 560]
Po postawieniu statku w doku przeprowadza się oględziny i pomiary tych elementów linii
wałów, których nie można było weryfikować na statku zwodowanym. Chodzi tu przede
wszystkim o pomiary szczelinomierzem luzów promieniowych w łożyskach i dławnicy pochwy
wału śrubowego oraz w łożyskach wsporników. Ponadto sprawdza się prawidłowość
osadzenia i zamocowania śruby napędowej, włącznie z pomiarem długości stożka wału za
piastą śruby od strony dziobowej, dla oceny możliwości pasowania śruby na stożku wału.
W celu oceny zakresu naprawy wyniki pomiarów luzów w łożyskach wsporników
i pochwy oraz dławnicy porównuje się z dopuszczalną wartością luzów wynikającą
z dokumentacji linii wałów.
Wartość luzu montażowego dla średnicy wału nie podanej w tablicach można obliczyć
według wzoru np. dla łożysk ze stopem cynowym L = (0,001d + 0,5) mm.
Przy prędkości obwodowej wału do 5 m/s w łożyskach pochwy i wsporników zamiast
listew z drewna gwajakowego można stosować listwy z tak zwanego lignofolu, to jest
laminatu
fenolowo-formaldehydowego zbrojonego fornirem z drewna brzozowego. Dopuszczalne luzy
przyjmuje się dla tych łożysk analogicznie jak dla łożysk wylanych stopem o osnowie cyny
spełniającej rolę smaru. Na wał śrubowy pracujący w tulejach gumowych nakładane są na
gorąco tuleje brązowe, które przy zużyciu wymienia się.
Przy przeglądzie dławnicy pochwy wału śrubowego ustala się:
– ewentualne zgięcie kołnierza dławika,
– pęknięcia tulei prowadzącej i dławika,
– zużycie szczeliwa,
– stan śrub i nakrętek dławika.
Luzy mierzy się szczelinomierzem w płaszczyznach poziomej i pionowej, po obu stronach
wału śrubowego.
Ostatnim etapem ustalenia stanu linii wału jest weryfikacja jej elementów w warsztacie
stoczniowym po wymontowaniu ich ze statku.
23.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
22
Przegląd śruby napędowej
Przeglądy śrub napędowych odbywają się przy każdym dokowaniu statku i mają na celu
sprawdzenie:
– pewności zamocowania poszczególnych skrzydeł śruby do piasty,
– pewności zamocowania śruby na wale oraz stanu roboczych powierzchni skrzydeł śruby.
Kontrola stanu linii wałów po demontażu
Po wyciągnięciu wału przeprowadza się jego oględziny łącznie z łożyskami oraz ustala
zakres ewentualnej naprawy.
Przyleganie tulei brązowych do wału sprawdza się uderzeniami lekkiego (ok. 1 kg)
młotka. Tuleje stanowiące czopy wału powinny być gładkie i mieć cylindryczny kształt.
Grubość konstrukcyjną tulei wału śrubowego ustala się według dokumentacji. Dla wałów
o średnicy od 100 do 500 mm wynosi ona od 10 do 25 mm. Dopuszczalne zużycie tulei
w eksploatacji nie powinno przekraczać 50% grubości konstrukcyjnej. Odchylenia kołowości
tulei wału śrubowego nie powinny przekraczać 1% dla wałów o średnicy do 100mm, 1% do
0,5% dla wałów o średnicy od 101 do 300 mm (odwrotnie proporcjonalnie do średnicy wału)
oraz 0,5% dla wałów o średnicach ponad 300 mm. Odchylenia walcowości tulei wału
śrubowego na jej długości nie powinny przekraczać 1 mm dla wałów o średnicy do 150 mm,
2 mm dla wałów o średnicach 150–300 mm i 3 mm dla wałów o średnicach powyżej 300 mm.
Tuleje brązowe wału śrubowego najbardziej zużywają się w łożyskach pochwy, wskutek czego
występują drgania wpływające ujemnie na łożyska wału oraz trudności w uszczelnianiu
dławnicy.
Tuleja brązowa może pokrywać wał śrubowy na całej jego długości. W niektórych
konstrukcjach tylko skrajne części wału są przykryte dwoma tulejami. Jeżeli środkowa część
wału nie jest ochroniona tuleją brązową, część tę należy dokładnie oczyścić i zbadać czy nie
ma na niej śladów korozji.
Stożek wału powinien być całkowicie gładki, aby przyleganie powierzchni otworu piasty
śruby było prawidłowe. Ślady korozji występujące w miejscu przechodzenia wału śrubowego
w stożek, na którym jest osadzona śruba, są dowodem działania prądów galwanicznych
i nieszczelności izolującej podkładki gumowej. W czasie oględzin ustala się także stan gwintu
wału i nakrętki oraz stan krawędzi i bocznych powierzchni rowków wpustowych stożka wału i
otworów w piaście śruby napędowej. Wykryte podczas oględzin rysy, pęknięcia i wgniecenia
na powierzchniach wałów powinny być dokładnie zbadane z punktu widzenia ich wpływu na
wytrzymałość wałów. Badanie przeprowadza się za pomocą defektoskopu.
Wszystkie elementy linii wałów wymontowane ze statku podlegają uzupełniającym
oględzinom i pomiarom w warsztacie stoczniowym. Szczególnie dokładnie sprawdza się stan
powierzchni przylegania i sprzęgieł oraz „bicie” wałów pojedynczych i sparowanych.
Pomiar „bicia" ma na celu ustalenie ewentualnego zgięcia osi wałów oraz zużycia tulei.
„Bicie" mierzy się czujnikami po ustawieniu wału na pryzmach płyty mierniczej lub
zamocowaniu w kłach tokarki. Podobnie sprawdza się „bicie" wałów sparowanych, to znaczy
połączonych ze sobą wałów: śrubowego i pośredniego oraz pośredniego i oporowego.
Wartości „bicia" wałów po obróbce oraz dopuszczalne „bicia" w eksploatacji podaje się
w dokumentacji linii wałów. Oprócz wymienionych oględzin i pomiarów podczas weryfikacji
przeprowadza się próby hydrauliczne.
Jeżeli specyfikacja remontowa przewiduje wylanie panwi, wymianę wyłożenia łożysk
pochwy lub inne naprawy powodujące konieczność ponownego ułożenia linii wałów, a mogące
wpłynąć na zmianę jej przebiegu, jak również w wypadkach odkształceń kadłuba statku (np.
przy wejściu na mieliznę) lub stwierdzenia grzania się łożysk oraz przy każdym remoncie na
odnowienie klasy, powstaje potrzeba sprawdzenia współosiowości pochwy wału śrubowego
24.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
23
i wału maszyny napędowej. Sprawdzenie to można najprościej i najdokładniej przeprowadzać
sposobem optycznym.
W czasie sprawdzania współosiowości:
– nie powinno się na statku wykonywać prac mogących spowodować lokalne odkształcenia
sprężyste kadłuba,
– czas pomiaru należy tak wybrać, aby w otaczającej atmosferze nie zachodziły duże zmiany
temperatury,
– wały pośrednie i śrubowy oraz tuleje pochwy powinny być zdemontowane,
– wał maszyny musi mieć możność obrotu,
– statek powinien stać na „równej" stępce.
W celu przeprowadzenia pomiaru w otworze pochwy, możliwie blisko krawędzi
zewnętrznej, mocuje się dokładnie w środku otworu płytkę celowania za pomocą śrub
nastawnych. Na kołnierzu wału oporowego montuje się specjalny wspornik, na którym mocuje
się śrubami nastawnymi lunetę z rzutnikiem i źródłem światła. Lunetę osiuje się z wałem
oporowym. Osiowanie uznaje się za wystarczające, jeżeli przy obrocie wału o 3,14 rad rzut
krzyża lunety na płytkę celowania przemieszcza się nie więcej niż 0,5 mm na 10 m odległości
między lunetą a płytką celowania. Środek odcinka łączącego rzut krzyża lunety w jej górnym
położeniu z rzutem krzyża po obrocie wału o 3,14 rad jest punktem przejścia osi teoretycznej
linii wałów przez płytkę celowania. Odległość tego punktu od krzyża płytki celowania jest
przesunięciem osi wału oporowego względem osi pochwy wału śrubowego. Jeżeli odległość ta
nie przekracza 3 mm, to współosiowość wału oporowego i pochwy należy uznać za
zadowalającą. W razie potrzeby niewspółosiowość można zmniejszyć przez mimośrodowe
wytoczenie wykładzin gwajakowych lub tulei pochwy. Praktycznie w czasie remontu nie
zmienia się ustawienia maszyny głównej na fundamencie, ani nie zmienia się położenia pochwy
wału śrubowego dla zwiększenia dokładności osiowania wałów końcowych.
Zaostrzanie tych warunków i związane z tym podwyższenie dokładności montażu linii
wałów nie daje korzyści współmiernych do zwiększonych nakładów.
Weryfikacja stanu rurociągów
Po dokładnym oczyszczeniu rozmontowane rurociągi i armaturę weryfikuje się. Do
zakresu weryfikacji wchodzą oględziny rurociągów i armatury, pomiary oraz w wypadku
konieczności kontrolne próby hydrauliczne oraz badania defektoskopowe. Oględzinom
poddaje się zewnętrzne i wewnętrzne powierzchnie rurociągów, armatury, króćców itp.,
zwracając szczególną uwagę na występowanie takich uszkodzeń, jak:
– wżery korozyjne,
– pęknięcia,
– odkształcenia
– zużycie.
Należy dokładnie obejrzeć wszystkie szwy spawane. Rurociągi i inne elementy, w których
nie stwierdzono w czasie oględzin żadnych uszkodzeń, przekazuje się do próby hydraulicznej
na wytrzymałość. Rurociągi i elementy, w których stwierdzono uszkodzenia, poddaje się
odpowiednim badaniom i pomiarom w celu określenia rodzaju i zakresu naprawy. W czasie
przeprowadzania odnośnej analizy należy między innymi kierować się przesłankami
ekonomicznymi. Zazwyczaj naprawia się rurociągi i armaturę o takich uszkodzeniach, które
mogą być usunięte naspawaniem metalu, zaspawaniem, wyprostowaniem deformacji,
przetoczeniem, dotarciem i podobnymi sposobami.
Rodzaj i zakres koniecznych badań i pomiarów przeprowadzanych podczas weryfikacji
oraz potrzebnej naprawy zależą od rodzaju i przeznaczenia rurociągów. Najsurowsze
wymagania w tym zakresie dotyczą przewodów parowych siłowni okrętowych, zwłaszcza
25.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
24
o ciśnieniu roboczym wyższym od 2 MN/m2
(1 bar=105
N/m2
=105
Pa=0,1MPa).W rurociągach
o takich wartościach ciśnień wszystkie szwy spawane, oprócz oględzin wzrokowych, powinny
obowiązkowo być badane defektoskopem rentgenowskim lub innym. To samo dotyczy ścian
tych rurociągów. W celu ustalenia stopnia skorodowania oraz zużycia śrub kołnierzy
rurociągów parowych sprawdza się ich stan. Jedną lub dwie takie śruby z każdego
rozmontowanego połączenia kołnierza (przewodu głównego i pomocniczego pary przegrzanej
i nasyconej kotła głównego) poddaje się badaniom w celu sprawdzenia aktualnych własności,
mechanicznych.
W czasie weryfikacji rurociągów sprawdza się wartość naciągu montażowego
przynajmniej na dwóch odcinkach mających termiczną kompensację (na głównym
i pomocniczym rurociągu pary dolotowej). Przy weryfikacji rozebranej i oczyszczonej
armatury przeprowadza się pomiary zużytych części, określa luzy między współpracującymi
elementami, poddaje dokładnym oględzinom powierzchnie wewnętrzne i zewnętrzne kadłubów
armatury oraz innych części.
W celu stwierdzenia obecności, umiejscowienia i rozmiarów pęknięć, wad materiału lub
innych uszkodzeń nieuchwytnych przy przeglądzie wizualnym stan kadłubów i innych części
odpowiedzialnej armatury sprawdza się za pomocą defektoskopów. Jeśli badania wykażą
dobry stan techniczny armatury, wówczas przeprowadza się próbę hydrauliczną na ciśnienie.
Armaturę uszkodzoną naprawia się lub dyskwalifikuje.
Weryfikacja jest ostatnią czynnością przygotowawczą do naprawy. Na podstawie jej
wyników ostatecznie uzupełnia się wzorcowe opisy prac naprawczych rurociągów i armatury
lub inne specyfikacje remontowe opisem koniecznych prac dodatkowych.
Diagnostyka urządzeń pomocniczych
Maszyny pomocnicze oraz wymienniki ciepła stanowią różnorodne zespoły konstrukcyjne,
w związku z czym zakres czynności weryfikacyjnych jest przy nich dość szeroki. Dużą rolę
odgrywają tu oględziny dokładnie oczyszczonych części oraz ich pomiary.
Przy weryfikacji kadłubów maszyn pomocniczych, urządzeń oraz wymienników ciepła
zwraca się zazwyczaj większą uwagę na ewentualność występowania w nich pęknięć,
uszkodzeń korozyjnych, deformacji płaszczyzn przylegania itp. Te ostatnie uszkodzenia
charakteryzują się zwykle przeciekami, o których mechanik statku powinien informować
weryfikatorów. Przecieki takie powinno się poza tym stwierdzać podczas ruchowych prób
kontrolnych.
Oględzinom na wykrycie pęknięć, uszkodzeń korozyjnych oraz deformacji poddaje się
również i pozostałe części maszyny i urządzeń, a zwłaszcza ich elementy ruchowe. Części te
powinny być poza tym mierzone dla stwierdzenia stopnia ich zużycia oraz deformacji.
Podczas weryfikacji maszyn pomocniczych, urządzeń i wymienników ciepła przeprowadza
się najczęściej następujące przeglądy i pomiary ich podzespołów i części: w maszynach
pomocniczych i urządzeniach
– określenie stanu kadłubów i sprawdzenie stanu przylegania płaszczyzn podziałowych,
– sprawdzenie stanu wałów, wirników i osadzeń na wałach,
– sprawdzenie łożysk i pomiar luzów,
– pomiar luzów i grubości pierścieni uszczelniających w pompach promieniowych,
– pomiar zużycia cylindrów, tłoków, pierścieni i innych części maszyn tłokowych,
– sprawdzenie stanu zębów, pomiar luzów międzyzębnych oraz luzów między kadłubem
a zębami kół w pompach zębatych,
– sprawdzenie stanu sprzęgieł,
– sprawdzenie stanu armatury, sprężyn i przyrządów kontrolno-pomiarowych,
w wymiennikach ciepła
26.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
25
– próby hydrauliczne dla wykrycia ewentualnych przecieków,
– określenie stanu technicznego kadłubów, pokryw, ścian sitowych itp. elementów,
– sprawdzenie stanu rur i ich połączeń w ścianach sitowych,
– sprawdzenie stanu armatury i przyrządów kontrolno-pomiarowych.
Przy określaniu stanu technicznego poszczególnych części maszyn, urządzeń
i wymienników ciepła oraz ustalaniu zakresu koniecznych prac naprawczych należy kierować
się warunkami technicznymi obowiązującymi dla danego typu i rodzaju maszyny lub
urządzenia.
Próbę hydrauliczną wymiennika ciepła przeprowadza się dla stwierdzenia zarówno jego
wytrzymałości, jak i szczelności. Za pomocą takiej próby najskuteczniej wykrywa się
nieszczelności połączeń, a zwłaszcza przecieki rur w ścianach sitowych. Wymiennik ciepła
przechodzi zwykle dwie próby hydrauliczne, jedną podczas weryfikacji dla wykrycia
przecieków i drugą po naprawie dla upewnienia się o należytej szczelności. Wartości
stosowanych ciśnień próbnych zależą od rodzaju wymienników ciepła oraz warunków ich
pracy.
Diagnostyka silnika spalinowego
Specyfikacja remontu siłowni statku określa zasadnicze prace naprawcze, których
wykonanie jest aktualnie niezbędne do utrzymania należytego stanu technicznego między
innymi tłokowych silników spalinowych z zapłonem samoczynnym (głównych
i pomocniczych). Zakres tych prac wynika z wymagań instytucji klasyfikacyjnej, z zaleceń
wytwórców silników oraz ze znajomości stanu technicznego silników.
Zakres przeglądów okresowych silników spalinowych, przeprowadzanych przez inspekcję
PRS, podaje się w przepisach. Obejmuje on czynności klasyfikacyjne w cyklu dwunastu lat.
W ich skład wchodzą: oględziny (po zapewnieniu dostępu, odsłonięciu lub demontażu
poszczególnych elementów zależnie od potrzeby) mające na celu stwierdzenie wad
i uszkodzeń, sprawdzenie części zapasowych, pomiary: tulei cylindrów i układów tłokowych,
wału korbowego (sprężynowania, opadu, średnic czopów), sprzęgła i przekładni redukcyjnej,
próby działania: zaworów bezpieczeństwa, urządzeń smarowania, urządzeń manewrowych
i rozruchu, urządzeń zdalnego sterowania, regulatorów obrotów, mechanizmów pomocniczych
napędzanych przez silnik główny oraz sprawdzenie legalizacji przyrządów
kontrolno-pomiarowych.
Wytwórcy silników zalecają wykonywanie niezbędnych remontów po określonym czasie
eksploatacji silnika. Zalecenia te nie zawsze dokładnie ustalają okresy powtarzania prac
remontowych. Dla przykładu podane są niżej wybrane fragmenty zaleceń remontowych firmy
Burmeister & Wain dotyczące silników typu 62VTBF115:
– w ciągu pierwszego okresu eksploatacji tłoki należy wyjmować tak często, jak na to
pozwalają warunki, do oczyszczenia pierścieni tłoków, rowków pod pierścienie,
powierzchni chłodzonych oraz przewodów olejowych,
– od czasu do czasu trzeba wyjmować pierścienie zgarniające dławic trzonów tłoków
i czyścić je, a w razie potrzeby opiłować styki segmentów pierścieni,
– łożyska wodzikowe i korbowe korbowodów powinno się rozbierać do naprawy
równocześnie z naprawami tłoków,
– po okresie pracy nie przekraczającym 2000 h, zależnie od obciążenia silnika i własności
oleju napędowego, należy naprawiać zawory wylotowe,
– wtryskiwacze należy demontować, sprawdzać i naprawiać jedynie co 600–1000 h pracy
silnika, jeżeli nie ma wcześniejszej potrzeby wykonywania tych czynności,
27.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
26
– raz na 6 miesięcy powinno się naprawiać, czyścić i docierać zawory bezpieczeństwa
umieszczone na: cylindrach, przelotni powietrza przepłukującego, pompie paliwa,
zbiornikach powietrza rozruchowego i przewodzie tłoczenia pompy oleju smarowego.
Te, nie zawsze precyzyjne zalecenia dowodzą, że okresy wykonywanych remontów nie są
ustalane sztywno, lecz mogą się zmieniać w zależności od aktualnego stanu silnika.
Stan techniczny silnika przed remontem określa się wstępnie na podstawie: wyników
obserwacji zewnętrznych, pomiarów prędkości obrotowej silnika, ciśnień i temperatur
powietrza przepłukującego, spalin, oleju i wody chłodzącej, pomiaru mocy silnika i zużycia
przez niego paliwa. Określenia te są w czasie wykonywania remontu silnika uściślane.
Oględziny pozwalają wykryć: pęknięcia lub uszkodzenia, przecieki wody i oleju,
nieszczelności dławnic, przedostawanie się gazów do skrzyni korbowej, dymienie silnika itp.
Dymienie silnika przy normalnym obciążeniu świadczy o złym spalaniu paliwa. Źródło
dymienia (cylinder) ustala się przez otwarcie zaworów probierczych na rurach wylotowych.
Jeżeli obserwacja wzrokowa spalin nie pozwala określić, który cylinder dymi, umieszcza się
u wylotu zaworu białą szmatę. Zabarwienie jej powinno określić źródło dymienia. Przyczyną
złego spalania jest często źle działający wtryskiwacz. Nieszczelność zaworów wylotowych
oraz nieszczelność zespołu tłok-cylinder zmniejsza nadmiar powietrza i powoduje także złe
spalanie (dymienie) w cylindrze.
Wsłuchiwanie się w rytm pracy silnika pozwala wykryć zarówno stuki spowodowane: źle
wyosiowanym układem tłokowo-korbowodowym, nadmiernymi luzami w łożyskach
korbowodów, zużyciem tulei cylindrów, zbyt wczesnym zapłonem lub przegrzaniem tłoków,
jak i szumy spowodowane uchodzącymi przez nieszczelności powietrzem lub spalinami.
Lokalizację źródła stuków ułatwiają specjalne słuchawki, których działanie oparte jest na
łatwiejszym przewodzeniu dźwięku przez metal niż przez powietrze.
Stwierdzenie nadmiernej temperatury silnika przez dotyk ręką jego pracującej części może
być także dowodem złego stanu technicznego, jak na przykład nagrzewanie się przewodu
powietrza rozruchowego jest oznaką nieszczelności zaworu rozruchowego. Wtryskiwacze
silników Burmeister & Wain mają zamontowane pręty czujnikowe. Dotykając palcem końca
pręta, można wyczuć uderzenia spowodowane działaniem wtryskiwacza. Jest to wygodny
sposób sprawdzenia, czy wtryskiwacz jest czynny.
Zmniejszenie się prędkości obrotowej silnika poniżej znamionowej może być także
dowodem złego stanu technicznego silnika (wyłączając takie powody, jak działanie wiatru, fali,
położenie steru itp.). Zmniejszenie się prędkości obrotowej w silnikach spalinowych najczęściej
spowodowane jest wadliwym działaniem urządzeń doprowadzających paliwo do cylindrów
silnika, złą regulacją rozrządu oraz nieszczelnością pierścieni tłoków
Przy wstępnym określaniu stanu technicznego silnika należy również zwracać uwagę na
temperaturę oraz ciśnienie oleju i wody chłodzącej. Odchylenia tych wartości od wartości
znamionowych niejednokrotnie wskazują na nieprawidłowe działanie silników głównych lub
maszyn pomocniczych.
Spadek mocy znamionowej silnika jest końcowym efektem podanych usterek
i niedomagań w pracy silnika. Moc silnika określa się ze średniego ciśnienia indykowanego,
mierzonego w silnikach szybkobieżnych małej mocy za pomocą pimetru lub z wykresów
indykatorowych.
Wykresy indykatorowe sporządzane przy użyciu słabych sprężyn pozwalają sprawdzić
układy wlotowe i wylotowe cylindrów.
Nadmierne zużycie paliwa w silnikach spalinowych spowodowane jest z reguły (pomija się
tu przeciążenie silników, co zawsze prowadzi do wzrostu zużycia paliwa) zużyciem tulei
cylindrów i pierścieni tłoków, złą regulacją silnika, wadliwym działaniem pomp wtryskowych
28.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
27
itp. Pomiar zużycia paliwa przeprowadza się za pomocą wagi, a w razie braku odpowiednich
urządzeń metodą objętościową przy użyciu wycechowanych naczyń pomiarowych.
Przy ustalaniu stanu technicznego silników korzysta się z zapisów w dokumentacji
silników i dzienników maszynowych.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Na czym polegają próby szczelności?
2. Na czym polegają oględziny zewnętrzne urządzeń i instalacji?
3. Do czego służy defektoskopia magnetyczna?
4. Na czym polega defektoskopia radiologiczna?
5. Na czym polega defektoskopia ultradźwiękowa?
6. Jakie uszkodzenia kontroluje się za pomocą badania metodą wnikania?
7. Na czym polega badanie metodą prądów wirowych?
8. Jakim pomiarom poddajemy elementy linii wałów?
9. W jaki sposób dokonuje się przeglądu śruby napędowej?
10. W jaki sposób dokonuje się przeglądu rurociągów?
11. W jaki sposób określa się stan silnika spalinowego przed remontem?
4.2.3. Ćwiczenia
Ćwiczenie 1
Na stanowisku są przygotowane elementy mechanizmów, oraz ich rysunki techniczne
i narzędzia pomiarowe. Dokonaj pomiarów wielkości tych elementów i porównaj je z danymi
zapisanymi na rysunku. Określ jakie parametry nie są zgodne w rysunkiem technicznym.
Pamiętaj aby przy interpretacji wyników zwrócić uwagę na symbole tolerancji wymiarowej.
Przedstaw wnioski.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z elementami mechanizmów. Należy pamiętać, że interesującą Cię wiedzę
możesz znaleźć za pomocą popularnych wyszukiwarek internetowych,
2) dokonać odczytu wymiarów i tolerancji wymiarów zapisanych w dokumentacji,
3) przeprowadzić pomiary za pomocą warsztatowych narzędzi pomiarowych,
4) zapisać wyniki pomiarów wraz z dokładnością narzędzi pomiarowych jakimi były
dokonywane,
5) określić jakie powierzchnie elementów odbiegają od wymiarów z rysunków,
6) zaznaczyć na rysunku wymiary odbiegające od wymiarów zmierzonych.
Wyposażenie stanowiska pracy:
– elementy mechanizmów maszyn,
– rysunki techniczne elementów,
– narzędzia pomiarowe,
– przybory do pisania.
Ćwiczenie 2
Dokonaj oględzin zewnętrznych przygotowanych podzespołów mechanicznych urządzeń
i armatury rurociągów. Sporządź protokół z oględzin i przedstaw wnioski na temat
konieczności przeprowadzenia prac remontowych tych podzespołów.
29.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
28
Sposób wykonania ćwiczenia:
Aby wykonać ćwiczenie, powinieneś:
1) przygotować własny harmonogram przeprowadzania oględzin poszczególnych
podzespołów,
2) na podstawie literatury zweryfikować harmonogram,
3) dokonać oględzin podzespołów i zanotować zaobserwowane uszkodzenia,
4) podzielić się swoimi obserwacjami z kolegami.
Wyposażenie stanowiska pracy:
– zestaw podzespołów mechanicznych,
– elementy armatury rurociągów,
– przybory do pisania,
– komputer z dostępem do Internetu.
Ćwiczenie 3
Przeprowadź badanie przygotowanych próbek defektoskopem magnetycznym. Naszkicuj
zaobserwowane uszkodzeni struktury powierzchni materiału w próbkach. Podczas pracy
pamiętaj o zasadach bezpieczeństwa pracy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z instrukcją przeprowadzania badania,
2) przygotować próbki do badania,
3) przeprowadzić proces badawczy,
4) naszkicować zaobserwowane uszkodzenia struktury próbek.
Wyposażenie stanowiska pracy:
– zestaw badawczy do badania metodą magnetyczną,
– próbki do badania,
– przybory do pisania,
– komputer z dostępem do Internetu.
30.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
29
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować pojęcia oględzin zewnętrznych?
2) scharakteryzować metody defektoskopii?
3) scharakteryzować metody pomiarów elementów linii wałów?
4) wyjaśnić sposoby weryfikacji stanu rurociągów okrętowych?
5) scharakteryzować metody diagnozowania stanu maszyn pomocniczych?
6) wyjaśnić sposób przeprowadzania oględzin pracy silnika spalinowego?
7) wyjaśnić zasady doboru metody pomiarowej w zależności od rodzaju
urządzenia badanego?
8) nazwać rodzaje uszkodzeń rurociągów?
9) określić warunki przeprowadzania pomiarów współosiowości linii wałów
metodą optyczną?
10) określić cele przeprowadzania przeglądów śrub napędowych?
31.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
30
4.3. Prace remontowe
4.3.1. Materiał nauczania
Prace demontażowe w siłowni
Przed demontażem należy dokładnie zapoznać się z instrukcją techniczno-ruchową,
określającą między innymi kolejność demontażu danej maszyny czy urządzenia. W pierwszej
kolejności demontuje się przyrządy kontrolno-pomiarowe, armaturę, rurociągi i mechanizmy
zawieszone na kadłubie maszyny lub urządzenia w celu ich ochrony przed uszkodzeniami
i ułatwienia dalszego demontażu.
Jedną z podstawowych zasad przy demontażu jest zwracanie uwagi na oznakowanie
elementów, określające ich wzajemne położenie. Jeżeli takich znaków nie ma, to nanosi się je
za pomocą znaczników.
Rys. 4. Przykładowa instrukcja eksploatacyjna kolejności
odkręcania nakrętek śrub łączących głowicę silnika
spalinowego z blokiem cylindrów [9, s. 46]
Dla przykładu, przy demontażu rurociągu można oznaczyć wspólną cyfrą przylegające
kołnierze sąsiednich odcinków rurociągu.
Po zdemontowaniu zawieszonego mechanizmu, zdjęciu pokrywy, odłączeniu przewodu
itp., otwory powstałe w kadłubie maszyny należy zabezpieczyć zaślepką przed dostaniem się
do wnętrza obcych ciał.
Bardzo ważną sprawą przy demontażu pokryw, głowic i dużych połączeń gwintowych jest
przestrzeganie ustalonych w instrukcjach eksploatacyjnych kolejności odkręcania nakrętek.
Nieumiejętne odkręcanie nakrętek może spowodować odkształcenie płaszczyzn przylegania
połączenia, a w wypadku łączenia elementów żeliwnych ich pęknięcie. Przestrzeganie
właściwej kolejności odkręcania nakrętek jest szczególnie ważne przy elementach o kształcie
podłużnym. W tym wypadku odkręcanie nakrętek należy rozpoczynać od końców złącza,
a następnie przesuwać się na przemian z lewej i prawej strony do jego środka. Kolejność
odkręcania nakrętek śrub rozmieszczonych na obwodzie koła przedstawiono na rysunku.
W celu zapobieżenia odkształceniom i pęknięciom demontowanych elementów odkręcanie
nakrętek śrub należy wykonywać stopniowo, o jeden lub kilka chwytów każdej nakrętki
w jednym obejściu.
W wypadkach stwierdzenia w czasie demontażu uszkodzenia gwintu dwustronnych śrub
pod nakrętką, rozluźnienia pasowania przylegania gwintu śruby w gwincie otworu obudowy
(utrata wcisku), zgięcia, pęknięcia lub załamania należy śrubę usunąć. Kłopotliwe jest niekiedy
usunięcie części złamanej śruby pozostającej w otworze.
32.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
31
Rys. 5. Narzędzia do demontażu połączeń wciskanych: a – ściągacz przenośny,
1 – śruba, 2 – belka poprzeczna, 3 – łapy, 4 – kulka, 5 – dźwignia
pokrętła, 6 – element wciskany, 7 – element zewnętrzny, b – wybijak
do demontażu połączeń wciskanych: 1 – wybijak, 2 – element
wciskany, 3 – element zewnętrzny [9, s. 48]
Do demontażu połączeń wciskanych służą ściągacze, których również używa się do
montażu tych połączeń. Budowę prostego ściągacza przedstawiono na rysunku 5a. Jeżeli
rozłączenie połączenia nie wymaga dużej siły, można do tego celu stosować wybijak (rys. 5b),
opierając go o wytłaczany element i uderzając w niego młotkiem. Wybijak powinien być
wykonany z miększego materiału niż wytłaczany element. Do wytłaczania dużych elementów
stosuje się prasy hydrauliczne, śrubowe i zębatkowe oraz specjalne przyrządy.
Czyszczenie elementów maszyn
W czasie eksploatacji elementy maszyn, mechanizmów i urządzeń siłowni okrętowych
mogą pokrywać się warstwą szlamu, brudu, tłuszczu, nagaru, sadzy, produktów korozji oraz
osadów kamienia kotłowego. Warstwy te usuwa się w toku naprawy: wstępnie, przed
demontażem, głównie dla poprawy warunków pracy i po demontażu zespołów w celu
przeprowadzenia oględzin, pomiarów i konserwacji oraz przywrócenia elementom normalnych
warunków potrzebnych do eksploatacji.
Elementy można czyścić bezpośrednio w siłowni lub w warsztatach stoczniowych.
Czyszczenie wstępne maszyn przed demontażem oraz czyszczenie końcowe wielu
elementów, których naprawa nie wymaga transportu do warsztatów stoczniowych odbywa się
w siłowni.
Wewnętrzne powierzchnie skrzyń korbowych przemywa się olejem napędowym.
Szczególnie starannie należy myć dolną część podstawy silnika. Powierzchnie myje się ręcznie
przy użyciu szczotek, pędzli i szmat lub za pomocą maszyn (strumieniem oleju z prądownicy
urządzenia myjącego). Urządzenie myjące może mieć obieg zamknięty.
Skrzynię korbową można myć wchodząc do jej wnętrza (jeśli wymiary silnika na to
pozwalają). Przy zmontowanych układach tłokowo-korbowodowych, skrzynię korbową myje
się przez drzwi jej pokryw. Przy zdemontowanych układach robi się to także przez tuleje
cylindrów (w tym wypadku przy zamkniętych pokrywach skrzyni korbowej).
Przed myciem należy wypuścić olej z podstawy silnika, otworzyć drzwi lub pokrywy
otworów skrzyni korbowej, zdemontować siatki wanny olejowej, zabezpieczyć silnik przed
uruchomieniem przez osoby nieupoważnione (także przed obrotem wału korbowego
obracarką), otworzyć na pełną szerokość świetlik maszynowy oraz zapewnić wentylację
skrzyni korbowej wentylatorami pneumatycznymi. Mycia pod natryskiem nie można
przeprowadzać w czasie postoju statku w doku lub przy temperaturze powietrza w siłowni
wyższej niż 310K.
Przy myciu prądownicą siłę strumienia należy regulować tak, aby wystarczyła do usunięcia
zanieczyszczeń, lecz nie powodowała zbędnego rozpylania oleju napędowego. W wypadku
33.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
32
gdy zanieczyszczenia nie ustępują pod działaniem strumienia, należy odczekać aby zmiękły,
a następnie usunąć je szczotką lub pędzlem. Do mycia powierzchni oddalonych od myjącego
stosuje się przedłużacze prądownicy, szczotki i pędzla, a przy myciu przez tuleje cylindrów,
prądownicę przesuwa się pionowo wokół cylindra, tak aby zapewnić dojście strumienia do
wszystkich powierzchni skrzyni korbowej.
Po umyciu skrzyni, za pomocą szczotki usuwa się z wanny olejowej nie wyssane przez
pompę zanieczyszczenia i resztki oleju napędowego, a dno wanny wyciera się do sucha. Na
zakończenie należy przepłukać olejem układ smarowania silnika w celu usunięcia ewentualnych
zanieczyszczeń.
Wyjęcie tulei cylindra z bloku może nastręczać trudności, gdy powierzchnie przestrzeni
chłodzenia bloku cylindrów są pokryte osadami kamienia kotłowego. Tulei nie można
wówczas wyciągnąć z bloku nawet przy użyciu znacznej siły. Aby ją wyjąć, należy uprzednio
rozpuścić osady kamienia za pomocą środków chemicznych, z których najczęściej jest
używany 25% roztwór kwasu solnego (stosuje się go tylko do bloków żeliwnych).
Rozpuszczenie kamienia trwa do kilkudziesięciu minut, zależnie od grubości, zwartości
i składu chemicznego osadów. Jeżeli zachodzi konieczność rozpuszczania osadów w siłowni,
to wszystkie części stalowe, na które mógłby prysnąć roztwór kwasu solnego, pokrywa się
ochronną warstwą tłuszczu, zabezpieczającą stal przed korozją. Rozpuszczony kamień
wypłukuje się z przestrzeni wodnej bloku cylindrów za pomocą strumienia wody. Przy tej
czynności woda wypłukuje z bloku cylindrów także resztki kwasu solnego.
Czyszczenie końcowe elementów maszyn w siłowni przeprowadza się przy użyciu
szczotek drucianych, miękkich szczotek z włosia oraz szmat. Nie zaleca się używania odpadów
bawełnianych ze względu na zawartość w nich pyłu ścierającego czyszczoną powierzchnię.
Czyszczenie elementów maszyn w warsztatach stoczniowych
W czasie napraw większość elementów maszyn czyści się w warsztatach stoczniowych.
Dotyczy to szczególnie remontów dla odnowienia klasy i stwarza większe możliwości
mechanizacji procesu czyszczenia.
Wodorotlenek sodowy (soda kaustyczna) oraz węglan sodowy są zasadniczymi
składnikami roztworów, powodującymi zmydlanie tłuszczów i kwasów tłuszczowych.
Fosforan, szkło wodne i mydło szare są środkami emulgującymi. Proces emulgowania
i odrywania stałych cząstek zanieczyszczeń od powierzchni poprzedza stopienie się smaru
w kąpieli o temperaturze 345 do 365K. Dwuchromian potasu lub sodu wprowadza się do
roztworów w celu ochrony przed korozją odtłuszczonych powierzchni metalu.
Przy myciu części ze stopów aluminium stosuje się roztwory o mniejszej agresywności, nie
zawierające zazwyczaj wodorotlenku sodowego, który działa korozyjnie na te stopy.
Do przemywania filtrów oleju używa się silniej działających roztworów alkalicznych.
Obok alkalicznych roztworów myjących używanych do odtłuszczania elementów maszyn
okrętowych można stosować rozpuszczalniki emulgujące oraz kwaśne roztwory myjące.
W skład tych ostatnich wchodzi kwas fosforowy, substancje powierzchniowo czynne
i rozpuszczalne w wodzie rozpuszczalniki organiczne. Usuwają one nie tylko tłuszcz, lecz
także produkty korozji lekko skorodowanych powierzchni metali.
W zależności od wymiarów odtłuszczanie elementów maszyn przeprowadza się ręcznie
(elementy duże), w komorach natryskowych (elementy średnie) lub przez zanurzenie
w wannach (elementy małe). Przy czyszczeniu ręcznym za pomocą szczotek, a nawet
skrobaków, mechanicznie usuwa się górną warstwę zanieczyszczeń. Następnie na oczyszczone
w ten sposób powierzchnie nanosi się za pomocą pędzli lub szmat odpowiednie roztwory
myjące Po upływie czasu niezbędnego do rozmiękczenia lub rozpuszczenia zanieczyszczeń
płucze się czyszczone powierzchnie gorącą wodą przez polewanie połączone ze ścieraniem,
34.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
33
używając szczotek i szmat. Następnie oczyszczone elementy suszy się przez odmuchanie
sprężonym, podgrzanym powietrzem. Płukanie gorącą wodą i suszenie stosuje się niezależnie
od sposobu czyszczenia i użytych roztworów myjących.
Dotychczas w warsztatach stoczni remontowych usuwa się nagar z elementów silników
spalinowych wyłącznie mechanicznie. Dobre wyniki ma też usuwanie nagaru strumieniem
materiałów ściernych z wykluczeniem śrutu żeliwa i stali, piasku, korundu i elektrokorundu
jako ścierniw zbyt twardych. W grę praktycznie wchodzą tylko zgranulowane tworzywa
sztuczne. Przed mechanicznym usuwaniem nagaru strumieniem ścierniwa dobrze jest zmyć
części silnika jednym z roztworów alkalicznych.
Produkty korozji usuwa się z powierzchni części silnika sposobem mechanicznym lub
chemicznym. W wypadku tulei cylindrów powierzchnie zewnętrzne czyści się mechanicznie
strumieniem piasku kwarcowego lub granulek żeliwa o wymiarach od 0,5 do 1,5 mm
wyrzucanych na czyszczone powierzchnie pod ciśnieniem sprężonego powietrza.
Rys. 6. Przyrządy do czyszczenia mechanicznego: 1 – skrobak,
2 – wirująca szczotka stalowa, 3 – pneumatyczny młotek
trójbijakowy, 4 – szczotka stalowa typu wiertłowego [9, s. 479]
Do chemicznego usuwania produktów korozji zazwyczaj stosuje się 20% roztwory
kwasów solnego lub siarkowego. Na szczególną uwagę zasługują roztwory przygotowane na
bazie kwasu fosforowego, które usuwają jednocześnie nieduże zanieczyszczenia tłuszczu. Do
czyszczenia części zarówno z produktów korozji, jak również i innych zanieczyszczeń,
korzystne jest stosowanie roztworów alkalicznych.
Zanieczyszczenia części składowych aparatury paliwa usuwa się przez przemycie ich
w benzynie, oleju napędowym lub roztworze wodnym kwasu fosforowego i dwuchromianu
potasu. Przemywane części należy przetrzymać w roztworze o temperaturze około 330°K
w czasie 1–1,5 h, a następnie przepłukać gorącą wodą i 2% wodnym roztworem węglanu
sodowego o temperaturze 350 K. Po przepłukaniu, części aparatury paliwa suszy się przez
odmuchanie sprężonym powietrzem lub przetarcie czystymi szmatami.
Głównymi składnikami osadów kamienia kotłowego są węglany wapnia i magnezu oraz
gips. Osady na częściach ze stopów żelaza można zmiękczyć roztworem kwasu solnego
i wypłukać strumieniem gorącej wody. Osady na częściach ze stopów aluminium można
zmiękczyć roztworem kwasów fosforanowego i mlekowego o temperaturze 310K, w czasie
zależnym od grubości i ścisłości warstwy osadów i wypłukać strumieniem gorącej wody.
Przy wykonywaniu nowych lub regeneracji starych odcinków rurociągów występują dwie
odrębne operacje czyszczenia. Pierwsza wykonywana jest po zakończeniu spawania i obróbce
skrawaniem, przed przekazaniem odcinków do próby szczelności. Chodzi tu o usunięcie
wypływów, nadlewów, odprysków elektrod i topnika. Druga operacja wykonywana jest jako
przygotowanie powierzchni odcinków rur do położenia na nie powłoki zabezpieczającej przed
korozją (usunięcie rdzy, zgorzeliny przy nowych odcinkach, tłuszczu, brudu, szlamu, starej
powłoki malarskiej lub cynkowej).
Regeneracja elementów za pomocą żywic epoksydowych
35.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
34
W czasie remontu siłowni używa się kompozycji z żywic epoksydowych do:
– uzupełniania ubytków materiału w postaci wykruszeń, wgnieceń,
– uzupełniania ubytków, szczególnie gdy mogą one powodować utratę szczelności
kadłubów urządzeń i zbiorników (płaszczyzn przylegania połączeń kołnierzowych) lub
zmieniają charakter przypływu cieczy z laminarnego na burzliwy (kadłuby i wirniki pomp,
śruby napędowe), który stwarza niebezpieczeństwo uszkodzeń kawitacyjnych tych
elementów,
– klejenia pierścieni i tulei zamiast dotychczas stosowanych połączeń wtłaczanych,
skurczowych, lutowanych i gwintowanych za pomocą łączników,
– wykonywania odlewanych podkładek pod mechanizmy siłowni zamiast dotychczas
stosowanych, pracochłonnych w obróbce podkładek metalowych,
– osadzania śrub dwustronnych w kadłubach urządzeń w wypadkach utraty wcisku na
średnicy podziałowej połączenia,
– osadzania rur w ścianach sitowych wymienników ciepła zamiast dotychczasowych
połączeń spawanych, lutowanych, roztłaczanych i dławicowych,
– usuwania porowatości odlewów, wypełniania wgłębień oraz usuwania innych wad
odlewów,
– wykonywania zapobiegawczo-ochronnych napraw izolacji elektrycznych, cieplnych lub
akustycznych,
– wykonywania powłok elektroizolacyjnych, antykorozyjnych lub powłok tłumiących
drgania.
Kompozycje epoksydowe, z których otrzymuje się tworzywo, stanowią mieszaninę kilku
składników. W najprostszym wypadku kompozycja składa się z żywicy epoksydowej
i utwardzacza. Najczęściej jednak jest ona wieloskładnikowa i zawiera dodatkowo
plastyfikatory, wypełniacze i rozcieńczalniki.
Do remontów maszyn i urządzeń siłowni używa się przede wszystkim żywic
epoksydowych utwardzanych na zimno. Utwardzacze są to substancje powodujące
wewnętrzne przemiany żywic epoksydowych. Czynią one tworzywo nierozpuszczalnym
i nietopliwym, czyli o własnościach konstrukcyjnych. Stosowane utwardzacze reagują
z żywicami epoksydowymi w reakcji poliaddycji i wbudowują się w strukturę powstającego
tworzywa. Najszersze zastosowanie do remontu urządzeń siłowni znalazł utwardzacz Z-1
(trójetylenoczteroamina) utwardzający żywice epoksydowe w temperaturze pokojowej.
Najszersze zastosowanie znalazły żywice epoksydowe przy remontach siłowni wykonywanych
przez załogę działów maszynowych statków w wypadkach, gdy wymagana jest szybka i
całkowicie pewna naprawa pęknięć i przebić korozyjnych powodujących nieszczelność
rurociągów lub kadłubów urządzeń siłowni, na przykład w sytuacjach awaryjnych, gdy użycie
tradycyjnych metod naprawy (wymiana uszkodzonego elementu lub spawanie) jest niemożliwe.
Wykonywanie prac w siłowni ułatwiają specjalnie do tego celu produkowane zestawy
naprawcze zawierające w skrzynkach metalowych typu narzędziowego podstawowe produkty
chemiczne, materiały pomocnicze i narzędzia niezbędne do wykonywania napraw metodą
klejenia metali.
Naprawa metodą klejenia metali przy użyciu zestawu naprawczego obejmuje:
1) przygotowanie powierzchni uszkodzonego elementu do naprawy,
2) przygotowanie zbrojenia z włókna szklanego,
3) przygotowanie kleju,
4) właściwą naprawę.
Z powierzchni metalu w miejscu naprawy należy usunąć: produkty korozji, smar, brud,
osady kamienia kotłowego, powłokę malarską itp., aż do czystego metalu.
Demontaż linii wałów
36.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
35
W zależności od zakresu naprawy demontaż linii wałów może być częściowy lub
całkowity. Wały pośrednie i przynależne do nich elementy można demontować i wyjmować
podczas postoju statku na wodzie lub w doku, natomiast wał śrubowy i przynależne do niego
elementy można demontować tylko podczas postoju statku w doku. Przystępując do
demontażu linii wałów należy przede wszystkim rozłączyć sprzęgła. Odcinki wału pośredniego
podparte jednym łożyskiem przy normalnej pracy należy przed rozłączeniem sprzęgieł
dodatkowo podeprzeć łożyskami montażowymi.
Zasadniczymi elementami składowymi linii wałów są:
– wał oporowy,
– łożyska oporowe,
– wały pośrednie,
– wał śrubowy,
– sprzęgła,
– łożyska nośne,
– hamulec,
– pochwa wału śrubowego,
– wsporniki wału śrubowego i śruba napędowa.
Schemat długiej linii wałów statku dwuśrubowego przedstawiono na rysunku.
Rys. 7. Linia wałów statku dwuśrubowego: 1 – wspornik wału śrubowego,
2 – pochwa wału śrubowego, 3 – pierścień grodziowy, 4, 5 – pierścienie
nośne, 6 – orzech tylnicy, 7 – silnik, 8 – wał oporowy, 9 – odcinek wału
pośredniego, 10 – wał śrubowy, 11 – główne łożysko oporowe, 12 – łożyska
nośne, 13 – pomocnicze łożysko oporowe, 14 – hamulec, 15 – dławnice
grodziowe, 16 – dławnica wału śrubowego, 11 – śruba napędowa [9, s. 557]
Podporami wału śrubowego są: wspornik 1 i pochwa 2 wału śrubowego. Od strony
dziobowej pochwa jest zamocowana w pierścieniu grodziowym 3. Jej środkową część
podpierają pierścienie nośne 4 i 5, zaś część rufowa zamocowana jest w orzechu tylnicy 6.
Na kolejnym rysunku przedstawiono schemat linii wałów statku jednośrubowego. Wał
śrubowy jest podparty tylko w tulejach pochwy.
Rys. 8. Linia wałów statku jednośrubowego: 1 – śruba napędowa, 2 – tuleje
pochwy wału śrubowego, 3 – pochwa, 4 – wał śrubowy, 5 – dławnica,
6 – łożyska nośne, 7 – odcinki wału pośredniego [9, s. 557]
37.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
36
Przy śrubie o skoku nastawnym linia wałów wyposażona jest w mechanizm zmiany skoku
śruby.
Najbardziej rozpowszechnionym sprzęgłem w siłowniach okrętowych jest sprzęgło
tarczowe sztywne składające się z dwóch półsprzęgieł odkutych razem z wałami lub
nasadzonych na wały. Wszystkie śruby sprzęgła powinny być w zasadzie pasowane. Za zgodą
PRS można pasować tylko 50% śrub, z tym że liczba śrub pasowanych nie może być mniejsza
od trzech.
Po rozłączeniu sprzęgieł przeprowadza się pomiary współosiowości linii wałów. Do
pomiarów występy osiujące kołnierzy powinny być wysunięte z wytoczeń we
współpracujących wałach. Następnie otwiera się łożyska nośne i oporowe oraz demontuje
uszczelnienia przejść wałów przez grodzie.
W razie konieczności wyjęcia zdemontowanych wałów ze statku montuje się wzdłuż
całego tunelu linii wałów szynę jezdną, a obok fundamentów na wysokości około 0,5 m od dna
podwójnego ustawia się podest spacerowy zapewniający bezpieczną obsługę przy przeciąganiu
wałów.
Rys. 9. Kolejność od 1 do 7 wyciągania wałów z tunelu linii wałów statku
jednośrubowego [9, s. 564]
W górnej części poszycia tunelu, w jednej z ładowni statku odkrywa się lub specjalnie
wypala otwór o wymiarach zapewniających swobodne wyjęcie elementu linii wałów
o największym gabarycie. W obrębie otworu montuje się rusztowanie do przejściowego
umieszczenia demontowanych wałów.
Na szynę jezdną zakłada się wózki, podprowadza je nad wał, unosi wał za pomocą
wciągów (czopy wału należy zabezpieczyć przed mechanicznymi uszkodzeniami
w transporcie), podwiesza zawiesiami do wózków, przewozi pod otwór w poszyciu tunelu
i opuszcza na przygotowane rusztowanie. Następnie zakłada się na wał dłuższe zawiesia i przy
użyciu dźwigu (z nadbrzeża lub doku) wyciąga wał przez ładownię na nadbrzeże, skąd za
pomocą przyczepy o odpowiedniej ładowności transportuje się go do warsztatu stoczniowego.
Wały wyciąga się w kolejności od 1 do 7 przedstawionej na rysunku 9.
Do unoszenia wału należy używać zawiesi stalowych o odpowiedniej nośności, zależnej
od kąta α zawartego między zawiesiami i ciężaru wału.
Zawiesia należy zabezpieczyć przed zsunięciem się za pomocą zawiesi manilowych lub
rozpórek z rury stalowej, jak to przedstawiono na rysunku 10.
38.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
37
Rys. 10. Schemat zawieszenia wału przy wyciąganiu z tunelu linii wałów:
1 – zawiesie manilowe, 2 – rozporka zawiesi, 3 i 4 – zawiesia stalowe,
5 – wał, 6 – rura rozpórki, 7 – płaskowniki ograniczające przyspawane
do rury rozpórki, 8 – podkładka o drewniana, 9 – lina o zawiesia
stalowego, A – widok na przejście zawiesia stalowego przez końcówkę
rozpórki
[9, s. 564]
Po zdemontowaniu rurociągu oleju smarowego i czynnika chłodzącego można, w miarę
potrzeby, zdjąć z fundamentów podstawy łożysk oraz oczyścić i zakonserwować powierzchnie
przylegania. Jeżeli zachodzi potrzeba holowania statku z rozebraną linią wałów, trzeba
zabezpieczyć wał śrubowy przed wysunięciem się z pochwy.
Przed wyjęciem wału śrubowego należy:
– zamknąć zawór na rurociągu doprowadzającym olej lub wodę do łożysk pochwy,
– zluzować nakrętkę dławika lub w ogóle wyjąć dławik z dławnicy skrajnika rufowego
– usunąć szczeliwo, aby nie przeszkadzało przy wyciąganiu wału
– zdjąć śrubę napędową.
Przed zdjęciem śruby napędowej usuwa się przede wszystkim okapturzenie (osłonę) oraz
zabezpieczenie nakrętki. Ze względu na duże wymiary nakrętek, do ich odkręcania używa się
specjalnych kluczy i ciężkich młotów oraz wielokrążka, za którego pomocą podtrzymuje się
nacisk klucza. Po odkręceniu nakrętki ściąga się śrubę napędową za pomocą ściągaczy:
mechanicznych lub mechaniczno-hydraulicznych.
Rys. 11. Mechaniczny ściągacz śrub napędowych: 1 – piasta śruby, 2 – jarzmo [9, s. 565]
39.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
38
Rys. 12. Ściągacz śrub napędowych – mechaniczno-hydrauliczny:1 – piasta śruby,
2 – jarzmo, 3 – prasa hydrauliczna, 4 – przewód doprowadzający olej
[9, s. 565]
Zdjęcie śruby napędowej z wału stwarza niekiedy trudności, szczególnie przy niskich
temperaturach. W takich wypadkach można nagrzać piastę śruby, co jednak powinno się
traktować jako ostateczność, bo często przy tym występują odkształcenia trwałe piasty śruby
powodujące konieczność dodatkowej obróbki jej stożka i pasowanie go do stożka wału
śrubowego.
Przy wciąganiu wału śrubowego do wnętrza statku należy zbudować rusztowanie
z rolkami prowadzącymi, na które wciąga się wał. Wał śrubowy wyciąga się z pochwy
wciągnikiem na rusztowanie i przeciąga po rusztowaniu na rolkach do tunelu linii wałów, skąd
analogicznie jak odcinki wału pośredniego, można go wyciągnąć na nabrzeże stoczniowe.
Wymienione rusztowanie służy także do przeciągania pochwy wału śrubowego, jeżeli jest to
konieczne.
Przy wyciąganiu wału śrubowego na zewnątrz statku buduje się, po zdemontowaniu
trzona sterowego, rusztowanie pomocnicze z rolkami. Wały te mają półsprzęgło, które należy
przed wyjęciem wału zdjąć za pomocą ściągacza śrubowego.
Przy demontażu łożysk pochwy zdejmuje się pierścień zabezpieczający listwy gwajakowe
przed wysunięciem się z pochwy oraz wykręca śruby mocujące tuleję brązową do pochwy
wału. W celu wymontowania listew gwajakowych wymontowuje się wpierw listwy ustalające
ich położenie w tulei.
Tuleje pochwy wału śrubowego można wyciągać także razem z wykładzinami,
a wykładziny demontować dopiero w warsztacie stoczniowym.
Tuleje brązowe, tak dziobową jak i rufową, wysuwa się z pochwy za pomocą ściągaczy.
Przedtem z dławnicy usuwa się szczeliwo.
Remonty wałów
Zgięte wały prostuje się metodą mechaniczną, cieplną lub cieplno-mechaniczną według
zasad stosowanych przy naprawie wałów wirników turbin parowych. Jeżeli krzywizna zgięcia
znajduje się blisko tulei nasadzonej na wał, tuleję przed rozpoczęciem operacji prostowania
wału zdejmuje się. Jeżeli strzałka ugięcia nie przekracza 1 mm przy średnicy wału do 250 mm
i 1,8 mm przy średnicy wału ponad 250 mm, krzywiznę można usunąć przez przetoczenie
wału.
Po określeniu głębokości pęknięć powierzchniowych wału, pęknięte miejsca przetacza się
lub spawa. Toczenie można stosować tylko w wypadku, jeżeli nie spowoduje ono zbytniego
osłabienia wału. co sprawdza się przez przeliczenie wytrzymałości wału. Wał toczy się tylko
w obszarze pęknięcia, przy czym przejścia od jednej do drugiej średnicy muszą być płynne
i odpowiadać wymaganiom obróbki wałów. Skrócenie stożka wału pod śrubę napędową lub
40.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
39
sprzęgło (w wyniku przetoczenia cylindrycznej części wału) nie może przekraczać 10%
całkowitej jego długości. Pojedyncze pęknięcia, których nie można usunąć przez przetoczenie
wału z powodu zmniejszenia wytrzymałości po obróbce, mogą być zlikwidowane przez
zaspawanie, jeżeli ich głębokość nie przekracza 0,5%, zaś długość 10% grubości ściany wału
drążonego. W miejscach przeznaczonych do spawania należy wycinać materiał na głębokość
pęknięcia. Przy pęknięciach stożka i powierzchni cylindrycznej przyległej do stożka trzeba
określić, o ile skróci się wał po likwidacji pęknięć w wyniku przetoczenia stożka i czy
skrócenie wału może być zrekompensowane sprzęgłem. Jeżeli jest to możliwe, to wał się
przetacza z jednoczesnym wykonaniem nowego sprzęgła, a gdy pęknięć nie można usunąć
żadnym z podanych sposobów, wał trzeba wymienić.
Miejscowe uszkodzenia gwintu naprawia się przez opiłowanie, pod warunkiem że po
opiłowaniu pozostanie nie mniej niż l/2 wysokości gwintu, jak również długość uszkodzonego
odcinka nie przekroczy 60% długości jednego zwoju, a ogólna długość opiłowanych odcinków
gwintu będzie mniejsza niż 15% długości wszystkich zwojów gwintu wielozwojnego.
Gwint nieznacznie uszkodzony (zgnieciony) można regenerować przez przetoczenie
„cienkim wiórem”, po czym należy wykonać nową nakrętkę. Znaczne uszkodzenie gwintu
można naprawiać przez przetoczenie na mniejszą średnicę i wykonanie gwintu
podwymiarowego (jeżeli obliczenia wykażą dostateczny zapas wytrzymałości) lub naspawanie
miejsc uszkodzonych, czy nawet całej powierzchni gwintowanej i nacięcia na nowo gwintu
znamionowego.
Uszkodzenia krawędzi lub bocznych powierzchni rowków wpustowych usuwa się przez
obróbkę ręczną, przy czym zwiększenie szerokości rowka nie może przekroczyć 10%
szerokości konstrukcyjnej. Należy przy tym odpowiednio zwiększyć rowek śruby napędowej
lub sprzęgła. W szczególnych wypadkach można wykonać wpust o zmiennej szerokości
mający w dolnej części szerokość rowka wału, zaś w górnej części szerokość rowka śruby
(sprzęgła). Różnica szerokości górnej i dolnej części wpustu nie może być jednak większa niż
5% szerokości znamionowej i nie może przekraczać 4 mm.
Rysy i nierówności stwierdzone na czopach wałów oporowych likwiduje się przez
szlifowanie lub toczenie i szlifowanie. Obrobione czopy należy zmierzyć. Odchyłki kołowości
i walcowości czopów po naprawie nie powinny przekraczać wartości podanych w tablicach
katalogowych.
Średnice czopów wałów pośrednich oraz śrubowych, nie mające nasadzonych tulei, mogą
być zmniejszone do średnicy wałów między czopami. O możliwości dalszego zmniejszenia
średnic czopów decyduje się na podstawie obliczeń wytrzymałości wałów według wzorów
podanych w przepisach PRS.
Tuleje brązowe wałów śrubowych wymienia się, jeżeli grubość ich ścian zmniejszyła się
wskutek zużycia więcej niż o 50% grubości konstrukcyjnej, lub gdy ujawniono przechodzące
na wskroś pęknięcia. Nie zaleca się spawania pęknięć tulei.
Powierzchniowe pęknięcia tulei można staczać, pod warunkiem że:
– zostanie zachowany 50% zapas grubości tulei na zużycie eksploatacyjne,
– istnieje pewność, że pęknięcia nie powstały w wyniku naprężeń cieplnych podczas
osadzania tulei na wale,
– największa długość pęknięcia nie przekracza 0,1 średnicy tulei,
– tuleja ma nie więcej niż dwa pęknięcia.
Jeżeli uszkodzenia lub pęknięcia tulei nie przekraczają 1/3 jej długości, wówczas istnieje
możliwość wymiany uszkodzonego fragmentu tulei. Wymieniany fragment należy wykonać
41.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
40
z identycznego materiału. Różnica twardości nowej i starej części tulei nie może być większa
niż 15 HB. Miejsce styku nowej i starej części tulei spawa się według technologii spawania
tulei o długościach powyżej 1500 mm.
Nowe tuleje wału śrubowego odlewa się w stoczni z brązu lub mosiądzu według
dokumentacji linii wałów. W celu uniknięcia wymiany częściowo zużytych listew gwajakowych
można zwiększyć grubość ścian tulei o 25% ich grubości znamionowej. Odlane tuleje należy
przed obróbką mechaniczną poddać próbie hydraulicznej zgodnej z dokumentacją techniczną.
Tulei wykazujących przecieki nie można stosować. Porowatość odlewów usuwa się przez
zanurzenie tulei w roztopionym ołowiu. Po zgrubnej obróbce sprawdza się jej twardość.
Tuleje o długości ponad 1500 mm można wykonywać z dwóch części. Po nasadzeniu na
wał obydwóch części tulei ich krawędzie stykowe fazuje się w celu zaspawania. Przed
spawaniem należy pomiędzy krawędzie obydwóch części tulei wprowadzić drut miedziany, tak
aby szczelnie przylegał do wału, a następnie lekko go rozklepać. Grubość drutu miedzianego
nie powinna przekraczać 0,25 grubości ściany tulei. Materiał dodatkowy użyty do spawania
powinien mieć identyczną twardość lub być miększy od materiału tulei. Podczas spawania
styku tuleję powinno się chłodzić.
Po obróbce należy zaspawany styk przejrzeć i sprawdzić jego twardość. Twardość spoiny
może być większa od twardości materiału tulei nie więcej niż o 15 HB.
Nie stosuje się tulei dzielonych wzdłuż osi i spawanych wzdłużnie.
Po obróbce powierzchnie nowych tulei powinny być gładkie. Niedopuszczalne są
pęknięcia i obce wtrącenia. Na wewnętrznej powierzchni tulei mogą pozostać pojedyncze pory
o głębokości do 2 mm, w liczbie do dwóch na 1 dm2
, jeżeli suma powierzchni porowatej nie
przekracza 5% całkowitej, wewnętrznej powierzchni tulei. Wewnętrzna średnica tulei powinna
być mniejsza o około 0,2% od średnicy miejsca osadzenia na wale w celu uzyskania
odpowiedniego wcisku. Tuleję przed nałożeniem na wał nagrzewa się w piecu elektrycznym do
temperatury około 650K. W celu zapewnienia równomiernego stygnięcia, tuleję, po osadzeniu
na wale, okrywa się.
Odchylenia kołowości i walcowości wewnętrznej powierzchni tulei nie powinny po
obróbce przekraczać 0,06 mm dla wałów o średnicy do 260 mm. Przy wałach o średnicach
powyżej 260 mm dopuszcza się odchyłki kołowości i walcowości wewnętrznych powierzchni
tulei do 0,1 mm (odchyłka walcowości na długości tulei). Po nasadzeniu tulei na wał
i wykańczającej obróbce dokładnie przegląda się zewnętrzną powierzchnię tulei. Nie
dopuszcza się do pracy tulei pękniętych. Natomiast można pozostawić tuleje mające małe pory
o głębokości do 2 mm, w liczbie nie większej niż 1 na 1 dm2
i o powierzchni nie
przekraczającej 3% ogólnej powierzchni zewnętrznej tulei. Obróbka wykańczająca tulei
powinna zapewnić uzyskanie odchyłek kołowości nie większych niż 0,02–0,05 mm i odchyłek
walcowości nie przekraczających 0,03–0,06 mm proporcjonalnie do średnicy wału śrubowego
120–500 mm.
Wały śrubowe małych statków nie zawsze są chronione tulejami brązowymi. W tym
wypadku zużyte czopy można napawać (po uzgodnieniu z PRS). Po napawaniu wał powinno
się wyżarzyć, a następnie przekazać do obróbki mechanicznej.
Lekko skorodowane stożki osadcze wałów należy oczyścić, a w wypadkach znacznej
korozji lub nadmiernego „bicia" można je przetoczyć. Po ostatecznej obróbce stożków i użyciu
do kontroli sprawdzianów i metody „na tusz" sprawdza się dokładność ich kształtów. Przy
braku sprawdzianów, stożki wałów można pasować do stożków współpracujących za pomocą
skrobania. Dokładność pasowania jest dobra, jeśli na powierzchni 25x25 mm przypada nie
mniej niż 2–3 plamy.
Dopuszcza się nieprzyleganie na powierzchni nie przekraczającej 15% całkowitej
powierzchni stożka, przy czym największy wymiar powierzchni nieprzylegającej nie może być
42.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
41
większy od 0,1 średnicy stożka w danym miejscu. Na jednym stożku nie powinno być więcej
niż dwa obszary braku przylegania.
Nie dopuszcza się napawywania powierzchni wałów pod sprzęgła i śruby napędowe.
Podczas naprawy wałów sprawdza się czołowe powierzchnie sprzęgieł. Jeżeli „bicie"
czołowej powierzchni sprzęgła przekracza wartości dopuszczalne, kołnierz sprzęgła należy
przetoczyć.
Sprzęgła nasadza się na cylindryczne powierzchnie wałów za pomocą prasy hydraulicznej.
W celu zapewnienia odpowiedniego wcisku wewnętrzną powierzchnię piasty sprzęgła można
elektrolitycznie pokryć warstwą chromu o grubości do 0,03 mm. W razie potrzeby można
także napawać wewnętrzną powierzchnię piasty sprzęgła po jej wytoczeniu (grubość zdjętej
warstwy 2–3 mm). Wytoczenie przed napawaniem ma na celu przywrócenie prawidłowego
kształtu geometrycznego napawanej powierzchni oraz przesunięcie strefy wtopu w głąb
materiału sprzęgła. Napawaną powierzchnię sprzęgła roztacza się na wymiar zapewniający
uzyskanie żądanego wcisku osadzenia sprzęgła na wale.
Po zakończonej obróbce sprawdza się „bicie" poszczególnych wałów z nasadzonymi na
nie elementami.
W wypadku niepokrywania się otworów pod śruby w kołnierzach sprzęgieł dwóch
sąsiednich wałów rozwierca się je przy złożonych sprzęgłach. Do rozwiercenia ustawia się
wały tak, aby ich osie leżały w jednej linii. Po rozwierceniu otworów zaznacza się położenie
wałów w stosunku do siebie. W przypadku stwierdzenia pęknięć, skorodowania lub
uszkodzenia gwintu śrub łączących sprzęgła, śruby wymienia się na nowe. Śruby stożkowe
wymienia się, jeżeli ich średnica jest zbyt mała, co może wystąpić po rozwierceniu otworów.
Po rozwierceniu otworów cylindrycznych sprzęgieł wymiana śrub jest także niezbędna.
Śruby sprzęgła wykonuje się ze stali kutej. Powierzchnie śrub cylindrycznych
i stożkowych powinny być szlifowane. Odchyłki kołowości i walcowości śrub cylindrycznych
nie powinny przekraczać 0,01mm. Powierzchnie oporowe nakrętek i łbów powinny być
prostopadłe do osi śrub. Śruby cylindryczne powinny szczelnie wchodzić w otwory sprzęgła
pod działaniem lekkich uderzeń. Śruby cylindryczne i stożkowe pasuje się do otworów.
Przyleganie powierzchni oporowych nakrętki i łba śruby do kołnierzy sprzęgła sprawdza
się szczelinomierzem, przy czym płytka o grubości 0,05 mm nie powinna wchodzić pomiędzy
powierzchnie stykowe. W celu określenia miejsca śrub na obwodzie sprzęgła dopasowane
śruby oznacza się.
Po połączeniu wałów śrubowych i pośrednich sprawdza się je w stanie złączonym „na
bicie" na tokarce. W tym celu łączy się kolejno przyległe wały według zasady:
– wał śrubowy z pierwszym wałem pośrednim,
– pierwszy wał pośredni z drugim wałem pośrednim,
– drugi wał pośredni z kolejnym itd.
„Bicia" złączonych wałów nie powinny przekraczać więcej niż o 50% odpowiednie
wartości „bicia" pojedynczych wałów według tablic.
Podczas naprawy wałów śrubowych sprawdza się również stan pokryć ochronnych.
Brakujące lub uszkodzone pokrycia należy odnowić.
Po dokładnym oczyszczeniu środkową część wału (jeżeli cały wał nie jest osłonięty tuleją)
pokrywa się środkiem antykorozyjnym według dokumentacji linii wałów.
Części wałów śrubowych wystające poza kadłub chroni się zwykle przez pokrycie gumą
lub laminatem epoksydowo-szklanym.
Naprawione wały odbiera inspektor DKT i armator. Podczas odbioru sprawdza się
świadectwa (atesty) materiałów, z których wykonano nowe elementy, mierzy czopy i tuleje
wałów, sprawdza „bicie" pojedynczych wałów, „bicie" połączonych wałów, przeprowadza
oględziny zewnętrzne wałów i sprawdza się oznakowania.
43.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
42
Naprawa łożysk na linii wałów.
Łożyska wału śrubowego są tulejami dzielonymi niekiedy w płaszczyźnie poziomej,
umieszczonymi w pochwie i wsporniku. Jeżeli zachodzi obawa, że pochwa wału jest
zniekształcona, na przykład wskutek awarii statku, należy ją sprawdzić za pomocą struny
stalowej, a w razie zniekształcenia pochwę wymontować i wyprostować. Ewentualne pęknięcia
pochwy można zaspawać. Przy każdym wyjęciu pochwy ze statku poddaje się ją próbie
hydraulicznej.
Jeżeli luzy w łożyskach gwajakowych przekroczyły wartości podane w dokumentacji
technicznej, przeprowadza się ich naprawę polegającą na wymianie listew gwajakowych.
Listwy gwajakowe przed wprowadzeniem do łożyska powinno się wymoczyć w wodzie przez
2 do 4 tygodnie. Po wprowadzeniu do łożyska wszystkie listwy gwajakowe powinny szczelnie
przylegać do wewnętrznej powierzchni tulei, co sprawdza się przez ostukanie ich młotkiem.
Głuchy dźwięk świadczy o braku przylegania. W dolnej części tulei należy tak układać listwy,
aby ich włókna były prostopadłe do osi tulei, natomiast w górnej części włókna mogą być
równoległe. Brązowe lub miedziane wzdłużne wkładki zabezpieczające listwy gwajakowe
przed obracaniem się powinny szczelnie przylegać i być dokładnie i pewnie zamocowane na
tulei.
Lignofol – materiał kompozytowy, drewnopochodny, uzyskany przez sklejenie cienkich
warstw drewna (forniru), syntetycznym klejem pod wysokim ciśnieniem. Lignofol posiada
właściwości tj. twardość i wytrzymałość wielokrotnie przewyższające właściwości drewna.
W zależności od układu włókien drewna w płycie, otrzymuje się produkty o różnych
właściwościach. Stosuje się układ włókien równoległy, krzyżowy i gwiaździsty. Dla
zabezpieczenia normalnych warunków pracy wykładzin łożysk wału śrubowego z lignofolu
powinno się je osadzać w tulejach z wciskiem. W tym celu zestaw listew lignofolu obtacza się.
Sklejony zestaw listew wprasowuje się w tuleję. Jeżeli konstrukcja nie przewiduje sklejania
listew wykładziny, układa się je wewnątrz tulei i zaciska w niej za pomocą listwy klinowej.
Listwy z lignofolu moczy się tylko przed roztoczeniem w czasie nie krótszym niż 5 dni ze
względu na mniejszą ich nasiąkliwość wodą, natomiast przed obróbką i osadzeniem w tulejach
nie moczy się. W płaszczyźnie poziomej wykładziny z lignofolu wytacza się kieszenie
o głębokości 2,5–6,0 mm (odpowiednio do średnicy wału) dla zapewnienia utworzenia się
klina smarowego wody. Przed osadzeniem wału śrubowego wykładzinę z lignofolu smaruje się
smarem.
Naprawa łożysk wylanych stopem łożyskowym polega na ich ponownym wylaniu lub
napawaniu tym stopem.
Rys. 13. Warunki pasowania panwi nośnej do gniazda w podstawie łożyska
wału pośredniego: 1 – podstawa łożyska: 2 – panew [9, s. 577]
Wewnętrzną powierzchnię panwi (tulei) wylanych stopem łożyskowym lub wyłożonych
listwami gwajakowymi łub lignofolowymi roztacza się do średnicy większej od średnicy wału
o wartość luzu montażowego.
44.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
43
Po roztoczeniu wylanych lub naspawanych panwi należy sprawdzić przyleganie panwi
nośnych do gniazd łożysk. W tym celu do pokrytego cienką warstwą tuszu łożyska wkłada się
panwie i wykonuje kilka ruchów wahadłowych dla uzyskania punktów (powierzchni) styku.
Jeżeli ich liczba wyniesie 2 lub 3 w kwadracie o wymiarach 25x25 mm, to nośność panwi
można uznać za wystarczającą. W razie potrzeby nośność panwi poprawia się przez skrobanie.
Dopuszczalne granice luzu między panwią a gniazdem łożyska określa się na rysunku
konstrukcyjnym.
Naprawa uszczelnień
Wały uszczelnia się, jeżeli zostało zużyte szczeliwo lub luzy przekroczyły wartości podane
w dokumentacji linii wałów.
Płaszczyzna podziałowa dwuczęściowej tulei prowadzącej (dławika) powinna leżeć
w płaszczyźnie przechodzącej przez oś wytoczenia pod wałem. Powierzchnie stykowe
w płaszczyźnie poziomej należy sprawdzać na płycie kontrolnej, przy czym płytka
szczelinomierza o grubości 0,05 mm nie może wchodzić pomiędzy dopasowane powierzchnie.
Pogięte kołnierze dławika prostuje się, a pęknięte tuleje prowadzące i dławiki wymienia.
Śruby dwustronne i nakrętki muszą mieć czysty i pełny gwint. Zaciśnięcie nakrętek powinno
być możliwe bez użycia klucza. Dławik po założeniu nie może być przekoszony.
Naprawa uszkodzeń śruby napędowej
Do najczęstszych uszkodzeń śruby należą korozja i uszkodzenia mechaniczne.
Uszkodzenia mechaniczne śrub występują przede wszystkim wskutek uderzeń skrzydeł
o obiekty pływające, np. krę lodową. Pęknięcia piast lub skrzydeł u nasady powstają często
wskutek zbyt dużego nagrzania piast przy zdejmowaniu śrub z wałów. Z tego względu, jeżeli
nie można zdjąć śruby z wału samym ściągaczem, zaleca się podgrzewać piastę śruby parą
grzewczą najwyżej do temperatury 350K. Pęknięcia skrzydeł śrub występują też jako skutek
zastosowania niewłaściwych parametrów:
– temperatury grzania śrub przy prostowaniu lub spawaniu,
– rozkładu temperatur na podgrzewanym skrzydle w obszarze naprawy,
– przebiegu stygnięcia śrub po naprawie,
– wyżarzania odprężającego śrub po naprawie lub jako skutek zaniechania wyżarzania.
Do uszkodzeń mechanicznych śrub zalicza się:
– pęknięcia,
– wyszczerbienia,
– wgniecenia (rozklepania),
– zagięcia krawędzi skrzydeł.
Dobór odpowiedniej technologii naprawy śrub zależy od określenia miejsca usytuowania
uszkodzeń. W obszarze A przedstawionym na rysunku 17 dopuszcza się: naprawę wszystkich
uszkodzeń za pomocą szlifowania, prostowania i spawania gazowego, w obszarze B można
naprawiać pojedyncze wżery o głębokości do 10 mm i wyszczerbienia o głębokości do 10 mm
i wysokości do 50 mm za pomocą szlifowania lub spawania elektrycznego. Uszkodzenia
w obszarze C można naprawiać na podstawie uzgodnienia technologii naprawy i oddzielnego
zezwolenia PRS.
45.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
44
Rys. 14. Szkic uszkodzeń mechanicznych śrub napędowych 1 – pęknięcie, 2 – zagięcie,
3 – wyszczerbienie, A – obszar spawania gazowego, B – obszar spawania
elektrycznego, C – obszar napraw warunkowych, R – promień śruby, b –
szerokość skrzydła śruby, h – szerokość wyszczerbienia lub wgniecenia, l –
długość pęknięcia, w – głębokość wyszczerbienia lub wgniecenia, z – głębokość
linii zgięcia, α – kąt zgięcia [9, s. 580]
Granica obszarów A i B zaznaczona na rysunku 17 promieniem 2/3 R dotyczy śrub
mosiężnych. Dla śrub staliwnych i brązowych (w tym stopów typu Novoston) obszar A można
powiększyć kosztem obszaru B, przez przesunięcie ich granicy z promienia 2/3 R do 1/2 R. Ze
względu na brak odpowiednich topników uszkodzenia śrub ze stopów typu Novoston spawa
się łukowo (najkorzystniej metodą MIG), także w obszarze A.
Przy naprawie śrub najczęściej wykonuje się następujące czynności:
– szlifowanie i polerowanie dla usunięcia nierówności (wgniecenia, wżery, odkształcenia)
nie przekraczających 5 mm,
– prostowanie zagiętych skrzydeł,
– spawanie wypełniające wklęsłości i ubytki skrzydeł (zwłaszcza krawędzi), łączące brzegi
pęknięć oraz, szczególnie w wypadkach śrub z brązu aluminiowego, stosowane do
połączenia odlewanych końcówek skrzydeł w miejscu odłamanych lub odciętych,
– nadlewanie w formie piaskowej (na końcu obłamanego skrzydła wykonuje się formę
i odlewa brakującą część skrzydła, roztopiony metal służy przy tym za źródło ciepła do
połączenia starego metalu z nowym,
– wyżarzanie odprężające śrub po prostowaniu zgiętych skrzydeł, spawaniu wypełniającym
wklęsłości i ubytki skrzydeł oraz po nadlewaniu w formie piaskowej,
– obróbkę mechaniczną lub ręczną za pomocą dłutowania, szlifowania i polerowania
spawanych powierzchni skrzydeł lub dolanego segmentu i obszaru jego wtopu w skrzydło
śruby,
– kontrolę śrub po naprawie.
Krawędzie pęknięć pojedynczych przygotowuje się do spawania w sposób pokazany na
rysunku.
46.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
45
Rys. 15. Schemat obróbki mechanicznej krawędzi pojedynczego pęknięcia skrzydła
śruby przed spawaniem [9, s. 582]
Przy zgrupowaniu pęknięć lub pojedynczym pęknięciu dłuższym, końcówkę skrzydła
odcina się i wspawuje się wstawkę.
Przed spawaniem powierzchnie śruby należy odpowiednio oczyścić i przygotować do
procesu spawania.
Przed wykonaniem spoiny materiał w obszarze spawania należy podgrzać.
Rys. 16. Spawanie uszkodzeń skrzydła śruby:
1, 2, 3, 4 – kolejność wykonywania poszczególnych
napraw, 5 – początki ściegów, 6 – kierunek
narastania ściegów [9, s. 583]
Najpierw wykonuje się naprawy na krawędziach skrzydeł w kierunku od środka ku
wierzchołkowi skrzydła, a w końcu się spawa.
Pozwala to na bardziej operatywną naprawę (ciepło spawania dogrzewa środek skrzydła).
Spawanie zaczyna się od jednej strony, a po wyspawaniu wszystkich uszkodzeń obraca się
śrubę na drugą stronę i spawa.
47.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
46
Rys. 17. Spawanie wstawek: a – kierunek spawania 1, 2, 3 – kolejność
układania ściegów, 4 – spoiny szczepne, 5 – wstawka, 6 – skrzydło, b –
układanie ściegów w rowku spawalniczym 1 – 8 – kolejność układania
ściegów w fazach, I, II – kolejność spawania faz [9, s. 583]
Spawacz wykonujący tego rodzaju naprawy powinien posiadać uprawnienia I grupy
zatwierdzone przez PRS.
Przy spawaniu gazowym płomień palników reguluje się z 20–40% nadmiarem tlenu.
Materiał dodatkowy do spawania i topniki dobiera się odpowiednio do materiału spawanej
śruby.
Przy stosunkowo dużej prędkości spawania czas potrzebny na wypłynięcie żużla jest za
krótki. Może to skutkować pojawieniem się wytrąceń niemetalicznych. W celu poprawy
warunków w kąpieli spawalniczej należy zwiększyć kąty ukosowania krawędzi uszkodzeń.
Naddatki wymiarowe wstawek oraz nadlewy lic spoin usuwa się przez dłutowanie,
szlifowanie i polerowanie.
Montowanie linii wałów po pracach remontowych
Najważniejszymi elementami zestawienia linii wałów są: montaż łożyska pochwy, wału
śrubowego i śruby napędowej oraz wałów pośrednich.
Montaż łożysk pochwy, wału śrubowego i śruby
Przed montażem pochwy jej czopy oraz gniazda w tylnicy i skrajniku rufowym smaruje się
towotem. Następnie na pierścień skrajnika nasadza się uszczelkę ołowianą pokrytą kitem
miniowym i wprowadza pochwę do otworu przy użyciu prasy hydraulicznej. W tym celu
należy przyspawać w recesie wspornik oporowy, zgodnie z odpowiednim rysunkiem dla
danego statku. Kołnierz pochwy mocuje się śrubami do skrajnika rufowego, po czym zakłada
i dokręca nakrętkę pochwy. Wciskanie pochwy oraz dokręcanie i zabezpieczanie nakrętki
powinno się odbywać w obecności inspektora PRS.
Tuleje łożysk o ostatecznie obrobionej powierzchni wewnętrznej wciska się do
odpowiednich wytoczeń pochwy i wspornika za pomocą prasy hydraulicznej. Przed
wprowadzeniem tulei ich miejsca osadzenia pokrywa się smarem. Powierzchnie wewnętrzne
pochwy i wsporników, nie stanowiące osadzeń tulei, starannie się czyści i pokrywa minią.
Przed osadzeniem dziobowej tulei pochwy między dziobową a rufową tuleją umieszcza się
pierścienie uszczelniające uniemożliwiające przedostawanie się wody między tuleją i pochwą
do wnętrza statku. Przy montażu tulei wsporników również należy umieszczać pierścienie
uszczelniające, uniemożliwiające przedostawanie się wody między tuleje i wsporniki.
Podczas wciskania tulei należy zwrócić uwagę na pokrywanie się rys kontrolnych
naniesionych na powierzchniach czołowych pochwy (wsporników) oraz powierzchniach
cylindrycznych tulei. Po wciśnięciu zabezpiecza się tuleje przed obrotem w osadzeniach
w sposób przewidziany konstrukcją.
48.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
47
Po upewnieniu się, że wał prawidłowo spoczywa w pochwie i ewentualnym założeniu
półsprzęgła, mierzy się odległość kołnierza wału od stałego punktu w recesie (punkt specjalnie
oznaczony przy budowie statku). Pomiar ten wykonuje się w płaszczyźnie symetrii statku.
Wynik pomiaru powinien być zgodny z zapisem wytwórcy statku. Po pomiarze wysuwa się
wał z powrotem do całkowitego skrycia stożka wraz z gwintem w pochwie w celu
zamontowania śruby. Śrubę przenosi się dźwigiem w rejon tylnicy z lewej lub prawej burty,
wieszając w sposób pokazany na rysunku 18. Następnie przez otwór między sterem a tylnicą
wprowadza się śrubę na miejsce montażu, używając drugiego dźwigu z przeciwnej burty, po
czym wysuwa wał śrubowy, osadza śrubę na stożku wału, zakłada nakrętkę mocującą
i dopiero wówczas zwalnia zawiesia dźwigów
Po nasadzeniu śruby, odległość między rufową powierzchnią czołową piasty śruby,
a krawędzią stożka wału od strony nakrętki nie powinna być mniejsza niż 15 mm. Przy lekko
dokręconej nakrętce płytka szczelinomierza o grubości 0,05 mm nie powinna przechodzić
między powierzchniami przylegania piasty śruby, a nakrętki.
Nakrętkę dokręca się kluczem przez uderzenie w rękojeść młotem. Jeżeli podczas
uderzenia młot odskakuje od rękojeści i wydaje czysty metaliczny dźwięk, uważa się że
nakrętka została dokręcona właściwie.
Rys. 18. Sposób zawieszenia śruby do montażu [9, s. 587]
Dobicie nakrętki wału śrubowego powinno odbywać się w obecności inspektora PRS.
Następnie, zgodnie z rysunkiem konstrukcyjnym, montuje się osłonę nakrętki wału
śrubowego i osłonę nakrętki pochwy (po zabezpieczeniu nakrętek), zaś piastę śruby zalewa
łojem przy wykręconym korku z otworu odpowietrzającego.
Po zamontowaniu uszczelnienia, a przed założeniem szczeliwa, sprawdza się
prawidłowość osiowego przesuwu dławika przez pomiar luzów między kołnierzem dławika
a kadłubem uszczelnienia. Następnie szczelinomierzem mierzy się luzy między tuleją
prowadzącą, dławikiem i wałem. Po założeniu szczeliwa mierzy się luz między dławikiem
a wałem. Należy także sprawdzić przyleganie wału śrubowego do łożysk pochwy przez pomiar
luzu.
Montaż wałów pośrednich
Naprawione wały pośrednie wprowadza się do tunelu linii wałów w sposób odwrotny do
opisanego przy ich demontażu i ustawia na łożyskach. Jeżeli wały są podparte na jednym
łożysku, to dodatkowo podpiera się je jednym łożyskiem montażowym, a gdy jednoodcinkowy
wał pośredni nie jest w ogóle podparty, to ustawia się go na dwóch łożyskach montażowych.
Najważniejszym elementem montażu jest układanie linii wałów. Sposób ułożenia powinien
zapewnić utrzymanie wartości momentów gnących i sił tnących na sprzęgłach
w dopuszczalnych dla nich granicach, uwarunkowanych zachowaniem zdolności linii wałów do
49.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
48
pracy przy pewnym skrzywieniu osi. Przy wyborze sposobu układania bierze się pod uwagę
własności konstrukcyjne linii wałów, a szczególnie jej długość i schemat rozmieszczenia
łożysk. Wybór sposobu układania zależy też od tego, czy linię wałów układa się w doku, czy
też na wodzie. Ponadto należy ustalić bazę układania. Jeżeli nie zachodzi potrzeba
przemieszczania silnika czy wału śrubowego, wówczas bazę może stanowić silnik lub wał
śrubowy. Przy niedopuszczalnej niewspółosiowości wałów wybór bazy układania zależy od
zakresu prac związanych z przemieszczeniem silnika lub wału śrubowego.
Niezależnie od przyjętego sposobu układania i długości linii wałów mających oddzielne
wały oporowe w pierwszej kolejności ustawia się wał oporowy w stosunku do wału silnika lub
dużego koła zębatego przekładni.
Wybór sposobu układania zależy również od wyposażenia stoczni i kwalifikacji
pracowników. Przed rozpoczęciem montażu wałów pośrednich należy usunąć z tunelu zbędne
rusztowania, zanitować pokrywę otworu lub wspawać wypaloną uprzednio część poszycia
tunelu, zluzować dławnice wału śrubowego aż do wycieku wody (w celu dokładnego ułożenia
się wału śrubowego w tulejach gwajakowych). W wypadku niezgodności wymiarów z danymi
wytwórcy statku, wał śrubowy przesuwa się lub dociska.
Wały pośrednie osiuje się wstępnie na sprzęgłach. Do przesuwania łożysk przy osiowaniu
„góra – dół” stosuje się: podkładki sferyczne, śruby odciskowe lub kliny (przy łożyskach
montowanych na podkładkach stałych), zaś przy osiowaniu „prawa – lewa burta” stosuje się
kliny wbijane między kołnierze a ściany tunelu.
Po wstępnym osiowaniu wszystkich wałów następuje osiowanie ostateczne.
Przy łączeniu wału oporowego (jeśli jest oddzielny) lub wału pośredniego z wałem
korbowym silnika często ogranicza się dopuszczalne załamanie. Kontrolny pomiar
sprężynowania wału korbowego silnika po przyłączeniu wału przysilnikowego powinien
wykazać odchyłki nie przekraczające odchyłek dopuszczalnych dla danego silnika,
a sprężynowanie na ostatniej korbie powinno być dodatnie.
W czasie osiowania należy również sprawdzać za pomocą szczelinomierza prawidłowość
ułożenia się wałów w łożyskach. Poza tym demontuje się pokrywy łożysk i mierzy opad wału
w łożyskach. Różnica między pomiarami wykonanymi w warsztacie a analogicznymi
pomiarami wykonanymi na statku nie powinna przekraczać 0,03 mm. Po uzyskaniu wszystkich
wyników osiowania w granicach dopuszczalnych mocuje się łożyska do fundamentów
w sposób zgodny z rysunkiem konstrukcyjnym. I tak, przy montażu linii wałów na
podkładkach stałych, podkładki pasuje się, rozwierca otwory pod śruby pasowane, zakłada,
dokręca i zabezpiecza śruby fundamentowe. Natomiast przy liniach montowanych na
podkładkach sferycznych, podkładki ustawia się na odpowiednią wysokość, dokręca
i zabezpiecza śruby fundamentowe oraz zabezpiecza podkładki sferyczne przed obrotem.
Następnie konserwuje się podkładki i śruby fundamentowe wazeliną techniczną.
Tak przygotowaną linię wałów zgłasza się do odbioru przez inspektora DKT i armatora,
którzy powinni także asystować przy „zabijaniu” śrub pasowanych łączących poszczególne
kołnierze linii wałów. Przy,,zabijaniu" śrub obowiązuje utrzymanie numeracji otworów i śrub
z demontarzu.
Prace remontowe przy rurociągach
Demontaż rurociągów
Do zakresu demontażu układów i rurociągów wchodzą z reguły następujące czynności:
– wyłączenie z ruchu poszczególnych odcinków lub całości rurociągów danego układu,
– oznaczenie demontowanych elementów,
– rozbieranie połączeń oraz zdejmowanie rur i armatury z ich miejsc usytuowania,
– montaż wytrzymałościowych i lekkich zaślepek,
50.
„Projekt współfinansowany ześrodków Europejskiego Funduszu Społecznego”
49
– transport zdemontowanych elementów do warsztatu,
– rozbieranie zdemontowanych elementów.
Po wyłączeniu z ruchu rurociągów układu należy je opróżnić z czynnika roboczego na
przykład przez przedmuchanie sprężonym powietrzem.
Po zakończeniu powyższej (pierwszej) operacji przystępuje się do oznaczania
demontowanych odcinków rurociągów i armatury za pomocą odpowiednich tabliczek. Na
każdej tabliczce powinno się wybijać obowiązkowo następujące oznaczenia:
– nazwę naprawianego statku lub numer zlecenia remontowego,
– skróconą nazwę pomieszczenia, w którym zainstalowany jest demontowany element,
– numer kolejny demontowanego elementu zgodnie z oznaczeniem przyjętym w schemacie
demontażowym lub innym.
Po założeniu tabliczek oznaczeniowych na rurociągach i armaturze przystępuje się do
właściwego ich demontażu. Najpierw usuwa się śruby z połączeń kołnierzy. Jeśli nakrętek nie
można odkręcić kluczami, wówczas przecina się je odpowiednimi narzędziami lub odcina wraz
ze śrubami za pomocą palnika acetylenowego. Przy tego rodzaju pracach należy postępować
ostrożnie, aby nie uszkodzić powierzchni kołnierzy połączeń.
Poza tym należy tu korzystać z urządzeń podnośnikowych (talii, krążków) oraz
rusztowań.
Po usunięciu śrub przystępuje się do rozłączania połączeń kołnierzy. Czynność tę najlepiej
wykonywać za pomocą specjalnych przyrządów.
Naprawa rurociągów stalowych
Rurociągi parowe zwłaszcza o wyższych ciśnieniach roboczych podlegają specjalnym
warunkom naprawy. Obowiązują w tym zakresie następujące wytyczne:
– rurociągi pozostawia się bez naprawy, jeśli głębokość powierzchniowych wżerów
korozyjnych na ich ścianach nie przekracza 10% znamionowej grubości ściany,
– rurociągi dyskwalifikuje się, gdy na ich prostych odcinkach stwierdzono grupowe wżery
korozyjne, a wśród nich pojedyncze wżery, o głębokości przekraczającej 30%
znamionowej grubości ściany rury,
– rurociągi dyskwalifikuje się, gdy na powierzchniach wewnętrznych zgięć i fal
kompensatorów występują grupowe wżery korozyjne, a wśród nich 4 pojedyncze wżery
o głębokości przekraczającej 20% znamionowej grubości rury, będące na powierzchni
około 10 cm2
,
– jeśli liczba, głębokość i rozmieszczenie wżerów na powierzchniach rurociągów jest bliska
danym wyszczególnionym w punktach wcześniejszych, wówczas dalszą ich przydatność
określa się na podstawie analizy sumarycznej liczby, rozmieszczenia i głębokości wżerów,
– w wypadku zmiany wartości naciągu montażowego o ±20% w stosunku do wartości
znamionowej (obliczeniowej) kompensatory można dopuścić do eksploatacji dopiero po
dodatnich wynikach odpowiednich przeliczeń,
– jeżeli wyniki badań chociażby jednej śruby połączenia kołnierzy rurociągów wykażą
gorsze własności mechaniczne w stosunku do wymagań norm, wówczas przeprowadza się
badania podwójnej liczby śrub wziętych uprzednio do badań, jeśli 20% ogólnej liczby
badanych śrub daje niezgodne z normami wyniki, to wszystkie śruby danego rurociągu
należy wymienić na nowe,
– śruby połączeń kołnierzy wymienia się na nowe w wypadku stwierdzenia zużycia
i uszkodzeń (skorodowania, zmniejszenia średnicy, zerwania gwintu itp.),
– sposób naprawy innych rodzajów uszkodzeń uzgadnia się z PRS.

![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Piotr Dubis
Wykonywanie remontów maszyn i urządzeń pomocniczych
siłowni okrętowych 314[03].Z3.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007](https://image.slidesharecdn.com/technik-190614104035/85/18-1-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Ireneusz Kocoń
mgr inż. Michał Sylwestrzak
Opracowanie redakcyjne:
mgr inż. Piotr Dubis
Konsultacja:
dr inż. Marcin Chrzan
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 314[03].Z3.03.
„Wykonywanie remontów maszyn i urządzeń pomocniczych siłowni okrętowych”, zawartego
w modułowym programie nauczania dla zawodu technik mechanik okrętowy
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007](https://image.slidesharecdn.com/technik-190614104035/85/18-2-320.jpg)


![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
314[03].Z3.02
Eksploatowanie
siłowni okrętowych
314[03].Z3.01
Rozróżnianie
elementów
konstrukcyjnych i
wyposażenia siłowni
314[03].Z3.03
Wykonywanie remontów maszyn
i urządzeń pomocniczych siłowni
okrętowych
Moduł 314[03].Z3
Siłownie okrętowe](https://image.slidesharecdn.com/technik-190614104035/85/18-5-320.jpg)











![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
O poprawności wskazań oraz czułości proszkowej defektoskopii magnetycznej w znacznej
mierze decydują:
– rodzaj i wartość magnesowania,
– jakość proszku i zawiesiny,
– jakość badanej powierzchni,
– sposób zamocowania elementu i polewania zawiesiną,
– oświetlenie przy odczycie i sposób utrwalenia obrazu magnetycznego.
Wybór proszku zależy od wymaganych warunków kontroli. Do ujawnienia małych wad
powierzchniowych najlepiej nadaje się proszek drobnoziarnisty. Do wykrywania większych
wad, a szczególnie podpowierzchniowych, lepiej jest używać proszku grubszego.
O jakości zawiesiny decyduje nie tylko rodzaj proszku lecz także rodzaj użytej cieczy.
Ziarna proszku układają się w miejscach pęknięć i wad najlepiej na powierzchniach czystych,
gładkich i jasnych, tworząc dobry kontrast, pozwalający uzyskać ostre obrazy magnetyczne.
Zamocowanie elementu pomiędzy nadbiegunnikami powinno zapewniać dobry ich styk
i wymagany kierunek strumienia magnetycznego.
Defektoskopia radiologiczna
Do badania elementów metodami radiologicznymi stosuje się defektoskopy stanowiące
źródła promieni X (lampy rentgenowskie) i promieni Y (izotopy promieniotwórcze, najczęściej
preparaty promieniotwórczego kobaltu). Metody radiologiczne oparte są na zjawisku
pochłaniania promieni X i Y w badanych elementach i wykrywania różnic natężenia tego
promieniowania, zależnie od grubości i gęstości materiału. W ten sposób mogą być wykryte
wady, które są właśnie miejscami o zmniejszonej gęstości materiału (wtrącenia żużlowe spoin,
pęknięcia).
Rys. 1. Kierunki napromieniowania spoin czołowych,1 – osłony ołowiane chroniące
przed promieniowaniem rozproszonym, 2 – kaseta z błoną fotograficzną
[9, s. 36]
Badane spoiny należy oczyścić z zanieczyszczeń, które dają na radiogramach plamy
zacierające obraz spoiny. Bezwzględnie należy usunąć minię ołowianą, która pochłania
promienie rentgenowskie. W miejscu wykonywania zdjęć obok spoiny należy umieścić numer
z cyfr ołowianych oraz wybić identyczny numer, co ułatwia następnie odszukanie wadliwego
odcinka spoiny.
Promienie przechodzą przez materiał i działają na znajdującą się za elementem błonę
fotograficzną. Jeżeli w elemencie (spoinie) znajdują się pęknięcia, wtrącenia niemetaliczne
(żużle), pory gazowe, jamy usadowe lub inne wady (brak przetopu spoiny) naruszające
jednolitość materiału, to będą one łatwiej przepuszczać promienie. Na rentgenowskim zdjęciu
wady spoiny widoczne są jako ciemne punkty, plamy i linie na jasnym tle (pozytyw). Pęknięcia
spoiny ujawniają się w postaci zygzakowatych czarnych linii. Brak przetopu występuje
w postaci czarnych linii w miejscach zetknięcia się spoiwa z materiałem rodzimym. Pory
gazowe i wtrącenia żużlowe w połączeniach spawanych występują na kliszy w postaci mniej
prawidłowych czarnych punktów o różnym nasileniu czerni.](https://image.slidesharecdn.com/technik-190614104035/85/18-17-320.jpg)


![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Przesunięcie i załamanie osi wałów może wystąpić jednocześnie tak w płaszczyźnie
pionowej (góra, dół), jak i w płaszczyźnie poziomej (prawa burta, lewa burta).
Najprostszym sposobem osiowania wałów jest wykonanie pomiarów za pomocą liniału
i szczelinomierza. Liniał zakłada się na kołnierz jednego z wałów i mierzy się szczelinomierzem
prześwit pomiędzy liniałem i kołnierzem drugiego wału. Odstęp ten mierzy się dwukrotnie
w górnym i dolnym położeniu liniału względem osiowanego wału.
W celu wyznaczenia wartości załamania osi mierzy się szczelinomierzem górne i dolne
rozchylenia kołnierzy.
Rys. 2. Schemat pomiarów przesunięcia i załamania przy osiowaniu wałów za
pomocą liniału i szczelinomierza: a – pomiar przesunięcia osi wałów, b –
pomiar załamania osi wałów [9, s. 43]
Sprawdzenie wzajemnego położenia osi wałów za pomocą liniału i szczelinomierza jest
wystarczająco dokładne przy dużych średnicach kołnierzy, pod warunkiem że ich,,bicie''
promieniowe i osiowe (to ostatnie mierzone na średnicy zewnętrznej) nie przekracza 0,3 mm.
Jeżeli czynniki te nie są spełnione, sprawdzenie osiowości przeprowadza się przy użyciu
specjalnych kowadełek. Są to specjalnego kształtu kątowniki mocowane na kołnierzach wałów
i wyposażone w śruby mikrometryczne lub czujniki zegarowe.
Zwykle umieszcza się na kołnierzach wałów dwie pary kowadełek, co zwiększa liczbę
pomiarów i dokładność wyznaczenia średnich wartości pomiarów.
Weryfikacja linii wałów przed demontażem
Zakres remontu linii wałów określa się na podstawie wyników weryfikacji
przeprowadzanej w trakcie demontażu w stoczni. Weryfikacja zdemontowanej linii wałów
składa się z oględzin zewnętrznych i pomiarów podczas postoju statku na wodzie i w doku
oraz w warsztacie stoczniowym (po przetransportowaniu wałów).
Podczas weryfikacji przy postoju statku na wodzie mierzy się luzy w łożyskach, sprawdza
przyleganie czopów wałów do stopu łożyskowego i panwi do gniazd łożysk, określa zużycie
stopu łożyskowego i czopów wałów, sprawdza jakość zamocowania łożysk do fundamentów,
mierzy się luzy w dławnicach oraz współosiowość wałów. Jeżeli przewiduje się demontaż
i wyjęcie linii wałów ze statku, mierzy się ponadto grubość podkładek pod maszyną napędową
oraz łożyskami oporowymi i nośnymi.
Luzy promieniowe w łożyskach nośnych i luzy osiowe w łożyskach oporowych mierzy się
za pomocą odcisków ołowiu (łożyska ślizgowe). Jeżeli istniejące luzy przekraczają wartości
dopuszczalne, łożyska kwalifikują się do regeneracji.
Stopień przylegania czopów wałów do stopu łożyskowego i panwi do gniazd łożysk
w wypadkach nasuwających wątpliwości sprawdza się metodą „na tusz”. W łożyskach
zakwalifikowanych do regeneracji takiego sprawdzania nie przeprowadza się.](https://image.slidesharecdn.com/technik-190614104035/85/18-20-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Zużycie stopu łożyskowego określa się przez pomiar grubości panwi i segmentów
oporowych łącznie ze stopem łożyskowym za pomocą mikromierza. Wyniki pomiarów
porównuje się z danymi montażowymi, po czym ocenia się zużycie stopu. Grubość stopu
łożyskowego w łożyskach mających pierścienie awaryjne mierzy się nad tymi pierścieniami.
Zatarcia łożysk, wykruszenia lub odstawanie stopu łożyskowego określa się przez
oględziny powierzchni stopu. Przy stwierdzeniu zmniejszenia się grubości warstwy stopu
łożyskowego dla wałów o średnicy poniżej 150 mm – do 2 mm, dla wałów o średnicy 150 do
300 mm – do 3 mm, a dla wałów o średnicy ponad 300 mm – do 4 mm łożyska kwalifikuje się
do regeneracji. Łożyska wymagają również regeneracji przy wykruszeniu się stopu
obejmującym więcej niż 3% powierzchni, wylania oraz nieprzyleganiu stopu do bocznych
powierzchni panwi na większej długości niż 5% całkowitej długości panwi.
Linie wałów na mniejszych statkach są niekiedy ułożone w łożyskach tocznych. Zużycie
tych łożysk określa się przez pomiar luzu średnicowego i osiowego podczas przeglądu.
Średnice czopów mierzy się w trzech płaszczyznach dzielących czop na cztery równe
części, a w każdej płaszczyźnie dokonuje się pomiaru w dwóch prostopadłych do siebie
kierunkach, dających największe różnice pomiarów. Orientacyjne wartości dopuszczalnych
odchyłek kołowości i walcowości czopów wałów pośrednich i oporowych podano w tablicy.
Tab. 1. Dopuszczalne wartości odchyłek kołowości i walcowości czopów walów pośrednich i oporowych
w zależności od średnicy czopa wału [9, s. 559]
Po obróbce
W okresie
eksploatacji
odchyłka odchyłka odchyłka odchyłka
Średnica czopa wału
kołowości walcowości kołowości walcowości
[mm] [mm] [mm/m] [mm] [mm/m]
do 150 0,02 0,02 0,15 0,20
151 – 200 0,02 0,02 0,20 0,30
201 – 300 0,02 0,03 0,25 0,35
301 – 400 0,03 0,04 0,35 0,40
401 – 500 0,04 0,05 0,35 0,50
Jakość zamocowania łożysk do fundamentów sprawdza się za pomocą szczelinomierza.
Luzy między podkładkami, a podstawami łożysk i fundamentami sprawdza się przy
niedokręconych nakrętkach śrub, a luzy między nakrętkami i łbami śrub, a półkami
fundamentów i łapami kadłubów łożysk sprawdzamy przy dokręconych nakrętkach. Jeżeli
płytka szczelinomierza 0,05 mm wchodzi w szczeliny między powierzchniami przylegania
głębiej niż 5 do 7 mm, to należy poprawić pasowność tych powierzchni.
Luzy w uszczelnieniach przejść linii wału przez grodzie mierzy się szczelinomierzem po
obu stronach grodzi, w kierunku pionowym i poziomym oraz po obu stronach wału. Wyniki
pomiarów porównuje się z danymi dokumentacji technicznej. Położenia wymiarów mierzonych
pokazane są rysunku poniżej. Przy luzach przekraczających wartości dopuszczalne lub przy
zużyciu szczeliwa dławnicę kwalifikuje się do regeneracji.](https://image.slidesharecdn.com/technik-190614104035/85/18-21-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Rys. 3. Wymiary określające luzy uszczelnienia przejścia wału
pośredniego przez grodzie: A – średnica zewnętrzna dławika,
A1 – średnica wewnętrzna kadłuba dławnicy, B – średnica wału,
B1 – średnica wewnętrzna dławika, C – średnica wewnętrzna tulei
oporowej dławnicy [9, s. 560]
Po postawieniu statku w doku przeprowadza się oględziny i pomiary tych elementów linii
wałów, których nie można było weryfikować na statku zwodowanym. Chodzi tu przede
wszystkim o pomiary szczelinomierzem luzów promieniowych w łożyskach i dławnicy pochwy
wału śrubowego oraz w łożyskach wsporników. Ponadto sprawdza się prawidłowość
osadzenia i zamocowania śruby napędowej, włącznie z pomiarem długości stożka wału za
piastą śruby od strony dziobowej, dla oceny możliwości pasowania śruby na stożku wału.
W celu oceny zakresu naprawy wyniki pomiarów luzów w łożyskach wsporników
i pochwy oraz dławnicy porównuje się z dopuszczalną wartością luzów wynikającą
z dokumentacji linii wałów.
Wartość luzu montażowego dla średnicy wału nie podanej w tablicach można obliczyć
według wzoru np. dla łożysk ze stopem cynowym L = (0,001d + 0,5) mm.
Przy prędkości obwodowej wału do 5 m/s w łożyskach pochwy i wsporników zamiast
listew z drewna gwajakowego można stosować listwy z tak zwanego lignofolu, to jest
laminatu
fenolowo-formaldehydowego zbrojonego fornirem z drewna brzozowego. Dopuszczalne luzy
przyjmuje się dla tych łożysk analogicznie jak dla łożysk wylanych stopem o osnowie cyny
spełniającej rolę smaru. Na wał śrubowy pracujący w tulejach gumowych nakładane są na
gorąco tuleje brązowe, które przy zużyciu wymienia się.
Przy przeglądzie dławnicy pochwy wału śrubowego ustala się:
– ewentualne zgięcie kołnierza dławika,
– pęknięcia tulei prowadzącej i dławika,
– zużycie szczeliwa,
– stan śrub i nakrętek dławika.
Luzy mierzy się szczelinomierzem w płaszczyznach poziomej i pionowej, po obu stronach
wału śrubowego.
Ostatnim etapem ustalenia stanu linii wału jest weryfikacja jej elementów w warsztacie
stoczniowym po wymontowaniu ich ze statku.](https://image.slidesharecdn.com/technik-190614104035/85/18-22-320.jpg)






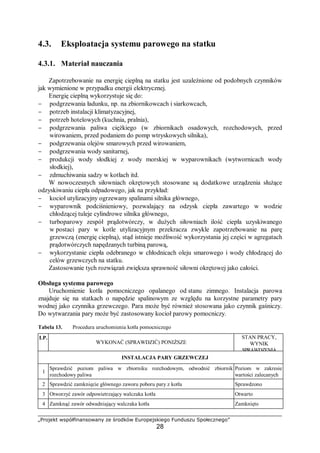
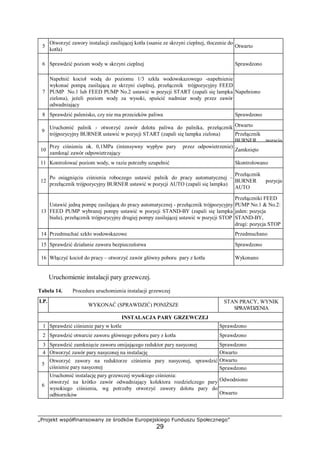
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Prace remontowe
4.3.1. Materiał nauczania
Prace demontażowe w siłowni
Przed demontażem należy dokładnie zapoznać się z instrukcją techniczno-ruchową,
określającą między innymi kolejność demontażu danej maszyny czy urządzenia. W pierwszej
kolejności demontuje się przyrządy kontrolno-pomiarowe, armaturę, rurociągi i mechanizmy
zawieszone na kadłubie maszyny lub urządzenia w celu ich ochrony przed uszkodzeniami
i ułatwienia dalszego demontażu.
Jedną z podstawowych zasad przy demontażu jest zwracanie uwagi na oznakowanie
elementów, określające ich wzajemne położenie. Jeżeli takich znaków nie ma, to nanosi się je
za pomocą znaczników.
Rys. 4. Przykładowa instrukcja eksploatacyjna kolejności
odkręcania nakrętek śrub łączących głowicę silnika
spalinowego z blokiem cylindrów [9, s. 46]
Dla przykładu, przy demontażu rurociągu można oznaczyć wspólną cyfrą przylegające
kołnierze sąsiednich odcinków rurociągu.
Po zdemontowaniu zawieszonego mechanizmu, zdjęciu pokrywy, odłączeniu przewodu
itp., otwory powstałe w kadłubie maszyny należy zabezpieczyć zaślepką przed dostaniem się
do wnętrza obcych ciał.
Bardzo ważną sprawą przy demontażu pokryw, głowic i dużych połączeń gwintowych jest
przestrzeganie ustalonych w instrukcjach eksploatacyjnych kolejności odkręcania nakrętek.
Nieumiejętne odkręcanie nakrętek może spowodować odkształcenie płaszczyzn przylegania
połączenia, a w wypadku łączenia elementów żeliwnych ich pęknięcie. Przestrzeganie
właściwej kolejności odkręcania nakrętek jest szczególnie ważne przy elementach o kształcie
podłużnym. W tym wypadku odkręcanie nakrętek należy rozpoczynać od końców złącza,
a następnie przesuwać się na przemian z lewej i prawej strony do jego środka. Kolejność
odkręcania nakrętek śrub rozmieszczonych na obwodzie koła przedstawiono na rysunku.
W celu zapobieżenia odkształceniom i pęknięciom demontowanych elementów odkręcanie
nakrętek śrub należy wykonywać stopniowo, o jeden lub kilka chwytów każdej nakrętki
w jednym obejściu.
W wypadkach stwierdzenia w czasie demontażu uszkodzenia gwintu dwustronnych śrub
pod nakrętką, rozluźnienia pasowania przylegania gwintu śruby w gwincie otworu obudowy
(utrata wcisku), zgięcia, pęknięcia lub załamania należy śrubę usunąć. Kłopotliwe jest niekiedy
usunięcie części złamanej śruby pozostającej w otworze.](https://image.slidesharecdn.com/technik-190614104035/85/18-31-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 5. Narzędzia do demontażu połączeń wciskanych: a – ściągacz przenośny,
1 – śruba, 2 – belka poprzeczna, 3 – łapy, 4 – kulka, 5 – dźwignia
pokrętła, 6 – element wciskany, 7 – element zewnętrzny, b – wybijak
do demontażu połączeń wciskanych: 1 – wybijak, 2 – element
wciskany, 3 – element zewnętrzny [9, s. 48]
Do demontażu połączeń wciskanych służą ściągacze, których również używa się do
montażu tych połączeń. Budowę prostego ściągacza przedstawiono na rysunku 5a. Jeżeli
rozłączenie połączenia nie wymaga dużej siły, można do tego celu stosować wybijak (rys. 5b),
opierając go o wytłaczany element i uderzając w niego młotkiem. Wybijak powinien być
wykonany z miększego materiału niż wytłaczany element. Do wytłaczania dużych elementów
stosuje się prasy hydrauliczne, śrubowe i zębatkowe oraz specjalne przyrządy.
Czyszczenie elementów maszyn
W czasie eksploatacji elementy maszyn, mechanizmów i urządzeń siłowni okrętowych
mogą pokrywać się warstwą szlamu, brudu, tłuszczu, nagaru, sadzy, produktów korozji oraz
osadów kamienia kotłowego. Warstwy te usuwa się w toku naprawy: wstępnie, przed
demontażem, głównie dla poprawy warunków pracy i po demontażu zespołów w celu
przeprowadzenia oględzin, pomiarów i konserwacji oraz przywrócenia elementom normalnych
warunków potrzebnych do eksploatacji.
Elementy można czyścić bezpośrednio w siłowni lub w warsztatach stoczniowych.
Czyszczenie wstępne maszyn przed demontażem oraz czyszczenie końcowe wielu
elementów, których naprawa nie wymaga transportu do warsztatów stoczniowych odbywa się
w siłowni.
Wewnętrzne powierzchnie skrzyń korbowych przemywa się olejem napędowym.
Szczególnie starannie należy myć dolną część podstawy silnika. Powierzchnie myje się ręcznie
przy użyciu szczotek, pędzli i szmat lub za pomocą maszyn (strumieniem oleju z prądownicy
urządzenia myjącego). Urządzenie myjące może mieć obieg zamknięty.
Skrzynię korbową można myć wchodząc do jej wnętrza (jeśli wymiary silnika na to
pozwalają). Przy zmontowanych układach tłokowo-korbowodowych, skrzynię korbową myje
się przez drzwi jej pokryw. Przy zdemontowanych układach robi się to także przez tuleje
cylindrów (w tym wypadku przy zamkniętych pokrywach skrzyni korbowej).
Przed myciem należy wypuścić olej z podstawy silnika, otworzyć drzwi lub pokrywy
otworów skrzyni korbowej, zdemontować siatki wanny olejowej, zabezpieczyć silnik przed
uruchomieniem przez osoby nieupoważnione (także przed obrotem wału korbowego
obracarką), otworzyć na pełną szerokość świetlik maszynowy oraz zapewnić wentylację
skrzyni korbowej wentylatorami pneumatycznymi. Mycia pod natryskiem nie można
przeprowadzać w czasie postoju statku w doku lub przy temperaturze powietrza w siłowni
wyższej niż 310K.
Przy myciu prądownicą siłę strumienia należy regulować tak, aby wystarczyła do usunięcia
zanieczyszczeń, lecz nie powodowała zbędnego rozpylania oleju napędowego. W wypadku](https://image.slidesharecdn.com/technik-190614104035/85/18-32-320.jpg)
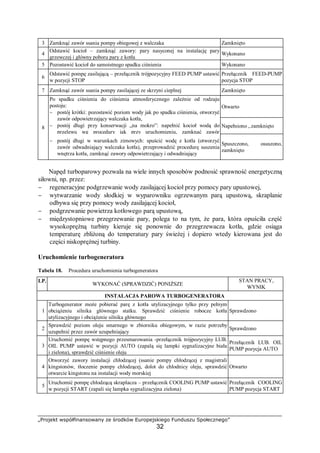
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
używając szczotek i szmat. Następnie oczyszczone elementy suszy się przez odmuchanie
sprężonym, podgrzanym powietrzem. Płukanie gorącą wodą i suszenie stosuje się niezależnie
od sposobu czyszczenia i użytych roztworów myjących.
Dotychczas w warsztatach stoczni remontowych usuwa się nagar z elementów silników
spalinowych wyłącznie mechanicznie. Dobre wyniki ma też usuwanie nagaru strumieniem
materiałów ściernych z wykluczeniem śrutu żeliwa i stali, piasku, korundu i elektrokorundu
jako ścierniw zbyt twardych. W grę praktycznie wchodzą tylko zgranulowane tworzywa
sztuczne. Przed mechanicznym usuwaniem nagaru strumieniem ścierniwa dobrze jest zmyć
części silnika jednym z roztworów alkalicznych.
Produkty korozji usuwa się z powierzchni części silnika sposobem mechanicznym lub
chemicznym. W wypadku tulei cylindrów powierzchnie zewnętrzne czyści się mechanicznie
strumieniem piasku kwarcowego lub granulek żeliwa o wymiarach od 0,5 do 1,5 mm
wyrzucanych na czyszczone powierzchnie pod ciśnieniem sprężonego powietrza.
Rys. 6. Przyrządy do czyszczenia mechanicznego: 1 – skrobak,
2 – wirująca szczotka stalowa, 3 – pneumatyczny młotek
trójbijakowy, 4 – szczotka stalowa typu wiertłowego [9, s. 479]
Do chemicznego usuwania produktów korozji zazwyczaj stosuje się 20% roztwory
kwasów solnego lub siarkowego. Na szczególną uwagę zasługują roztwory przygotowane na
bazie kwasu fosforowego, które usuwają jednocześnie nieduże zanieczyszczenia tłuszczu. Do
czyszczenia części zarówno z produktów korozji, jak również i innych zanieczyszczeń,
korzystne jest stosowanie roztworów alkalicznych.
Zanieczyszczenia części składowych aparatury paliwa usuwa się przez przemycie ich
w benzynie, oleju napędowym lub roztworze wodnym kwasu fosforowego i dwuchromianu
potasu. Przemywane części należy przetrzymać w roztworze o temperaturze około 330°K
w czasie 1–1,5 h, a następnie przepłukać gorącą wodą i 2% wodnym roztworem węglanu
sodowego o temperaturze 350 K. Po przepłukaniu, części aparatury paliwa suszy się przez
odmuchanie sprężonym powietrzem lub przetarcie czystymi szmatami.
Głównymi składnikami osadów kamienia kotłowego są węglany wapnia i magnezu oraz
gips. Osady na częściach ze stopów żelaza można zmiękczyć roztworem kwasu solnego
i wypłukać strumieniem gorącej wody. Osady na częściach ze stopów aluminium można
zmiękczyć roztworem kwasów fosforanowego i mlekowego o temperaturze 310K, w czasie
zależnym od grubości i ścisłości warstwy osadów i wypłukać strumieniem gorącej wody.
Przy wykonywaniu nowych lub regeneracji starych odcinków rurociągów występują dwie
odrębne operacje czyszczenia. Pierwsza wykonywana jest po zakończeniu spawania i obróbce
skrawaniem, przed przekazaniem odcinków do próby szczelności. Chodzi tu o usunięcie
wypływów, nadlewów, odprysków elektrod i topnika. Druga operacja wykonywana jest jako
przygotowanie powierzchni odcinków rur do położenia na nie powłoki zabezpieczającej przed
korozją (usunięcie rdzy, zgorzeliny przy nowych odcinkach, tłuszczu, brudu, szlamu, starej
powłoki malarskiej lub cynkowej).
Regeneracja elementów za pomocą żywic epoksydowych](https://image.slidesharecdn.com/technik-190614104035/85/18-34-320.jpg)

![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
W zależności od zakresu naprawy demontaż linii wałów może być częściowy lub
całkowity. Wały pośrednie i przynależne do nich elementy można demontować i wyjmować
podczas postoju statku na wodzie lub w doku, natomiast wał śrubowy i przynależne do niego
elementy można demontować tylko podczas postoju statku w doku. Przystępując do
demontażu linii wałów należy przede wszystkim rozłączyć sprzęgła. Odcinki wału pośredniego
podparte jednym łożyskiem przy normalnej pracy należy przed rozłączeniem sprzęgieł
dodatkowo podeprzeć łożyskami montażowymi.
Zasadniczymi elementami składowymi linii wałów są:
– wał oporowy,
– łożyska oporowe,
– wały pośrednie,
– wał śrubowy,
– sprzęgła,
– łożyska nośne,
– hamulec,
– pochwa wału śrubowego,
– wsporniki wału śrubowego i śruba napędowa.
Schemat długiej linii wałów statku dwuśrubowego przedstawiono na rysunku.
Rys. 7. Linia wałów statku dwuśrubowego: 1 – wspornik wału śrubowego,
2 – pochwa wału śrubowego, 3 – pierścień grodziowy, 4, 5 – pierścienie
nośne, 6 – orzech tylnicy, 7 – silnik, 8 – wał oporowy, 9 – odcinek wału
pośredniego, 10 – wał śrubowy, 11 – główne łożysko oporowe, 12 – łożyska
nośne, 13 – pomocnicze łożysko oporowe, 14 – hamulec, 15 – dławnice
grodziowe, 16 – dławnica wału śrubowego, 11 – śruba napędowa [9, s. 557]
Podporami wału śrubowego są: wspornik 1 i pochwa 2 wału śrubowego. Od strony
dziobowej pochwa jest zamocowana w pierścieniu grodziowym 3. Jej środkową część
podpierają pierścienie nośne 4 i 5, zaś część rufowa zamocowana jest w orzechu tylnicy 6.
Na kolejnym rysunku przedstawiono schemat linii wałów statku jednośrubowego. Wał
śrubowy jest podparty tylko w tulejach pochwy.
Rys. 8. Linia wałów statku jednośrubowego: 1 – śruba napędowa, 2 – tuleje
pochwy wału śrubowego, 3 – pochwa, 4 – wał śrubowy, 5 – dławnica,
6 – łożyska nośne, 7 – odcinki wału pośredniego [9, s. 557]](https://image.slidesharecdn.com/technik-190614104035/85/18-36-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Przy śrubie o skoku nastawnym linia wałów wyposażona jest w mechanizm zmiany skoku
śruby.
Najbardziej rozpowszechnionym sprzęgłem w siłowniach okrętowych jest sprzęgło
tarczowe sztywne składające się z dwóch półsprzęgieł odkutych razem z wałami lub
nasadzonych na wały. Wszystkie śruby sprzęgła powinny być w zasadzie pasowane. Za zgodą
PRS można pasować tylko 50% śrub, z tym że liczba śrub pasowanych nie może być mniejsza
od trzech.
Po rozłączeniu sprzęgieł przeprowadza się pomiary współosiowości linii wałów. Do
pomiarów występy osiujące kołnierzy powinny być wysunięte z wytoczeń we
współpracujących wałach. Następnie otwiera się łożyska nośne i oporowe oraz demontuje
uszczelnienia przejść wałów przez grodzie.
W razie konieczności wyjęcia zdemontowanych wałów ze statku montuje się wzdłuż
całego tunelu linii wałów szynę jezdną, a obok fundamentów na wysokości około 0,5 m od dna
podwójnego ustawia się podest spacerowy zapewniający bezpieczną obsługę przy przeciąganiu
wałów.
Rys. 9. Kolejność od 1 do 7 wyciągania wałów z tunelu linii wałów statku
jednośrubowego [9, s. 564]
W górnej części poszycia tunelu, w jednej z ładowni statku odkrywa się lub specjalnie
wypala otwór o wymiarach zapewniających swobodne wyjęcie elementu linii wałów
o największym gabarycie. W obrębie otworu montuje się rusztowanie do przejściowego
umieszczenia demontowanych wałów.
Na szynę jezdną zakłada się wózki, podprowadza je nad wał, unosi wał za pomocą
wciągów (czopy wału należy zabezpieczyć przed mechanicznymi uszkodzeniami
w transporcie), podwiesza zawiesiami do wózków, przewozi pod otwór w poszyciu tunelu
i opuszcza na przygotowane rusztowanie. Następnie zakłada się na wał dłuższe zawiesia i przy
użyciu dźwigu (z nadbrzeża lub doku) wyciąga wał przez ładownię na nadbrzeże, skąd za
pomocą przyczepy o odpowiedniej ładowności transportuje się go do warsztatu stoczniowego.
Wały wyciąga się w kolejności od 1 do 7 przedstawionej na rysunku 9.
Do unoszenia wału należy używać zawiesi stalowych o odpowiedniej nośności, zależnej
od kąta α zawartego między zawiesiami i ciężaru wału.
Zawiesia należy zabezpieczyć przed zsunięciem się za pomocą zawiesi manilowych lub
rozpórek z rury stalowej, jak to przedstawiono na rysunku 10.](https://image.slidesharecdn.com/technik-190614104035/85/18-37-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 10. Schemat zawieszenia wału przy wyciąganiu z tunelu linii wałów:
1 – zawiesie manilowe, 2 – rozporka zawiesi, 3 i 4 – zawiesia stalowe,
5 – wał, 6 – rura rozpórki, 7 – płaskowniki ograniczające przyspawane
do rury rozpórki, 8 – podkładka o drewniana, 9 – lina o zawiesia
stalowego, A – widok na przejście zawiesia stalowego przez końcówkę
rozpórki
[9, s. 564]
Po zdemontowaniu rurociągu oleju smarowego i czynnika chłodzącego można, w miarę
potrzeby, zdjąć z fundamentów podstawy łożysk oraz oczyścić i zakonserwować powierzchnie
przylegania. Jeżeli zachodzi potrzeba holowania statku z rozebraną linią wałów, trzeba
zabezpieczyć wał śrubowy przed wysunięciem się z pochwy.
Przed wyjęciem wału śrubowego należy:
– zamknąć zawór na rurociągu doprowadzającym olej lub wodę do łożysk pochwy,
– zluzować nakrętkę dławika lub w ogóle wyjąć dławik z dławnicy skrajnika rufowego
– usunąć szczeliwo, aby nie przeszkadzało przy wyciąganiu wału
– zdjąć śrubę napędową.
Przed zdjęciem śruby napędowej usuwa się przede wszystkim okapturzenie (osłonę) oraz
zabezpieczenie nakrętki. Ze względu na duże wymiary nakrętek, do ich odkręcania używa się
specjalnych kluczy i ciężkich młotów oraz wielokrążka, za którego pomocą podtrzymuje się
nacisk klucza. Po odkręceniu nakrętki ściąga się śrubę napędową za pomocą ściągaczy:
mechanicznych lub mechaniczno-hydraulicznych.
Rys. 11. Mechaniczny ściągacz śrub napędowych: 1 – piasta śruby, 2 – jarzmo [9, s. 565]](https://image.slidesharecdn.com/technik-190614104035/85/18-38-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 12. Ściągacz śrub napędowych – mechaniczno-hydrauliczny:1 – piasta śruby,
2 – jarzmo, 3 – prasa hydrauliczna, 4 – przewód doprowadzający olej
[9, s. 565]
Zdjęcie śruby napędowej z wału stwarza niekiedy trudności, szczególnie przy niskich
temperaturach. W takich wypadkach można nagrzać piastę śruby, co jednak powinno się
traktować jako ostateczność, bo często przy tym występują odkształcenia trwałe piasty śruby
powodujące konieczność dodatkowej obróbki jej stożka i pasowanie go do stożka wału
śrubowego.
Przy wciąganiu wału śrubowego do wnętrza statku należy zbudować rusztowanie
z rolkami prowadzącymi, na które wciąga się wał. Wał śrubowy wyciąga się z pochwy
wciągnikiem na rusztowanie i przeciąga po rusztowaniu na rolkach do tunelu linii wałów, skąd
analogicznie jak odcinki wału pośredniego, można go wyciągnąć na nabrzeże stoczniowe.
Wymienione rusztowanie służy także do przeciągania pochwy wału śrubowego, jeżeli jest to
konieczne.
Przy wyciąganiu wału śrubowego na zewnątrz statku buduje się, po zdemontowaniu
trzona sterowego, rusztowanie pomocnicze z rolkami. Wały te mają półsprzęgło, które należy
przed wyjęciem wału zdjąć za pomocą ściągacza śrubowego.
Przy demontażu łożysk pochwy zdejmuje się pierścień zabezpieczający listwy gwajakowe
przed wysunięciem się z pochwy oraz wykręca śruby mocujące tuleję brązową do pochwy
wału. W celu wymontowania listew gwajakowych wymontowuje się wpierw listwy ustalające
ich położenie w tulei.
Tuleje pochwy wału śrubowego można wyciągać także razem z wykładzinami,
a wykładziny demontować dopiero w warsztacie stoczniowym.
Tuleje brązowe, tak dziobową jak i rufową, wysuwa się z pochwy za pomocą ściągaczy.
Przedtem z dławnicy usuwa się szczeliwo.
Remonty wałów
Zgięte wały prostuje się metodą mechaniczną, cieplną lub cieplno-mechaniczną według
zasad stosowanych przy naprawie wałów wirników turbin parowych. Jeżeli krzywizna zgięcia
znajduje się blisko tulei nasadzonej na wał, tuleję przed rozpoczęciem operacji prostowania
wału zdejmuje się. Jeżeli strzałka ugięcia nie przekracza 1 mm przy średnicy wału do 250 mm
i 1,8 mm przy średnicy wału ponad 250 mm, krzywiznę można usunąć przez przetoczenie
wału.
Po określeniu głębokości pęknięć powierzchniowych wału, pęknięte miejsca przetacza się
lub spawa. Toczenie można stosować tylko w wypadku, jeżeli nie spowoduje ono zbytniego
osłabienia wału. co sprawdza się przez przeliczenie wytrzymałości wału. Wał toczy się tylko
w obszarze pęknięcia, przy czym przejścia od jednej do drugiej średnicy muszą być płynne
i odpowiadać wymaganiom obróbki wałów. Skrócenie stożka wału pod śrubę napędową lub](https://image.slidesharecdn.com/technik-190614104035/85/18-39-320.jpg)



![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Naprawa łożysk na linii wałów.
Łożyska wału śrubowego są tulejami dzielonymi niekiedy w płaszczyźnie poziomej,
umieszczonymi w pochwie i wsporniku. Jeżeli zachodzi obawa, że pochwa wału jest
zniekształcona, na przykład wskutek awarii statku, należy ją sprawdzić za pomocą struny
stalowej, a w razie zniekształcenia pochwę wymontować i wyprostować. Ewentualne pęknięcia
pochwy można zaspawać. Przy każdym wyjęciu pochwy ze statku poddaje się ją próbie
hydraulicznej.
Jeżeli luzy w łożyskach gwajakowych przekroczyły wartości podane w dokumentacji
technicznej, przeprowadza się ich naprawę polegającą na wymianie listew gwajakowych.
Listwy gwajakowe przed wprowadzeniem do łożyska powinno się wymoczyć w wodzie przez
2 do 4 tygodnie. Po wprowadzeniu do łożyska wszystkie listwy gwajakowe powinny szczelnie
przylegać do wewnętrznej powierzchni tulei, co sprawdza się przez ostukanie ich młotkiem.
Głuchy dźwięk świadczy o braku przylegania. W dolnej części tulei należy tak układać listwy,
aby ich włókna były prostopadłe do osi tulei, natomiast w górnej części włókna mogą być
równoległe. Brązowe lub miedziane wzdłużne wkładki zabezpieczające listwy gwajakowe
przed obracaniem się powinny szczelnie przylegać i być dokładnie i pewnie zamocowane na
tulei.
Lignofol – materiał kompozytowy, drewnopochodny, uzyskany przez sklejenie cienkich
warstw drewna (forniru), syntetycznym klejem pod wysokim ciśnieniem. Lignofol posiada
właściwości tj. twardość i wytrzymałość wielokrotnie przewyższające właściwości drewna.
W zależności od układu włókien drewna w płycie, otrzymuje się produkty o różnych
właściwościach. Stosuje się układ włókien równoległy, krzyżowy i gwiaździsty. Dla
zabezpieczenia normalnych warunków pracy wykładzin łożysk wału śrubowego z lignofolu
powinno się je osadzać w tulejach z wciskiem. W tym celu zestaw listew lignofolu obtacza się.
Sklejony zestaw listew wprasowuje się w tuleję. Jeżeli konstrukcja nie przewiduje sklejania
listew wykładziny, układa się je wewnątrz tulei i zaciska w niej za pomocą listwy klinowej.
Listwy z lignofolu moczy się tylko przed roztoczeniem w czasie nie krótszym niż 5 dni ze
względu na mniejszą ich nasiąkliwość wodą, natomiast przed obróbką i osadzeniem w tulejach
nie moczy się. W płaszczyźnie poziomej wykładziny z lignofolu wytacza się kieszenie
o głębokości 2,5–6,0 mm (odpowiednio do średnicy wału) dla zapewnienia utworzenia się
klina smarowego wody. Przed osadzeniem wału śrubowego wykładzinę z lignofolu smaruje się
smarem.
Naprawa łożysk wylanych stopem łożyskowym polega na ich ponownym wylaniu lub
napawaniu tym stopem.
Rys. 13. Warunki pasowania panwi nośnej do gniazda w podstawie łożyska
wału pośredniego: 1 – podstawa łożyska: 2 – panew [9, s. 577]
Wewnętrzną powierzchnię panwi (tulei) wylanych stopem łożyskowym lub wyłożonych
listwami gwajakowymi łub lignofolowymi roztacza się do średnicy większej od średnicy wału
o wartość luzu montażowego.](https://image.slidesharecdn.com/technik-190614104035/85/18-43-320.jpg)

![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 14. Szkic uszkodzeń mechanicznych śrub napędowych 1 – pęknięcie, 2 – zagięcie,
3 – wyszczerbienie, A – obszar spawania gazowego, B – obszar spawania
elektrycznego, C – obszar napraw warunkowych, R – promień śruby, b –
szerokość skrzydła śruby, h – szerokość wyszczerbienia lub wgniecenia, l –
długość pęknięcia, w – głębokość wyszczerbienia lub wgniecenia, z – głębokość
linii zgięcia, α – kąt zgięcia [9, s. 580]
Granica obszarów A i B zaznaczona na rysunku 17 promieniem 2/3 R dotyczy śrub
mosiężnych. Dla śrub staliwnych i brązowych (w tym stopów typu Novoston) obszar A można
powiększyć kosztem obszaru B, przez przesunięcie ich granicy z promienia 2/3 R do 1/2 R. Ze
względu na brak odpowiednich topników uszkodzenia śrub ze stopów typu Novoston spawa
się łukowo (najkorzystniej metodą MIG), także w obszarze A.
Przy naprawie śrub najczęściej wykonuje się następujące czynności:
– szlifowanie i polerowanie dla usunięcia nierówności (wgniecenia, wżery, odkształcenia)
nie przekraczających 5 mm,
– prostowanie zagiętych skrzydeł,
– spawanie wypełniające wklęsłości i ubytki skrzydeł (zwłaszcza krawędzi), łączące brzegi
pęknięć oraz, szczególnie w wypadkach śrub z brązu aluminiowego, stosowane do
połączenia odlewanych końcówek skrzydeł w miejscu odłamanych lub odciętych,
– nadlewanie w formie piaskowej (na końcu obłamanego skrzydła wykonuje się formę
i odlewa brakującą część skrzydła, roztopiony metal służy przy tym za źródło ciepła do
połączenia starego metalu z nowym,
– wyżarzanie odprężające śrub po prostowaniu zgiętych skrzydeł, spawaniu wypełniającym
wklęsłości i ubytki skrzydeł oraz po nadlewaniu w formie piaskowej,
– obróbkę mechaniczną lub ręczną za pomocą dłutowania, szlifowania i polerowania
spawanych powierzchni skrzydeł lub dolanego segmentu i obszaru jego wtopu w skrzydło
śruby,
– kontrolę śrub po naprawie.
Krawędzie pęknięć pojedynczych przygotowuje się do spawania w sposób pokazany na
rysunku.](https://image.slidesharecdn.com/technik-190614104035/85/18-45-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Rys. 15. Schemat obróbki mechanicznej krawędzi pojedynczego pęknięcia skrzydła
śruby przed spawaniem [9, s. 582]
Przy zgrupowaniu pęknięć lub pojedynczym pęknięciu dłuższym, końcówkę skrzydła
odcina się i wspawuje się wstawkę.
Przed spawaniem powierzchnie śruby należy odpowiednio oczyścić i przygotować do
procesu spawania.
Przed wykonaniem spoiny materiał w obszarze spawania należy podgrzać.
Rys. 16. Spawanie uszkodzeń skrzydła śruby:
1, 2, 3, 4 – kolejność wykonywania poszczególnych
napraw, 5 – początki ściegów, 6 – kierunek
narastania ściegów [9, s. 583]
Najpierw wykonuje się naprawy na krawędziach skrzydeł w kierunku od środka ku
wierzchołkowi skrzydła, a w końcu się spawa.
Pozwala to na bardziej operatywną naprawę (ciepło spawania dogrzewa środek skrzydła).
Spawanie zaczyna się od jednej strony, a po wyspawaniu wszystkich uszkodzeń obraca się
śrubę na drugą stronę i spawa.](https://image.slidesharecdn.com/technik-190614104035/85/18-46-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Rys. 17. Spawanie wstawek: a – kierunek spawania 1, 2, 3 – kolejność
układania ściegów, 4 – spoiny szczepne, 5 – wstawka, 6 – skrzydło, b –
układanie ściegów w rowku spawalniczym 1 – 8 – kolejność układania
ściegów w fazach, I, II – kolejność spawania faz [9, s. 583]
Spawacz wykonujący tego rodzaju naprawy powinien posiadać uprawnienia I grupy
zatwierdzone przez PRS.
Przy spawaniu gazowym płomień palników reguluje się z 20–40% nadmiarem tlenu.
Materiał dodatkowy do spawania i topniki dobiera się odpowiednio do materiału spawanej
śruby.
Przy stosunkowo dużej prędkości spawania czas potrzebny na wypłynięcie żużla jest za
krótki. Może to skutkować pojawieniem się wytrąceń niemetalicznych. W celu poprawy
warunków w kąpieli spawalniczej należy zwiększyć kąty ukosowania krawędzi uszkodzeń.
Naddatki wymiarowe wstawek oraz nadlewy lic spoin usuwa się przez dłutowanie,
szlifowanie i polerowanie.
Montowanie linii wałów po pracach remontowych
Najważniejszymi elementami zestawienia linii wałów są: montaż łożyska pochwy, wału
śrubowego i śruby napędowej oraz wałów pośrednich.
Montaż łożysk pochwy, wału śrubowego i śruby
Przed montażem pochwy jej czopy oraz gniazda w tylnicy i skrajniku rufowym smaruje się
towotem. Następnie na pierścień skrajnika nasadza się uszczelkę ołowianą pokrytą kitem
miniowym i wprowadza pochwę do otworu przy użyciu prasy hydraulicznej. W tym celu
należy przyspawać w recesie wspornik oporowy, zgodnie z odpowiednim rysunkiem dla
danego statku. Kołnierz pochwy mocuje się śrubami do skrajnika rufowego, po czym zakłada
i dokręca nakrętkę pochwy. Wciskanie pochwy oraz dokręcanie i zabezpieczanie nakrętki
powinno się odbywać w obecności inspektora PRS.
Tuleje łożysk o ostatecznie obrobionej powierzchni wewnętrznej wciska się do
odpowiednich wytoczeń pochwy i wspornika za pomocą prasy hydraulicznej. Przed
wprowadzeniem tulei ich miejsca osadzenia pokrywa się smarem. Powierzchnie wewnętrzne
pochwy i wsporników, nie stanowiące osadzeń tulei, starannie się czyści i pokrywa minią.
Przed osadzeniem dziobowej tulei pochwy między dziobową a rufową tuleją umieszcza się
pierścienie uszczelniające uniemożliwiające przedostawanie się wody między tuleją i pochwą
do wnętrza statku. Przy montażu tulei wsporników również należy umieszczać pierścienie
uszczelniające, uniemożliwiające przedostawanie się wody między tuleje i wsporniki.
Podczas wciskania tulei należy zwrócić uwagę na pokrywanie się rys kontrolnych
naniesionych na powierzchniach czołowych pochwy (wsporników) oraz powierzchniach
cylindrycznych tulei. Po wciśnięciu zabezpiecza się tuleje przed obrotem w osadzeniach
w sposób przewidziany konstrukcją.](https://image.slidesharecdn.com/technik-190614104035/85/18-47-320.jpg)
![„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Po upewnieniu się, że wał prawidłowo spoczywa w pochwie i ewentualnym założeniu
półsprzęgła, mierzy się odległość kołnierza wału od stałego punktu w recesie (punkt specjalnie
oznaczony przy budowie statku). Pomiar ten wykonuje się w płaszczyźnie symetrii statku.
Wynik pomiaru powinien być zgodny z zapisem wytwórcy statku. Po pomiarze wysuwa się
wał z powrotem do całkowitego skrycia stożka wraz z gwintem w pochwie w celu
zamontowania śruby. Śrubę przenosi się dźwigiem w rejon tylnicy z lewej lub prawej burty,
wieszając w sposób pokazany na rysunku 18. Następnie przez otwór między sterem a tylnicą
wprowadza się śrubę na miejsce montażu, używając drugiego dźwigu z przeciwnej burty, po
czym wysuwa wał śrubowy, osadza śrubę na stożku wału, zakłada nakrętkę mocującą
i dopiero wówczas zwalnia zawiesia dźwigów
Po nasadzeniu śruby, odległość między rufową powierzchnią czołową piasty śruby,
a krawędzią stożka wału od strony nakrętki nie powinna być mniejsza niż 15 mm. Przy lekko
dokręconej nakrętce płytka szczelinomierza o grubości 0,05 mm nie powinna przechodzić
między powierzchniami przylegania piasty śruby, a nakrętki.
Nakrętkę dokręca się kluczem przez uderzenie w rękojeść młotem. Jeżeli podczas
uderzenia młot odskakuje od rękojeści i wydaje czysty metaliczny dźwięk, uważa się że
nakrętka została dokręcona właściwie.
Rys. 18. Sposób zawieszenia śruby do montażu [9, s. 587]
Dobicie nakrętki wału śrubowego powinno odbywać się w obecności inspektora PRS.
Następnie, zgodnie z rysunkiem konstrukcyjnym, montuje się osłonę nakrętki wału
śrubowego i osłonę nakrętki pochwy (po zabezpieczeniu nakrętek), zaś piastę śruby zalewa
łojem przy wykręconym korku z otworu odpowietrzającego.
Po zamontowaniu uszczelnienia, a przed założeniem szczeliwa, sprawdza się
prawidłowość osiowego przesuwu dławika przez pomiar luzów między kołnierzem dławika
a kadłubem uszczelnienia. Następnie szczelinomierzem mierzy się luzy między tuleją
prowadzącą, dławikiem i wałem. Po założeniu szczeliwa mierzy się luz między dławikiem
a wałem. Należy także sprawdzić przyleganie wału śrubowego do łożysk pochwy przez pomiar
luzu.
Montaż wałów pośrednich
Naprawione wały pośrednie wprowadza się do tunelu linii wałów w sposób odwrotny do
opisanego przy ich demontażu i ustawia na łożyskach. Jeżeli wały są podparte na jednym
łożysku, to dodatkowo podpiera się je jednym łożyskiem montażowym, a gdy jednoodcinkowy
wał pośredni nie jest w ogóle podparty, to ustawia się go na dwóch łożyskach montażowych.
Najważniejszym elementem montażu jest układanie linii wałów. Sposób ułożenia powinien
zapewnić utrzymanie wartości momentów gnących i sił tnących na sprzęgłach
w dopuszczalnych dla nich granicach, uwarunkowanych zachowaniem zdolności linii wałów do](https://image.slidesharecdn.com/technik-190614104035/85/18-48-320.jpg)




























![Gornik.eksploatacji.podziemnej 711[02] z4.04_u](https://cdn.slidesharecdn.com/ss_thumbnails/gornik-160813190725-thumbnail.jpg?width=640&height=640&fit=bounds)


![Gornik.eksploatacji.podziemnej 711[02] o2.02_u](https://cdn.slidesharecdn.com/ss_thumbnails/gornik-160813225849-thumbnail.jpg?width=640&height=640&fit=bounds)
![Technik.mechatronik 311[50] z4.02_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-160829220240-thumbnail.jpg?width=640&height=640&fit=bounds)



![Technik.elektryk 311[08] z2.07_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200511103728-thumbnail.jpg?width=640&height=640&fit=bounds)
![Gornik.eksploatacji.podziemnej 711[02] z1.03_u](https://cdn.slidesharecdn.com/ss_thumbnails/gornik-160813224545-thumbnail.jpg?width=640&height=640&fit=bounds)
![Slusarz 722[03] z1.05_u](https://cdn.slidesharecdn.com/ss_thumbnails/slusarz72203z1-190130111056-thumbnail.jpg?width=640&height=640&fit=bounds)
![Technik.mechatronik 311[50] z2.02_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-160829220649-thumbnail.jpg?width=640&height=640&fit=bounds)

![Slusarz 722[03] z3.01_u](https://cdn.slidesharecdn.com/ss_thumbnails/slusarz72203z3-190130111101-thumbnail.jpg?width=640&height=640&fit=bounds)
![Slusarz 722[03] z3.01_u](https://cdn.slidesharecdn.com/ss_thumbnails/slusarz72203z3-190130113018-thumbnail.jpg?width=640&height=640&fit=bounds)


![Technik.architektury.krajobrazu 321[07] z3.01_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200419112117-thumbnail.jpg?width=640&height=640&fit=bounds)
![Technik.architektury.krajobrazu 321[07] z4.02_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200419112118-thumbnail.jpg?width=640&height=640&fit=bounds)
![Technik.architektury.krajobrazu 321[07] o1.03_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200419122857-thumbnail.jpg?width=640&height=640&fit=bounds)
![Technik.architektury.krajobrazu 321[07] z2.04_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200419112116-thumbnail.jpg?width=640&height=640&fit=bounds)



![Technik.architektury.krajobrazu 321[07] z4.03_u](https://cdn.slidesharecdn.com/ss_thumbnails/technik-200419112119-thumbnail.jpg?width=640&height=640&fit=bounds)











