ČeskoslovENSKÁ SOCIALISTICKÁ
REPUBLIKA osasao raresivo vaateix
Trieda 77 b, 13/01 . . .vydané 15. júla 1881 Vyložené 15. januára 1861
PATENTNÝ SPIs č.
100256
Právo na využitie vynálezu prináleži štátu podľa 3 odst. 6 zák.
. 34/1957 zb.
' . Inž. VILIAM RUŽA, BRATISLAVA
Zariadenie na mechanizovanú výrobu korčulí
Prihlásené 16. februára 1960 (PV 1020-60] . .
Platnosť patentu od 16. februára 1960
· Bežne sa postupuje pri výrobė krasokorčuliarských korčulí tak, že
sa vyrobí korčule, šľapka a pätka, načo sa šľapka a pätka tavným zváraním pevne spoja s krčkami noža
korčule v mieste drážky vopred upravenej v šľapke a v pätke.
Tento známy spôsob má viaceré nevýhody. Zvarené miesto treba veľmi starostlivo
mechanicky opracovať, najčastejšie ručným pilovaním alebo brúsením. Okrem toho treba
zhotoviť plynulý prechod medzi krčkami noža i privarenou pätkou a šľapkou namesením vrstvy
mosadze, cínu alebo iného vhodného materiálu v miestach styku šľapky a pätky s krčkami
noža. Takto zhotovené nánosy treba opěť veľmi starostlivo mechanicky opracovať. Ďalšou
nevýhodou -popísaného spôsobu výroby týchto korčulí zváraním je, že v zváranom spoji
vznikajú vnútorné napätia, ktoré spôsobujú často po nanesení mosadzného námosu v prechode
zvaru praskliny v oblasti ovplyvnenej zváraním.
V bežnej praxi sa zhotovuje zvarový spoj noža s pätkou a šľapkou korčule ručným tavným zváraním
v prípravku, ktorý zaručuje, že miesto . pre námos je vždy vo vodorovnej polohe. Kvalita zvarového spoja
je preto závislá v podstatnej miere od zručnosti a svedomitosti zvárača, ktorý musí byť kvalifikovaný, čo je
ďalšou nevýhodou popísaného spôsobu výroby. Vynálezom sa odstraňujú popísané nevýhody
doterajšieho spôsobu, výroby a umožňuje sa zmechanizovanie výroby pomocou zvláštneho zariadenia. 5.
5.
50
Spôsob výroby podľavynálezu spočíva v tom, že šľapka a pätka korčule, bezsdrážky, pre
pripojenie krčkov noža sa spoja s krčkami noža korčule kapilárnym spájkovaním plameňom
pomocouo sebe známe tvrdej mosadznej spájky za použitia tavidla vo forme pasty na báze bo
raxu. Dielce sa pred spájkovaním uložia navzájom tak, že vytvárajú
medzeru v mieste budúceho spoja o šírke ,05 až ,3 mm.
Krasokorčuliarske a iné obdobné korčule možno vyrábať spôsobom podľa vynálezu pomocou
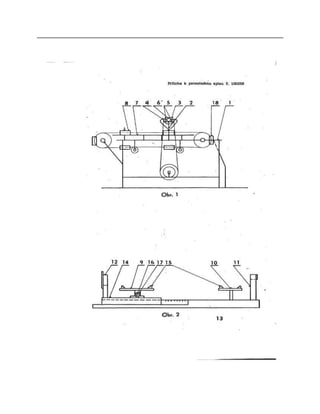
zariadenia znázorneného na obr. 1 a 2. Na obr. 1 je znázornené celkové usporiądanie zariadenia a na
obr. 2 je znázornený uchycovací prípravok pre diėlce korčulí.
Zariadenie pozostáva z nosnej konštrukcie 1, na ktorej je vedenie 2,
na ktorom je suvne uložená ohrievacia hlava pozostávajúca z vodiacej
objímky 3, v ktorej je uchytený dvojnástavcový horák .. Objímka 3 je suvne uložená v dvoch vodiacich
tyčiach , ktoré sú üpevnené v nosných stľpikoch tvoriacich vedenie 2. Na nosných stľpikoch vedenia 2 je
uložená otočná skrutka , ktorá zaberá s nosnou objímkou , a je naháňaná o sebe známym reťazovým
alebo iným prevodom od ručného alebo strojného náhonu.
Na hornej časti nosnej konštrukcie 1 je vedenie , na ktorom sa posunuje sada prípravkov 8 pre
uchytenie dielcov korčule do polohy pre spájkovanie. Prípravok 8 sa skladá z výkyvnej podložky 9 pre
uloženie šľapky korčule, z pevnej podložky 10 pre uloženie pätky korčule, z vo
diacich stľpikov 11 a 12 pre uloženie noža korčule. Podložka 10 a
11 sú upevnené na pevnej základovej doske 13 a. podložka 9 a 12 sú upevnené na doske 14 uloženej
suvne na základovej doske 13.
Na podložkách 9 a 10 sú vytvorené drážky, v ktorých sú suvne upevnené aspoň tri nosné úchytky 15
tvaru L pre uloženie šľapky a pätky do polohy pre spájkovanie.
Výkyvná podložka 9 je pevne spojená s čapom 16 uloženým v dvoch ložiskách 17.
Na popísanom zariadení sa pracuje tak, že dielce korčule sa vložia
do prípravkov , uložených na nekonečnom dopravníku 18, ktorý sa po
hybuje mechanicky prerušovaným pohybom tak, že prípravky 8 s dielcaIni korčule, uloženými do polohy
pre spájkovanie, postupne prichádzajú pod ohrievaciu hlavu s horákom . Spájkovacie plochy dielcov
korčuli sa natrú tavidlovou pastou. .
Horákom , ktorý sa pohybuje pozdľž spájkovaného predmetu posunovaním objíinky 3 po tyčiach , sa
rovnomerne nahrejú postupne dielce korčule v mieste spojov na pracovnú teplotu, načo sa prevedie
spájkovanie popísaným spôsobom. Po zhotovení všetkých spojov korčule sa vysunie na tyčiach 5 horák
4 do krajnej polohy a prípravok 8 so spájkovanou korčulou sa posunie pohybom dopravníka 18 do polohy
za ohrievaciu hlavu, kde sa ochladzuje a súčasne sa prisunie ďalší prípravok 8 s dielcami korčule pod
ohrievaciu hlavu do polohy pre spájkovanie. Prípravok 8 je v polohe pod ohrievacou hlavou mechanicky,
o sebe známym spôsobom zaistený proti posunutiu. «
Spôsobom zhotovovania krasokorčuliarských a iných obdobných korčulí podľa vynálezu sa
dosahuje pokrok v tom, že spájkovaný spoj tvorí plynulý prechod medzi spájkovanými dielcami
tak, že nevyžaduje nákladné doplňkové mechanické opracovanie pred konečnou galvanickou
6.
úpravou korčule. Pevnosťspoja zhotoveného týmto spôsobom odpovedá pev
nosti základného materiálu.
Mechanizovaním výroby korčulí pomocou zariadenia podľa vynálezu sa dosiahne značné
zvýšenie produktivity práce, zlepšienie pracovných podmienok, pričom sa pre obsluhu
zariadënia nevyžaduje kvalifikovaný pracovník. . . . *
8.
3 100256
Predmet patentu
Zariadeniepre mechanizovanú výrobu korčulí z vopred vyrobených dielcov kapilárnym spájkovaním
plameňom, vyznačené tým, že sa skladá z nekonečného dopravníka (18), z ohrievacieho zariadenia
pozostávajúceho z dvojnástavcového horáka (4), uchyteného v objímke (3), suvne uloženej na vodiacich
tyčiach (5), uložených priečne voči dopravníku, spojenej s vodiacou skrutkou (6) mechanicky poháňanou
jedným alebo druhým smerom o sebe známym náhonom a zo sady zariadení či prípravkov (8) pre
uchytenie dielcov korčule do polohy pre spájkovanie, upevnených na dopravníku (18), pričom každý z
týchto prípravkov pozostáva z pevnej základnej dosky (13), na ktorej je pevne uložený vodiaci (11) pre
uloženie jednoho konca noža korčule a podložka 10) pre pätku korčule a z posuvnej dosk y 14] suvne
uloženej na základnej doske 13], nesúcej stľpik (12) pre uloženie druhého konca noža korčule a výkyvne
uloženú podložku (9] pre uloženie šľapky korčule.
Severografia n. p, závod os

![ČeskoslovENSKÁ SOCIALISTICKÁ
REPUBLIKA osas ao raresivo vaateix
Trieda 77 b, 13/01 . . .vydané 15. júla 1881 Vyložené 15. januára 1861
PATENTNÝ SPIs č.
100256
Právo na využitie vynálezu prináleži štátu podľa 3 odst. 6 zák.
. 34/1957 zb.
' . Inž. VILIAM RUŽA, BRATISLAVA
Zariadenie na mechanizovanú výrobu korčulí
Prihlásené 16. februára 1960 (PV 1020-60] . .
Platnosť patentu od 16. februára 1960
· Bežne sa postupuje pri výrobė krasokorčuliarských korčulí tak, že
sa vyrobí korčule, šľapka a pätka, načo sa šľapka a pätka tavným zváraním pevne spoja s krčkami noža
korčule v mieste drážky vopred upravenej v šľapke a v pätke.
Tento známy spôsob má viaceré nevýhody. Zvarené miesto treba veľmi starostlivo
mechanicky opracovať, najčastejšie ručným pilovaním alebo brúsením. Okrem toho treba
zhotoviť plynulý prechod medzi krčkami noža i privarenou pätkou a šľapkou namesením vrstvy
mosadze, cínu alebo iného vhodného materiálu v miestach styku šľapky a pätky s krčkami
noža. Takto zhotovené nánosy treba opěť veľmi starostlivo mechanicky opracovať. Ďalšou
nevýhodou -popísaného spôsobu výroby týchto korčulí zváraním je, že v zváranom spoji
vznikajú vnútorné napätia, ktoré spôsobujú často po nanesení mosadzného námosu v prechode
zvaru praskliny v oblasti ovplyvnenej zváraním.
V bežnej praxi sa zhotovuje zvarový spoj noža s pätkou a šľapkou korčule ručným tavným zváraním
v prípravku, ktorý zaručuje, že miesto . pre námos je vždy vo vodorovnej polohe. Kvalita zvarového spoja
je preto závislá v podstatnej miere od zručnosti a svedomitosti zvárača, ktorý musí byť kvalifikovaný, čo je
ďalšou nevýhodou popísaného spôsobu výroby. Vynálezom sa odstraňujú popísané nevýhody
doterajšieho spôsobu, výroby a umožňuje sa zmechanizovanie výroby pomocou zvláštneho zariadenia. 5.](https://image.slidesharecdn.com/efatbjrtq5ckbtarodxr-signature-342984050dfaec6b9b891de2f70f7dc76b60a9542a6ee04be264c1cdb1315b63-poli-150529201430-lva1-app6892/85/100256-2-320.jpg)




![3 100256
Predmet patentu
Zariadenie pre mechanizovanú výrobu korčulí z vopred vyrobených dielcov kapilárnym spájkovaním
plameňom, vyznačené tým, že sa skladá z nekonečného dopravníka (18), z ohrievacieho zariadenia
pozostávajúceho z dvojnástavcového horáka (4), uchyteného v objímke (3), suvne uloženej na vodiacich
tyčiach (5), uložených priečne voči dopravníku, spojenej s vodiacou skrutkou (6) mechanicky poháňanou
jedným alebo druhým smerom o sebe známym náhonom a zo sady zariadení či prípravkov (8) pre
uchytenie dielcov korčule do polohy pre spájkovanie, upevnených na dopravníku (18), pričom každý z
týchto prípravkov pozostáva z pevnej základnej dosky (13), na ktorej je pevne uložený vodiaci (11) pre
uloženie jednoho konca noža korčule a podložka 10) pre pätku korčule a z posuvnej dosk y 14] suvne
uloženej na základnej doske 13], nesúcej stľpik (12) pre uloženie druhého konca noža korčule a výkyvne
uloženú podložku (9] pre uloženie šľapky korčule.
Severografia n. p, závod os](https://image.slidesharecdn.com/efatbjrtq5ckbtarodxr-signature-342984050dfaec6b9b891de2f70f7dc76b60a9542a6ee04be264c1cdb1315b63-poli-150529201430-lva1-app6892/85/100256-8-320.jpg)