косилов автореферат
•
0 likes•627 views

косилов автореферат

Recommended
More Related Content
What's hot
What's hot (20)
Similar to косилов автореферат
Similar to косилов автореферат (20)
More from Черкаський державний технологічний університет
More from Черкаський державний технологічний університет (20)
косилов автореферат
- 1. МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ ЧЕРКАСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ КОСИЛОВ Сергій Олексійович УДК 519.711/517.977.58 ІНФОРМАЦІЙНА ТЕХНОЛОГІЯ ПІДТРИМКИ ПРИЙНЯТТЯ РІШЕНЬ ПО УПРАВЛІННЮ ПІДПРИЄМСТВОМ КОНВЕЄРНОГО ТИПУ Спеціальність 05.13.06 – інформаційні технології Автореферат дисертації на здобуття наукового ступеня кандидата технічних наук Черкаси – 2017
- 2. 2 Дисертацією є рукопис. Робота виконана в Донецькому національному університеті імені Василя Стуса Міністерства освіти і науки України, м. Вінниця Науковий керівник – кандидат технічних наук, доцент Криводубський Олег Олександрович, Український державний хіміко-технологічний університет (м. Дніпро), доцент кафедри інформаційних систем. Офіційні опоненти – доктор технічних наук, професор Шостак Ігор Володимирович, Національний аерокосмічний університет імені М.Є. Жуковського «Харківський авіаційний інститут», професор кафедри інженерії програмного забезпечення; доктор технічних наук, доцент Федоров Євген Євгенович, Донецький національний технічний університет (м. Покровськ), завідувач кафедри комп’ютерних наук. Захист відбудеться 19 травня 2017 р. о годині на засіданні спеціалізованої вченої ради К 73.052.04 при Черкаському державному технологічному університеті за адресою: Укра- їна, 18006, м. Черкаси, бул. Шевченка, 460, ауд. 229-ІІк. З дисертацією можна ознайомитися в бібліотеці Черкаського державного технологічного університету за адресою: Україна, 18006, м. Черкаси, бул. Шевченка, 460, корп. 2. Автореферат розісланий __ квітня 2017 р. В.о. вченого секретаря спеціалізованої вченої ради, кандидат технічних наук Фауре Е.В.
- 3. 1 ЗАГАЛЬНА ХАРАКТЕРИСТИКА РОБОТИ Актуальність теми. Сучасні підприємства, які використовують техно- логію конвеєрного типу, характеризуються нестабільністю позицій портфеля замовлень і різноманіттям технологічних умов їх виконання. Це призводить до труднощів обчислювального характеру при плануванні виробничої програми і визначає актуальність створення інформаційних технологій, призначених для автоматизації функціональних задач планування, управління, аналізу та оцін- ки показників виробничої діяльності. Наявні інформаційні системи класів MRP, APS, СППР (DSS) забезпечують вирішення низки завдань виробничого планування, але їх недоліками є неможливість адаптації до специфічних біз- нес-процесів на підприємстві, складність формалізації виробничих взаємо- зв'язків і т. п. Тому актуальна розробка інформаційних систем і методів опти- мізації бізнес-процесів. У сучасному трактуванні створення інформаційної технології, яка визначає наповнення систем підтримки прийняття рішень, доз- волить оперативно реагувати на зміну номенклатури портфеля замовлень із прив’язкою до регламенту, який характеризує технологічні особливості вироб- ничого обладнання у послідовності агрегатів. Різноманіття характеристик замовлень і регламентних умов роботи тех- нологічного обладнання обумовлюють доцільність формування логіко-фор- мальних залежностей, що пов'язують перераховані показники і визначають функціональне наповнення інформаційної технології систем підтримки прий- няття рішень, а також розробку математичних моделей для числового розра- хунку показників виробничої діяльності. Сучасні стандарти функціонування таких систем включають постановку задач оптимізації з використанням відо- мих принципів пошуку найкращих рішень по реалізації виробничої програми. Динамічний розвиток інформаційних технологій, задіяних для автома- тизації вирішення виробничих завдань управління, підтримується завдяки до- слідженням провідних вітчизняних вчених – Згуровського М.З., Томашевсь- кого В.М., Панкратовой Н.Д., Павлова О.А., Шостака І.В. і зарубіжних – Хем- ді А.Т., Сальгадо М.Е., Максвелла В.Л., Ейкхоффа П. Умови актуальності визначають тематику, науковий зміст і практичну значимість дисертаційної роботи, які базуються на методах системного аналі- зу, моделювання, оптимізації та розроблених і реалізованих інформаційних технологіях автоматизації функціональних задач управління виробництвом. Зв'язок роботи з науковими програмами, планами, темами. Дисер- таційне дослідження проведено відповідно до постанови Кабінету Міністрів України № 556 від 25.02.2016 р. «Про затвердження переліку пріоритетних те- матичних напрямів наукових досліджень і науково-технічних розробок на пе- ріод до 2020 р.» (розділ «Інформаційні та комунікаційні технології», позиція «Інформаційно-аналітичні системи, системи підтримки прийняття рішень»). Роботу виконано на кафедрі прикладної механіки та комп’ютерних технологій ДВНЗ «Донецький національний університет імені Василя Стуса». При її під-
- 4. 2 готовці вирішено ряд задач, визначених в науково-дослідних роботах Мініс- терства освіти і науки України: "Математичне моделювання процесів і систем у промисловості" (№ ДР 0107U002152), "Економіко-математичне моделю- вання стохастичних и детермінованих систем" (№ ДР 0107U003026), а створе- ний інструментарій пошуку оптимальних рішень використано при виконанні робіт "Розробка методів дослідження міцності та стійкості тонкостінних кон- струкцій при дії різного виду статичних та динамічних навантажень" (№ 0116U002522), "Розробка методів та алгоритмів дослідження міцності та стійкості тонкостінних конструкцій, що перебувають під дією статичних та ди- намічних навантажень" (Ф71/80), в яких автор брав участь як виконавець. Мета і задачі дослідження. Метою роботи є підвищення ефективності управління підприємствами конвеєрного типу шляхом розвитку інструмен- тальних засобів інформаційної технології, призначеної для автоматизованої обробки інформації та прийняття оптимальних рішень. Для досягнення поставленої мети дослідження необхідно: 1. Провести системний аналіз діяльності підприємства: визначити ха- рактеристики замовлень і технологічні умови, які регламентують їх вико- нання; встановити тип підприємства і задачі, що виникають при плануванні його діяльності; визначити особливості інформаційної технології, призначеної для вирішення задач планування. 2. Розробити метод розрахунку показників виробничої програми на ос- нові математичних моделей, який дозволить враховувати взаємозв'язки між показниками і технологічними обмеженнями, виділяти інформацію, яка підля- гає автоматизованій переробці в системі підтримки прийняття рішень та вико- нувати поліваріантні розрахунки і пошук оптимальних значень показників. 3. Здійснити постановку та формалізацію задач прийняття оптимальних рішень при плануванні виробничої програми на підприємстві конвеєрного типу, розробити теоретичні основи оптимізації як елемента інформаційної тех- нології системи підтримки прийняття рішень. 4. Розробити правила автоматизації прийняття оперативних рішень при відхиленні від плану, що забезпечують найбільш ефективне коригування по- казників виробничої програми при збереженні запланованого графіка поста- чання заготовок з урахуванням трудовитрат виробничих бригад. 5. Розробити інформаційну технологію автоматизації функціональних задач планування, управління та аналізу виробничих показників для підпри- ємств конвеєрного типу і оцінити її ефективність. Об'єктом дослідження є процеси автоматизованої переробки інформа- ції, які супроводжують задачі виробничого управління при реалізації виробни- чої програми на підприємствах конвеєрного типу. Предметом дослідження є розробка інструментальних засобів ство- рення і використання інформаційної технології в задачах виробничого харак- теру. Ці засоби включають в себе моделі, правила, алгоритми та програмне за-
- 5. 3 безпечення, що передбачають автоматизацію розрахунків при вирішенні задач оптимального планування і управління. Методи дослідження. Запропонований в роботі інструментарій інфор- маційної технології базується на принципах і методах системного аналізу та теорії управління. Зв'язки між показниками, що характеризують виробництво, описано за допомогою методів дискретної математики, математичної логіки, теорії множин та теорії числення предикатів. Формалізацію задачі оптималь- ного планування реалізовано з використанням методів оптимізації та дослід- ження операцій. Для числового розв’язання оптимізаційної задачі застосову- ється комбінація генетичного програмування та методу штрафних функцій із використанням алгоритмів багатовимірного цілочисельного програмування. Наукова новизна отриманих результатів. У ході дослідження одер- жано наступні наукові результати. 1. Вперше розроблено двоїстий метод зворотного і прямого розрахунку виробничих показників, оснований на логіко-формальних та аналітичних мо- делях взаємозв'язків між характеристиками замовлень, заготовок і технологіч- ними обмеженнями. Метод дозволяє, на відміну від існуючих, визначати мно- жину усіх можливих партій заготовок для виконання замовлень планового пе- ріоду як основи поліваріантних розрахунків виробничої програми, формувати область допустимих значень задачі оптимального планування для підприємств конвеєрного типу з великою кількістю нелінійних технологічних обмежень. 2. Вперше розроблено правила формалізації показників, що характери- зують час виконання виробничої програми, основою яких є поліноміальна мо- дель розрахунку тривалості виконання всіх замовлень в залежності від послі- довності направлення партій заготовок у виробництво з урахуванням техноло- гічних обмежень. Правила, на відміну від існуючих, дозволяють здійснити формальну постановку задачі оптимального планування на підприємствах конвеєрного типу і сформувати модель обмеження на своєчасне виконання за- мовлень, призначену для визначення найбільш ефективної послідовності ви- конання замовлень з мінімальною тривалістю технологічних процесів. 3. Удосконалено методи автоматизації функціональних задач управлін- ня – запропоновано алгоритм пошуку оптимального розв’язку задачі плану- вання. На відміну від існуючих, алгоритм враховує технологічні обмеження у вигляді штрафних функцій і реалізує пошук для об'єктів конвеєрного типу з різноманіттям нелінійних технологічних обмежень. 4. Отримала подальший розвиток методика багатоетапної декомпозиції як основи інформаційної технології планування – шляхом врахування взаємо- зв'язків виробничих показників з нормативними, технологічними і регламент- ними обмеженнями в математичних моделях кожного етапу планування. За- пропонований підхід, на відміну від існуючих, можливо застосовувати для прогнозу результатів поліваріантних рішень по управлінню підприємствами конвеєрного типу, а також для формалізації задачі оптимального планування.
- 6. 4 5. Отримали подальший розвиток інформаційні технології оптималь- ного оперативного управління за рахунок розроблених правил прийняття опе- ративних рішень, що гарантують збереження показників оптимального плану за межами інтервалу оперативного управління. На відміну від існуючих, пра- вила дозволяють розподіляти задачі оперативного управління між виробни- чими підрозділами, що їх виконують. Практичне значення отриманих результатів. 1. На основі математичних моделей і правил розрахунку показників ви- робничої програми розроблено алгоритми і програмне забезпечення як інстру- ментарій системи підтримки прийняття рішень, який дозволяє автоматизувати виконання наступних задач управління на підприємствах конвеєрного типу з різноманіттям нормативних, технологічних та регламентних обмежень: – розрахунку технологічно обґрунтованих характеристик заготовок, що відповідають позиціям портфеля замовлень і визначення завантаження вироб- ничих потужностей відповідно до вимог технічного регламенту, – визначення найбільш ефективної послідовності виконання замовлень з мінімальною тривалістю технологічних процесів при своєчасному відванта- женні замовлень споживачеві, розподілу завдань оперативного управління між підрозділами, що їх виконують, при збереженні запланованого графіка поста- чання заготовок, – автоматизації поліваріантних розрахунків виробничої програми. 2. Розроблений набір правил доведено до інженерних методик, що до- зволяє використовувати систему для розрахунків показників виробничої про- грами за запитами особи, що приймає рішення. 3. Проведено дослідно-промислові випробування системи на підпри- ємстві металургійного комплексу ПАТ «ДМЗ» (акт впровадження від 21.11.2013р.) та зіставлення числових результатів виконання виробничої про- грами у реальних умовах із рекомендаціями розробленої системи. Встановле- но, що рекомендації дозволять скоротити час виконання портфеля замовлень, підвищити ступінь нормативного використання валків, зменшити час простоїв бригад і отримати економічний ефект у 120 тис. грн. на місяць. 4. Результати роботи використовуються у навчальному процесі по під- готовці спеціалістів з інформаційних технологій в ДонНУ імені Василя Стуса. Особистий внесок здобувача. Результати, що становлять основний зміст дисертації, отримано здобувачем самостійно. У роботах, опублікованих самостійно або в співавторстві, здобувачеві належать наступні ідеї і розробки: логіко-формальні і аналітичні моделі взаємозв'язків між характеристиками за- мовлень, заготовок і технологічними обмеженнями як інструментарій багато- етапної декомпозиції задач планування [1, 5, 7]; двоїстий метод зворотного і прямого розрахунку показників виробничої програми [3, 4, 9]; аналітичні мо- делі для поліваріантних розрахунків показників часу виконання виробничої програми [2, 5]; правила формалізації показників часу виконання виробничої
- 7. 5 програми, поліноміальна модель розрахунку тривалості виконання всіх замов- лень, модель обмеження на своєчасне виконання замовлень [6, 11]; постановка задач оптимального планування і оперативного управління, алгоритми їх вирі- шення [6, 10]; алгоритм пошуку оптимального розв’язку задачі планування [8]; правила прийняття оперативних рішень, включаючи алгоритм розподілу задач оперативного управління між підрозділами, що їх виконують; розробка струк- тури, функціонального наповнення і програмного забезпечення підсистем сис- теми підтримки прийняття рішень при плануванні і оперативному управлінні виробництвом [8]. Апробація результатів дисертації. Результати роботи доповідалися і обговорювалися на наступних науково-технічних конференціях: 12-а міжна- родна науково-технічна конференція «Моделювання, ідентифікація, синтез систем управління '2010», МІССУ'2010, с. Канака; 13-а міжнародна науково- технічна конференція «Моделювання, ідентифікація, синтез систем управ- ління '2011», МІССУ'2011, с. Канака; 15-а міжнародна науково-технічна кон- ференція «Моделювання, ідентифікація, синтез систем управління '2012», МІССУ'2012, с. Канака. Публікації. Основні результати дисертаційної роботи викладено в 11 наукових працях, з яких 8 статей у спеціалізованих журналах, визначених для публікації результатів дисертаційних досліджень на здобуття наукового сту- пеня кандидата технічних наук, в тому числі, 2 статті у виданнях, які індексу- ються в наукометричній базі WorldCat і включені до довідника періодичних видань бази даних Ulrich's Periodical Directory (New Jersey, USA) та 3 публіка- ції тез міжнародних конференцій. Структура та обсяг дисертації. Робота складається з вступу, 4 розді- лів, висновків, списку використаних джерел з 126 найменувань і 3 додатків на 87 сторінках. Загальний обсяг дисертації – 261 сторінка, з яких 159 сторінок основного тексту, робота містить 77 малюнків, 67 таблиць. ОСНОВНИЙ ЗМІСТ РОБОТИ У вступі обґрунтовано актуальність дисертаційного дослідження, сфор- мульовано мету та задачі дослідження, визначено об’єкт, предмет і методи до- слідження, представлено наукову новизну і практичне значення одержаних ре- зультатів, наведено відомості про апробацію та публікацію результатів роботи. У першому розділі, на основі дослідження літературних і електронних джерел, проведено аналіз сучасних розробок у галузі виробничого планування та оперативного управління. Виявлено, що в основі дослідження об’єкта уп- равління та синтезу інформаційної технології лежать принципи системного аналізу, а математичний інструментарій оптимізації включає класичні методи пошуку екстремуму та інструментарій еволюційного програмування, в тому числі модифікації генетичних алгоритмів. Встановлено, що сучасні інформа- ційні системи DSS класу не дозволяють повністю вирішувати задачі, характер-
- 8. 6 ні для вітчизняної промисловості. У другому розділі проведено аналіз підприємства конвеєрного типу як об’єкта управління. Встановлено характеристики замовлень, що надходять на підприємство: типорозмір (містить марку сталі, товщину, ширину, довжину листа), маса і кількість листів замовлення, термін виконання та характерис- тики заготовок для кожного замовлення: типорозміри, сумарна маса і кількість мірних і кратних слябів. Залежність характеристик заготовок від характерис- тик відповідного замовлення носить нелінійний характер. Визначено норма- тивні вимоги, які встановлюють допустимі значення типорозмірів замовлень і заготовок. Характеристики замовлень і необхідних для їх отримання заготовок нестабільні в різні планові періоди, що обумовлює необхідність окремої роз- робки виробничої програми для кожного періоду та розв’язання задачі зворот- ного розрахунку характеристик заготовок за характеристиками відповідного замовлення і з урахуванням нормативних вимог. При дослідженні технологічних особливостей переробки заготовок у готову продукцію виявлено, що виробничі агрегати утворюють систему конве- єрного типу з дискретно-неперервним надходженням заготовок і різноманіт- тям нелінійних технологічних і регламентних обмежень. Обмеження обумов- люють правила направлення у виробництво заготовок, визначених при зворот- ному розрахунку, що вимагає прямого розрахунку характеристик партій заго- товок і послідовності їх направлення у виробництво, а також розрахунку по- казників часу переробки сформованих партій в готовий продукт. Таким чином, показано, що інструментальні засоби підтримки прийняття рішень повинні пе- редбачати автоматизовану переробку інформації, що дозволяє користувачеві отримувати розв’язки трьох задач: зворотного розрахунку характеристик заго- товок по характеристикам замовлень і з урахуванням нормативних вимог; на основі зворотного розрахунку, регламентних і технологічних обмежень здійс- нювати прямий розрахунок характеристик партій заготовок і послідовності їх направлення у виробництво; розраховувати час обробки сформованих партій. Згідно з сучасними вимогами, рекомендується визначати оптимальні показ- ники, тому в роботі розглядається і задача оптимального планування виробни- чої програми. В якості основи інструментарію системи підтримки прийняття рішень необхідно розробити математичні моделі для автоматизованого розра- хунку виробничих показників для підприємств вищевказаного типу. У третьому розділі, відповідно до вищезазначених задач, запропоно- вано багатоетапну декомпозицію, яка передбачає вирішення задачі плануван- ня виробничої програми на чотирьох етапах. Результатом вирішення є вироб- нича програма виготовлення замовлень, що включає в себе характеристики партій заготовок, послідовність їх направлення у виробництво, час обробки партій на всіх групах пристроїв, час виконання кожного замовлення і заплано- ваний час постачання заготовок для виробництва. Для задач перших двох етапів розроблено двоїстий метод зворотного і
- 9. 7 прямого розрахунку показників виробничої програми. 1. Перший етап задачі планування, відповідно до двоїстого методу, включає в себе формування груп однотипних замовлень і зворотний розраху- нок характеристик заготовок, необхідних для замовлень кожної групи. На ос- нові нормативних вимог, в групи об'єднуються замовлення з однаковими ти- порозмірами і обчислюється маса замовлень кожної групи. В якості інструмен- тарію двоїстого методу розроблено логіко-формальні і аналітичні моделі, за допомогою яких виконується групування і виділяється 4 рівня вкладених груп. Модель групування 1-го рівня наведено в (1), кожна з груп 𝐺 𝑚 1 формується об'єднанням замовлень 𝑃𝐿𝑍 𝑝 з однаковим номером 𝑀𝑅𝑍 𝑚 марки сталі: 𝐺 𝑚 1 ⊆ 𝑃𝐿𝑍, 𝑃𝐿𝑍 = ⋃ 𝐺 𝑚 1𝑁𝑚 𝑚=1 , 𝐺𝑖 1 ∩ 𝐺𝑗 1 = ∅ для 𝑖 ≠ 𝑗, 𝐺 𝑚 1 = ⋃ {𝑃𝐿𝑍 𝑝},𝑝∈𝑃1 𝑃1 = {𝑝1|𝑀𝑅𝑆 𝑝1 = 𝑀𝑅𝑍 𝑚}, 𝑚 = 1, 𝑁𝑚, (1) де набір MRZ містить усі номери різних марок сталі, які використовуються протягом планового періоду: 𝑀𝑅𝑍 = (𝑀𝑅𝑍1, … , 𝑀𝑅𝑍 𝑁𝑚), 𝑀𝑅𝑍𝑖 ≠ 𝑀𝑅𝑍𝑗 для 𝑖 ≠ 𝑗, ∀𝑝 ∈ {1, … , 𝑁𝑝} ∃𝑚 ∈ {1, … , 𝑁𝑚}: 𝑀𝑅𝑍 𝑚 = 𝑀𝑅𝑆 𝑝. В результаті аналогічного об'єднання замовлень кожної з отриманих груп у підгрупи по товщині, потім ширині і довжині листа, портфель замов- лень PL перетворюється у послідовність вкладених груп (2): 𝑃𝐿 = ⋃ 𝐺 𝑚 1𝑁𝑚 𝑚=1 = ⋃ ⋃ 𝐺 𝑚,ℎ 2𝑁ℎ 𝑚 ℎ=1 𝑁𝑚 𝑚=1 = =⋃ ⋃ ⋃ 𝐺 𝑚,ℎ,𝑏 3𝑁𝑏 𝑚,ℎ 𝑏=1 = 𝑁ℎ 𝑚 ℎ=1 𝑁𝑚 𝑚=1 ⋃ ⋃ ⋃ ⋃ 𝐺 𝑚,ℎ,𝑏,𝑙 4𝑁𝑙 𝑚,ℎ,𝑏 𝑙=1 𝑁𝑏 𝑚,ℎ 𝑏=1 𝑁ℎ 𝑚 ℎ=1 𝑁𝑚 𝑚=1 . (2) На основі групування здійснюється зворотний розрахунок типорозмірів і мас груп заготовок (кратних слябів) за типорозмірами та масою замовлень відповідної групи з урахуванням нормативних вимог до заготовок – згідно з розробленими математичними моделями, фрагмент яких наведено в (3), а та- кож розрахунок характеристик замовлення на постачання заготовок (мірних слябів, необхідних для отримання кратних): 𝐿𝑆 𝑚,ℎ.𝑏,𝑙 = 0.05 × ⌈𝐻 𝑝 × 𝐾𝐹𝐵𝑝 × 𝐵𝑝 × (𝐿 𝑝 × 𝐾𝑆1 𝑚,ℎ.𝑏,𝑙 + +𝐾𝐹𝐿 𝑝)/(𝐻𝑆 𝑚,ℎ × 𝐵𝑆 𝑚,ℎ,𝑏 × 0.05)⌉ , 𝐿𝑀 𝑚,ℎ.𝑏,𝑙 = 𝐾𝑀1 𝑚,ℎ.𝑏,𝑙 × 𝐿𝑆 𝑚,ℎ.𝑏,𝑙 − 0.015 × (𝐾𝑀1 𝑚,ℎ.𝑏,𝑙 − 1), (3) де 𝑝 ∈ {𝑝1|𝑃𝐿𝑍 𝑝1 ∈ 𝐺 𝑚,ℎ,𝑏,𝑙 4 }, 𝐾𝑆1 𝑚,ℎ.𝑏,𝑙 ≤ 12/𝐿 𝑝, 4 (𝐿𝑆 𝑚,ℎ.𝑏,𝑙 − 0.015)⁄ ≤ 𝐾𝑀1 𝑚,ℎ.𝑏,𝑙 ≤ 5.185 (𝐿𝑆 𝑚,ℎ.𝑏,𝑙 − 0.015)⁄ , де 𝐿𝑆 𝑚,ℎ,𝑏,𝑙, 𝐿𝑀 𝑚,ℎ,𝑏,𝑙 – довжина кратного і довжина мірного сляба групи 𝐺 𝑚,ℎ,𝑏,𝑙 4 ; 𝐻 𝑝, 𝐵𝑝, 𝐿 𝑝, – товщина, ширина, довжина листа замовлення, 𝑝 – номер замовлення; 𝐾𝐹𝐵𝑝, 𝐾𝐹𝐿 𝑝 – коефіцієнти припуску на бічне обрізання, значення припуску на торцеве обрізання; 𝐻𝑆 𝑚,ℎ, 𝐵𝑆 𝑚,ℎ,𝑏 – товщина, ширина кратного
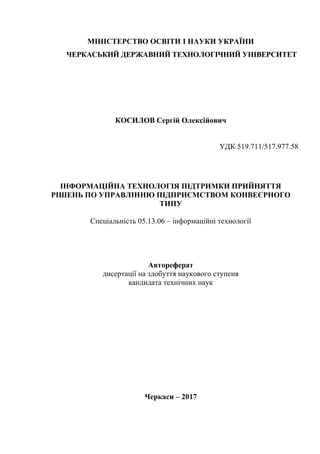
- 10. 8 слябу, який використовується для виготовлення замовлень груп 𝐺 𝑚,𝑏 2 , 𝐺 𝑚,𝑏,𝑙 3 ; 𝐾𝑆1 𝑚,ℎ,𝑏,𝑙 – кількість листів, які отримують з одного кратного слябу, що вико- ристовується для замовлень 𝐺 𝑚,ℎ,𝑏,𝑙 4 ; 𝐾𝑀1 𝑚,ℎ,𝑏,𝑙 – кількість кратних слябів у мірному слябі; в подальшому використовується позначення 𝐺 𝑛 4 = 𝐺 𝑚,ℎ,𝑏,𝑙 4 , де n – номер групи замовлень 4-го рівня (номер позиції замовлень). 2. Під час другого етапу задачі планування, на основі характеристик груп заготовок (кратних слябів), сформованих на 1-му етапі, виконується пря- мий розрахунок характеристик партій заготовок і послідовності їх направ- лення у виробництво. Правила прямого розрахунку обумовлено технологічни- ми і регламентними обмеженнями, згідно з якими реалізовано 4 стадії пере- творення вхідних груп заготовок в набори партій: розбиття груп на партії, об'єднання партій у набори (партії кожного набору обробляються в одній кам- панії валків) з встановленням ієрархії правил об'єднання, впорядкування пар- тій в наборах і впорядкування наборів згідно з послідовністю їх направлення у виробництво. Модель структурних взаємозв'язків змінних 2-го етапу плану- вання, на основі якої виконується перетворення, представлено на рис.1. Рис. 1. Формування впорядкованих наборів партій кратних слябів 𝑆𝐾𝑛 – група кратних слябів, сформована для виконання замовлень n-ї позиції; 𝑆𝐾 𝑛,𝑟 1 – партія кратних слябів, що формується розбиттям групи 𝑆𝐾𝑛; 𝐺𝑆𝐾𝑘 2 –
- 11. 9 набір, що включає партії 𝑆𝐾 𝑛,𝑟 1 , які обробляються у к-ї кампанії валків; 𝐺𝑆𝐾𝑘 3 – набір 𝐺𝑆𝐾𝑘 2 після впорядкування в ньому партій 𝑆𝐾 𝑛,𝑟 1 ; 𝐺𝑆𝑙 – набори 𝐺𝑆𝐾𝑘 3 , впорядковані за послідовністю їх направлення у виробництво. Прямий розрахунок характеристик партій, сформованих в результаті пе- ретворення, здійснюється на основі розроблених логіко-формальних моделей обмежень і моделі взаємозв'язків змінних 2-го етапу планування – фрагмент моделі перетворення наведено в (4) – (6): 1-а стадія, розбиття груп 𝑆𝐾𝑛 на партії 𝑆𝐾 𝑛,𝑟 1 : ∀𝑛 ∈ {1, … , 𝑁𝑛} , 𝑟 ∈ {1, … , 𝑁𝑟𝑛}: 𝑆𝐾 𝑛,𝑟 1 ⊆ 𝑆𝐾𝑛 , 𝑆𝐾𝑛 = ⋃ 𝑆𝐾 𝑛,𝑟 1Nr 𝑛 𝑟=1 , 𝑆𝐾 𝑛,𝑖 1 ∩ 𝑆𝐾 𝑛,𝑗 1 = ∅ при 𝑖 ≠ 𝑗, 𝑃1(𝑆𝐾 𝑛,𝑟 1 ) = 1, 𝑀𝐾𝐺 𝑛 = ∑ 𝑀𝐾𝑃𝑛,𝑟 Nr 𝑛 𝑟=1 . (4) 2-а стадія, об’єднання партій 𝑆𝐾 𝑛,𝑟 1 у набори 𝐺𝑆𝐾 𝑘 2 : ⋃ {𝑆𝐾 𝑛, 𝑟 1 }(𝑛,𝑟)∈𝐺𝑅 𝑘 = 𝐺𝑆𝐾 𝑘 2 , ∑ 𝑀𝐾𝑃𝑛,𝑟(𝑛,𝑟)∈𝐺𝑅 𝑘 = 𝑀𝐾𝑁𝑘, 𝑘 = 1, 𝑁𝑘, де 𝐺𝑅 𝑘 = {(𝑛, 𝑟𝑛)| 𝑛 ∈ {1, … , 𝑁𝑛} , 𝑟𝑛 ∈ {1, … , 𝑁𝑟𝑛}}, ⋃ 𝐺𝑅 𝑘 Nk 𝑘=1 = {(𝑛, 𝑟𝑛)| 𝑛 = 1, 𝑁𝑛 , 𝑟𝑛 = 1, 𝑁𝑟𝑛}, 𝐺𝑅𝑖 ∩ 𝐺𝑅𝑗 = ∅ при 𝑖 ≠ 𝑗, 𝑃2(⋃ {𝑆𝐾 𝑛, 𝑟 1 }(𝑛,𝑟)∈𝐺𝑅 𝑘 ) = 1, 𝑃3(⋃ {𝑆𝐾 𝑛, 𝑟 1 }(𝑛,𝑟)∈𝐺𝑅 𝑘 , s) = 1 ∀𝑠 ∈ {1, … , 𝑁𝑠}, (5) де 𝑀𝐾𝐺 𝑛, 𝑀𝐾𝑃𝑛,𝑟 – маси груп і партій кратних слябів, отриманих після розбит- тя груп; 𝑀𝐾𝑁𝑘 – маса партій набору 𝐺𝑆𝐾𝑘 2 ; логіко-формальні моделі техноло- гічних обмежень, на основі яких здійснюється розбиття груп на партії (обме- ження по допустимій масі партії) і об'єднання партій (обмеження на допустиму масу партій в кампанії валків), представлено в (6) як предикати 𝑃1, 𝑃2, 𝑃3: 𝑃1(𝑆𝐾̃ 𝑛) = 1 ⟺ ∀𝑠 ∈ {1, … , 𝑁𝑠} (𝑃1 1 (𝑆𝐾̃ 𝑛, 𝑠) ⇒ (𝑃1 2 (𝑆𝐾̃ 𝑛, 𝑠) ∧ 𝑃1 3 (𝑆𝐾̃ 𝑛, 𝑠) ∧ ∧ 𝑃1 4 (𝑆𝐾̃ 𝑛))), 𝑃2(⋃ {𝑆𝐾 𝑛, 𝑟 1 }(𝑛,𝑟) ) = 1 ⟺ (∑ 𝑀𝐾𝑃𝑛,𝑟(𝑛,𝑟) ≤ 1800 000), (6) 𝑃3(⋃ {𝑆𝐾 𝑛, 𝑟 1 }(𝑛,𝑟) , 𝑠) = 1 ⟺ (∑ 𝑀𝐾𝑃𝑛,𝑟(𝑛,𝑟):𝑃1 1(𝑆𝐾 𝑛,𝑟 1 ,𝑠)=1 ≤ 𝑀𝐴𝑋𝑠 ), де 𝑃1 1 , 𝑃1 2 , 𝑃1 3 , 𝑃3: 2 𝑆𝐾 𝑛 × {1, . . , 𝑁𝑠} → {0,1}, 𝑃1 4 , P1, 𝑃2: 2 𝑆𝐾 𝑛 → {0,1}, 𝑃1 1 (𝑆𝐾̃ 𝑛, 𝑠) = 1 ⟺ (𝐻(𝑆𝐾̃ 𝑛) = 𝐻𝑠, 𝐵(𝑆𝐾̃ 𝑛) = 𝐵𝑠), 𝑃1 2 (𝑆𝐾̃ 𝑛, 𝑠) = 1 ⟺ (𝑀𝐼𝑁𝑠 ≤ 𝑀𝐾𝑃(𝑆𝐾̃ 𝑛)), 𝑃1 3 (𝑆𝐾̃ 𝑛, 𝑠) = 1 ⟺ ⟺ (𝑀𝐾𝑃(𝑆𝐾̃ 𝑛) ≤ 𝑀𝐴𝑋𝑠), 𝑃1 4 (𝑆𝐾̃ 𝑛) = 1 ⟺ (𝑀𝐾𝑃(𝑆𝐾̃ 𝑛) = 𝑖 × 𝑀𝑆 𝑛), 𝑖 ∈ 𝑁, де 𝑆𝐾̃ 𝑛, 𝐻(𝑆𝐾̃ 𝑛), 𝐵(𝑆𝐾̃ 𝑛), 𝑀𝐾𝑃(𝑆𝐾̃ 𝑛) – довільна партія, отримана в результаті розбиття групи 𝑆𝐾𝑛 кратних слябів, товщина листа; ширина листа; маса такої партії; 𝑀𝐼𝑁𝑠, 𝑀𝐴𝑋𝑠 – мінімально і максимально допустима маса металу в кам- панії валків для стандартного профілю 𝑠 прокатного листа; 𝑀𝑆 𝑛 – маса слябу. 3. Для третього етапу планування створено логіко-формальні і аналітич- ні моделі, які враховують технологічні і регламентні обмеження і складають правила автоматизованого розрахунку часових показників, що супроводжують
- 12. 10 перетворення заготовок в готову продукцію. Як приклад наведено моделі (7), що дозволяють розраховувати час нагріву заготовок у печах і тривалість тех- нологічної паузи при переході заготовок від печей до прокатних клітей: 𝐷𝑁2𝑙,𝑐 = { 𝐷2𝑙,𝑐 + 𝑇𝑍𝑃2𝑙,𝑐, 𝑙 = 1, 𝑁𝑙, 𝑐 = 2, 𝑁𝑐𝑙 ̅̅̅̅̅̅̅ 𝐷2𝑙−1,𝑁𝑐 𝑙−1 + 𝑇𝑃𝐸𝑅, 𝑙 = 2, 𝑁𝑙, 𝑐 = 1 𝐷21,1, 𝑙 = 1, 𝑐 = 1 , 𝐷2𝑙,𝑐 = 𝑇𝑀𝐼𝑁𝑙,𝑐 + 𝑇𝑍2𝑙,𝑐 𝑇𝑍𝑃2𝑙,𝑐 = { 𝐷2𝑙,𝑐−1 − 𝑇𝑀𝐼𝑁𝑙,𝑐 при 𝐷2𝑙,𝑐−1 > 𝑇𝑀𝐼𝑁𝑙,𝑐, с ≠ 1 0 при 𝐷2𝑙,𝑐−1 ≤ 𝑇𝑀𝐼𝑁𝑙,𝑐, с ≠ 1 (7) 𝑇𝑍2𝑙,𝑐 = { 𝑇𝑃𝑅 𝑛 − 𝑇𝑀𝐼𝑁𝑙,𝑐 при 𝑇𝑃𝑅 𝑛 > 𝑇𝑀𝐼𝑁𝑙,𝑐 0 при 𝑇𝑃𝑅 𝑛 ≤ 𝑇𝑀𝐼𝑁𝑙,𝑐 де l – номер кампанії валків у плановому періоді; c – номер партії в кампанії; 𝐷𝑁2𝑙,𝑐, 𝐷2𝑙,𝑐 – тривалість нагріву першого завантаження печей слябами партії 𝑆𝐾𝑙,𝑐,𝑛, нагріву другого і наступних завантажень; 𝑇𝑍𝑃2𝑙,𝑐 – тривалість техно- логічної паузи перед прокаткою партії; 𝑇𝑃𝐸𝑅 – тривалість перевалки в кампа- нії валків, 𝑇𝑍2𝑙,𝑐 – тривалість додаткового підігріву слябів партії в кожному завантаженні печей; 𝑇𝑀𝐼𝑁𝑙,𝑐, 𝑇𝑃𝑅 𝑛 – мінімально допустима тривалість нагріву партії 𝑆𝐾𝑙,𝑐,𝑛, тривалість прокатки одного завантаження печей слябами партії. Також розроблено моделі перетворення металу протягом всього про- цесу і моделі розрахунку часу планового постачання заготовок і виготовлення кожного замовлення. Моделі є основою для розробки інструментальних засо- бів автоматизації задач планування і оперативного управління. 4. У четвертому розділі виконано постановку задач оптимального пла- нування і оперативного управління, для яких розроблено правила формалізації показників часу виконання виробничої програми. Відповідно до правил сфор- мовано функціонал цілі і система обмежень, призначених для пошуку опти- мальних розв’язків, що є основною метою планування на 4-му етапі. Фізична постановка задачі оптимального планування: Визначити впорядковану множину наборів партій заготовок (кратних слябів), призначених для виготовлення замовлень портфеля таким чином, щоб час виготовлення всіх позицій був мінімальним за умови виконання норматив- них, технологічних та регламентних обмежень і вимог про термін виготовлен- ня замовлень. Формальна постановка задачі оптимального планування: 𝐽 = ∑ (𝑇𝑃𝐸𝑅 + ∑ (𝑀𝐾𝑃𝑙,𝑐,𝑛/𝑃𝑃𝑅 𝑛 + 𝑓1(𝑆𝐾𝑙,𝑐,𝑛))) 𝑁𝑐 𝑙 𝑐=1 𝑁𝑙 𝑙=1 , (8) 𝐽 = 𝐽(𝑀𝐾𝑃𝑙,𝑐,𝑛) → 𝑚𝑖𝑛 𝐷𝐷 , 𝐷𝐷 = ‖𝑀𝐾𝑃𝑙,𝑐,𝑛‖, 𝑙 = 1, 𝑁𝑙, 𝑐 = 1, 𝑁𝑐𝑙, 𝑛 ∈ {1, … , 𝑁𝑛}, де 𝑃𝑃𝑅 𝑛 – нормативна продуктивність обробки на прокатних клітях крат- них слябів для замовлень групи 𝐺 𝑛 4 , 𝑓1(𝑆𝐾𝑙,𝑐,𝑛) – функція тривалості техноло-
- 13. 11 гічної паузи перед надходженням на прокатні кліті партії 𝑆𝐾𝑙,𝑐,𝑛. Розв’язком задачі оптимального планування є матриця ‖𝑀𝐾𝑃𝑙,𝑐,𝑛 ∗ ‖ мас партій 𝑆𝐾𝑙,𝑐,𝑛 крат- них слябів і послідовність направлення таких партій у виробництво: ‖𝑀𝐾𝑃𝑙,𝑐,𝑛 ∗ ‖ = 𝑎𝑟𝑔𝑚𝑖𝑛 𝐷𝐷 𝐽. (9) Функціонал перетворено до вигляду (10), який дозволяє використову- вати числові процедури пошуку екстремуму: 𝐽1 = ∑ (40 × N𝑙 + ∑ (𝑚𝑙,𝑛 𝑃𝑃𝑅 𝑛⁄ + 𝑇𝑃𝑛(𝑥𝑙,𝑛) × 𝑓𝑘(𝑚𝑙,𝑛))𝑁𝑛 𝑛=1 ) + 𝑇𝐺𝑆𝑢𝑚𝑁𝑙 𝑙=1 , 𝐽1 = 𝐽1(𝑀) → 𝑚𝑖𝑛 𝑀 , 𝑀 = ‖𝑚𝑙,𝑛‖, 𝑙 = 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛. (10) Для перетворення розроблено поліноміальну модель розрахунку часу виготовлення всіх замовлень в залежності від послідовності направлення пар- тій заготовок у виробництво. Модель містить: матрицю ‖𝑚𝑙,𝑛‖ мас партій, що направляються у виробництво для виготовлення замовлення n-ї позиції у l-ї кампанії валків; матрицю ‖𝑘𝑗,𝑛‖ переходів, елементи якої задають тривалість паузи при переході від прокатки замовлень j-ї позиції до n-ї, (11); змінні 𝑥𝑙,𝑛 стану (номер позиції замовлень, що виготовляється у 𝑙-ї кампанії валків перед прокаткою 𝑛-ї позиції), (12); поліноми 𝑇𝑃𝑛(𝑥), що визначають тривалість тех- нологічної паузи перед прокаткою n-ї позиції замовлень, якщо х – номер пози- ції, що обробляється у попередній партії, (13); 𝑇𝐺𝑆𝑢𝑚 – штрафні функції: 𝑘𝑖,𝑛 = (𝑇𝑀𝐼𝑁𝑛 − 𝑇𝑃𝑅𝑖) × 𝑓(𝑇𝑀𝐼𝑁𝑛 − 𝑇𝑃𝑅𝑖), 𝑖 = 1, N𝑛, 𝑛 = 2, N𝑛, 𝑘𝑖,𝑛 = 1000 при 𝑃5(𝑖, 𝑛) = 0, 𝑃5(𝑖, 𝑛) = |𝑀𝑆𝑖 − 𝑀𝑆 𝑛| ≤ 600, (11) 𝑘𝑖,𝑛 = 1000 при 𝑇𝑃𝑅𝑖 > 𝑇𝑀𝐴𝑋 𝑛, 𝑥𝑙,1 = 0, 𝑥𝑙,𝑛 = 𝑥𝑙,𝑛−1 + 𝑓𝑘(𝑚𝑙,𝑛−1) × (𝑛 − 𝑥𝑙,𝑛−1), (12) де 𝑓𝑘(𝑚𝑙,𝑛) – коефіцієнт присутності в l-ї кампанії валків партії, в якій виготов- ляються замовлення n-ї позиції: 𝑓𝑘(𝑚𝑙,𝑛) = { 1 при 𝑚𝑙,𝑛 > 0 0 при 𝑚𝑙,𝑛 = 0 𝑇𝑃1(𝑥) = 0, 𝑇𝑃2(𝑥) = 𝑘1,2 × 𝑥, 𝑇𝑃𝑛(𝑥) = 𝑎 𝑛,1 × 𝑥 𝑛−1 +. . . +𝑎 𝑛,𝑛−1 × 𝑥, 𝑛 = 3, 𝑁𝑛, (13) коефіцієнти 𝑎 𝑛,1, . . . , 𝑎 𝑛,𝑛−1 для кожного 𝑛 = 3, 𝑁𝑛 обчислюються як розв’яз- ки системи (14): ∑ 𝑎 𝑛,𝑠 × (𝑛 − 2) 𝑛−𝑠𝑛−1 𝑠=1 = 𝑘𝑗,𝑛, 𝑗 = 1, 𝑛 − 1, (14) де 𝑇𝑀𝐴𝑋 𝑛 – нормативна максимально допустима тривалість нагріву одного за- вантаження печі слябами партії, що використовуються для замовлень n-ї пози- ції, 𝑇𝑃𝑅𝑖 – тривалість прокатки одного завантаження печі слябами партії, що використовуються для замовлень i-ї позиції.
- 14. 12 Розроблено моделі обмежень задачі оптимального планування: – на допустиму масу кожної партії: 𝑃1(𝑚𝑙,𝑛): { 𝑚𝑙,𝑛 × (𝑚𝑙,𝑛 − 𝑀𝐼𝑁𝑛)(𝑚𝑙,𝑛 − 𝑀𝐴𝑋 𝑛) ≤ 0 𝑚𝑙,𝑛 ≥ 0 𝑙 = 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛, (15) 𝑚𝑙,𝑛 = ℎ × 𝑀𝑆 𝑛, ℎ = 1,2, . .., – на суму мас всіх партій l-ї кампанії валків і на суму мас всіх партій n-ї позиції в усіх кампаніях валків: 𝑃2(𝑚𝑙,𝑛): ∑ 𝑚𝑙,𝑛 𝑁𝑛 𝑛=1 ≤ 1800000, 𝑙 = 1, N𝑙, (16) 𝑃1(𝑚𝑙,𝑛): ∑ 𝑚𝑙,𝑛 𝑁𝑙 𝑙=1 = 𝑀𝐾𝐺 𝑛, 𝑛 = 1, N𝑛, (17) де 𝑀𝐾𝐺 𝑛 – сумарна маса кратних слябів, необхідних для виготовлення всіх за- мовлень n-го типорозміру, – на терміни виконання замовлень: 𝑃7(𝑀): 𝑇𝑂𝑅𝐷1 𝑛(𝑚𝑣𝑧(𝑛)𝑖) ≥ 𝑇𝑃𝑅1 𝑛(𝑚𝑣𝑧(𝑛)𝑖), 𝑛 = 1, 𝑁𝑛, 𝑖 = 1, 𝑁𝑖 𝑛, (18) де допоміжні ступінчасті функції 𝑇𝑂𝑅𝐷1 𝑛(𝑚) – час, до якого, для задоволення вимоги на терміни, необхідно виконати замовлення n-ї позиції сумарної маси 𝑚; 𝑇𝑃𝑅1 𝑛(𝑚) – час, до якого, згідно запланованої виробничої програми, фак- тично буде виконано замовлень n-ї позиції сумарної маси 𝑚: 𝑇𝑂𝑅𝐷1 𝑛(𝑚) = { 𝑇𝑃𝑍 𝑝 при 𝑚 ∈ (0; 𝑚𝑣𝑧(𝑛)1], 𝑝 = 𝑁𝑍 𝑛,1 𝑇𝑃𝑍 𝑝 при 𝑚 ∈ (𝑚𝑣𝑧(𝑛)𝑖−1; 𝑚𝑣𝑧(𝑛)𝑖], 𝑝 = 𝑁𝑍 𝑛,𝑖, 𝑖 = 2; 𝑁𝑖 𝑛 𝑇𝑃𝑅1 𝑛(𝑚) = { 𝑇𝐾𝑙1,𝑛 при 𝑚 ∈ (0; 𝑚𝑝𝑧(𝑛)𝑙1] 𝑇𝐾𝑙,𝑛 при 𝑚 ∈ (𝑚𝑝𝑧(𝑛)𝑙2; 𝑚𝑝𝑧(𝑛)𝑙], 𝑙 = 𝑙1 + 1, 𝑁𝑙 (19) де 𝑙1 – номер першої кампанії, в якій виготовляється замовлення n-ї позиції, 𝑙2 – номер кампанії, що передує l-ї кампанії, в якій виготовляється замовлення n-ї позиції; 𝑀𝑉𝑍(𝑛) = ‖𝑚𝑣𝑧(𝑛)𝑖‖ – допоміжні матриці, кожний елемент якої визначає сумарну масу замовлень n-ї позиції (групи 𝐺 𝑛 4 ), для яких вказаний за- мовником термін виконання не більше терміну виконання i-го замовлення цієї групи; 𝑀𝑃𝑍(𝑛) = ‖𝑚𝑝𝑧(𝑛)𝑙‖ – сумарна маса замовлень n-ї позиції, які плану- ється виготовити у перших l кампаніях валків: 𝑚𝑣𝑧(𝑛)𝑖 = ∑ 𝑀𝐴𝑆 𝑝1𝑝1∈𝑃1 , 𝑚𝑝𝑧(𝑛)𝑙 = ∑ 𝑚𝑙𝑖,𝑛 𝑙 𝑙𝑖=1 , 𝑖 = 1, 𝑁𝑖 𝑛, 𝑙 = 1, 𝑁𝑙, (20) 𝑃1 = {𝑝1| 𝑝1 = 𝑁𝑍 𝑛,𝑖1: 𝑇𝑃𝑍 𝑝1 ≤ 𝑇𝑃𝑍 𝑝, 𝑝 = 𝑁𝑍 𝑛,𝑖, 𝑖 ≠ 𝑖1}, 𝑛 = 1, 𝑁𝑛. Введення ступінчастих функцій 𝑇𝑂𝑅𝐷1 𝑛(𝑚) і 𝑇𝑃𝑅1 𝑛(𝑚) дозволяє вра- хувати обмеження на терміни виготовлення замовлень за допомогою штраф- них функцій 𝑇𝐺𝑙,𝑛,𝑖та включити суму 𝑇𝐺𝑆𝑢𝑚 цих функцій до функціоналу (10): 𝑇𝐺𝑆𝑢𝑚 = ∑ ∑ ∑ 𝑇𝐺𝑙,𝑛,𝑖 𝑁𝑖 𝑛 𝑖=1 𝑁𝑛 𝑛=1 𝑁𝑙 𝑙=1 𝑇𝐺𝑙,𝑛,𝑖 = { 1000 при 𝑇𝑂𝑅𝐷1 𝑛(𝑚𝑣𝑧(𝑛)𝑖) ≥ 𝑇𝑃𝑅1 𝑛(𝑚𝑣𝑧(𝑛)𝑖) −1000 при 𝑇𝑂𝑅𝐷1 𝑛(𝑚𝑣𝑧(𝑛)𝑖) < 𝑇𝑃𝑅1 𝑛(𝑚𝑣𝑧(𝑛)𝑖) (21) де 𝑇𝑃𝑍 𝑝 – вказаний замовником термін виконання р-го замовлення, 𝑁𝑍 𝑛,𝑖 – но-
- 15. 13 мери замовлень 𝑃𝐿𝑍 𝑝, які об’єднано у групу 𝐺 𝑛 4 , 𝑇𝐾𝑙,𝑛 – час закінчення обробки замовлень n-ї позиції у l-ї кампанії валків; 𝑀𝐴𝑆𝑍 𝑝 – маса р-го замовлення. В силу багатоекстремальності і розривності цільової функції, великої кількості нелінійних обмежень і цілочисельності значень змінних, процедуру числового пошуку розв’язку задачі оптимального планування виробничої про- грами реалізовано на основі генетичного алгоритму, доповненого обмеження- ми у вигляді штрафних функцій. Реалізація алгоритму забезпечує розрахунок мас 𝑀∗ партій кратних слябів, необхідних для всіх позицій замовлень, і послі- довності направлення таких партій у виробництво. На основі розроблених правил і алгоритмів сформовано інструмен- тальні засоби автоматизації розрахунків оптимальної виробничої програми у вигляді системи підтримки прийняття рішень. Функціональну структуру під- системи планування наведено на рис. 2. Рис. 2. Функціональна структура підсистеми оптимального планування Створено правила, згідно з якими користувач може визначати опти- мальні розв’язки або, змінюючи початкові умови, формувати поліваріантні розрахунки виробничої програми і графік постачання заготовок. Для коригування порушень виробничої програми – усунення «нев'язки» по масі партій, сформовано функціональну структуру підсистеми оперативно- го управління. Регламент роботи підсистеми включає можливість коригування
- 16. 14 виробничої програми як при відхиленні від плану через невиконання однією із виробничих змін завдання, так і порушенні графіка постачання заготовок. Роз- роблено інструментальні засоби інформаційної технології, що характеризує ді- яльність цієї підсистеми – правила прийняття оперативних рішень, що збері- гають оптимальні значення показників за межами інтервалу оперативного уп- равління. Правила включають фізичну постановку задачі оптимального опера- тивного управління: здійснити коригування запланованих мас партій, які на- правляються у виробництво після порушення плану, що забезпечує мінімаль- ний час прокатки відкоригованих партій при збереженні графіка постачання заготовок для партій інших позицій. Для формальної постановки задачі вво- дяться керуючі змінні 𝑌1𝑙,𝑛 – зміна запланованої маси 𝑚𝑙,𝑛 партії n-ї позиції замовлень в l-ї кампанії валків, що забезпечує усунення «нев'язки»: 𝐽2 = 𝐽2(𝑌1) → 𝑚𝑖𝑛 𝑌1 , 𝑌1 = ‖𝑌1𝑙,𝑛‖, 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛, (22) 𝐽2 = ∑ (40 × N𝑙 + ∑ (𝑚 𝑐 𝑙,𝑛 𝑃𝑃𝑅 𝑛⁄ + 𝑇𝑃𝑛(𝑥𝑙,𝑛) × 𝑓𝑘(𝑚 𝑐 𝑙,𝑛))𝑁𝑛 𝑛=1 )𝑁𝑙 𝑙=𝑙𝑠𝑙+1 + 𝑇𝑈, 𝑇𝑈 = ∑ 𝑌1𝑙,𝑛𝑧𝑏 × 𝑙 × 10−6𝑁𝑙 𝑙=𝑙𝑠𝑙+1 , де 𝑚 𝑐 𝑙,𝑛 – відкориговане значення маси партії. Розроблено моделі взаємозв'язку вхідних змінних 𝑚𝑙,𝑛, вихідних 𝑚 𝑐 𝑙,𝑛 та керуючих 𝑌1𝑙,𝑛, (23), та моделі обмежень для значень 𝑌1𝑙,𝑛, (24): 𝑚 𝑐 𝑙,𝑛 = 𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛, 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛, (23) 𝑎𝑙,𝑛 = { 1 при 𝑛 = 𝑛𝑧𝑏 −1 при 𝑛 ≠ 𝑛𝑧𝑏 , 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛, ∑ 𝑌1𝑙,𝑛𝑧𝑏 𝑁𝑙 𝑙=𝑙𝑠𝑙+1 = 𝑀𝐵, 𝑌1𝑙,𝑛 ≥ 0, 𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛 ≥ 0, 𝑌1𝑙,𝑛 = ℎ × 𝑀𝑆 𝑛 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛, (24) де 𝑛𝑧𝑏 – номер позиції замовлень, не прокатаної згідно з планом, 𝑙𝑠𝑙 – номер кампанії валків, до закінчення якої буде забезпечено постачання заготовок, не- обхідних для виконання «нев'язки», 𝑀𝐵 – маса «нев'язки». Також сформовано моделі технологічних обмежень 𝑃1 − 𝑃7: 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, 𝑛 = 1, 𝑁𝑛: 𝑚𝑙,𝑛𝑧𝑏 + 𝑎𝑙,𝑛𝑧𝑏 × 𝑌1𝑙,𝑛𝑧𝑏 ≤ 𝑀𝐴𝑋 𝑛𝑧𝑏, (𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛) × (𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛 − 𝑀𝐼𝑁𝑛) ≥ 0, 𝑛 ≠ 𝑛𝑧𝑏, ∑ (𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛)𝑁𝑛 𝑛=1 ≤ 1 800 000, 𝑙 = 𝑙𝑠𝑙 + 1, 𝑁𝑙, ∑ (𝑚𝑙,𝑛 + 𝑎𝑙,𝑛 × 𝑌1𝑙,𝑛)𝑁𝑙 𝑙=𝑙𝑠𝑙+1 = 𝑀𝐾𝐺𝑈 𝑛, 𝑛 = 1, 𝑁𝑛, (25) де 𝑀𝐾𝐺𝑈 𝑛 – сума мас партій n-ї позиції замовлень, яку необхідно обробити до закінчення планового періоду з моменту відхилення від плану. За результатами розв’язання задачі (22) і усунення «нев'язки» по масі, здійснюється коригування виробничих завдань з урахуванням трудовитрат ви- робничих бригад – за допомогою розробленого алгоритму (26) – (29). Алго- ритм використовує кусково-лінійну функцію продуктивності прокатки і вклю-
- 17. 15 чає в себе розрахунок відкоригованої маси 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠 прокатаного у змінах ме- талу і коригування коефіцієнта 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏, що задає резерв часу, який виділя- ється при плануванні на 𝑖𝑣-й вихід 𝑖𝑠𝑏-ї зміни,: Для кожного 𝑖𝑣-го виходу 𝑖𝑠𝑏-ї зміни, 𝑖𝑣 = 𝑖𝑣𝑏 + 1,21: Якщо 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠𝑏(𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏) < 𝑀𝐵 при 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 = 𝐾𝑅𝑍1𝑖𝑣,𝑖𝑠𝑏, то: 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠𝑏(𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏) = ∫ 𝐹𝑉(𝑡)𝑑𝑡 𝑏1 𝑎 − ∫ 𝐹𝑉(𝑡)𝑑𝑡 𝑏2 𝑎 , 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 = 𝐾𝑅𝑍1𝑖𝑣,𝑖𝑠𝑏, де 𝑎 = 360 × (𝑖𝑠𝑏 − 1) + 2160 × (𝑖𝑣 − 1), 𝑏1 = 360 × 𝑖𝑠𝑏 + 2160 × × (𝑖𝑣 − 1) + 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 × 360, 𝑏2 = 360 × 𝑖𝑠𝑏 + 2160 × (𝑖𝑣 − 1), (26) і встановлюється нове значення 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 = 0. Якщо 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠𝑏(𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏) ≥ 𝑀𝐵 при 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 = 𝐾𝑅𝑍1𝑖𝑣,𝑖𝑠𝑏, то: 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠𝑏 = 𝑀𝐵, (27) і встановлюється нове значення 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 = 𝐾𝑅𝑍1𝑖𝑣,𝑖𝑠𝑏 − 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏, де 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏, обчислюється як розв'язок рівняння 𝑀𝑍𝑆𝑖𝑣,𝑖𝑠𝑏(𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏) = 𝑀𝐵, FV(t) – середня продуктивність прокатки в момент часу t, обчислюється після усунення «нев'язки» по масі; для обчислення функції використовуються мо- делі розрахунку показників часу обробки металу, розроблені в розділі 3: 𝐹𝑉(𝑡) = (28) = { 𝑀𝑆𝑙,𝑐 × 𝐶𝑃𝑙,𝑐,𝑛 (𝐷2𝑙,𝑐⁄ + 𝑍𝑃𝑙,𝑐,𝑛), 𝑡 ∈ [𝑇𝑁3𝑙,𝑐; 𝑇𝑁3𝑙,𝑐 + 𝐷2𝑙,𝑐 + 𝑍𝑃𝑙,𝑐,𝑛] 𝑀𝑆𝑙,𝑐 × 𝐶𝑃𝑙,𝑐,𝑛 𝐷2𝑙,𝑐,⁄ 𝑡 ∈ [𝑇𝑁3𝑙,𝑐 + 𝐷2𝑙,𝑐 + 𝑍𝑃𝑙,𝑐,𝑛; 𝑇𝐾3𝑙,𝑐], модель коригування функції середньої продуктивності прокатки: 𝐹𝑉(𝑡) ≔ { 𝐹𝑉(𝑡 + 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 × 360) при 𝑡 > 𝑏2 𝐾𝐹𝑉𝑖𝑣,𝑖𝑠𝑏 × 𝐹𝑉(𝐾𝐹𝑉𝑖𝑣,𝑖𝑠𝑏 × 𝑡) при 𝑎 ≤ 𝑡 ≤ 𝑏2 𝐹𝑉(𝑡) при 𝑡 < 𝑎 (29) 𝐾𝐹𝑉𝑖𝑣,𝑖𝑠𝑏 = (𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 × 360 + 𝑏2 − 𝑎)/(𝑏2 − 𝑎), де 𝑖𝑠𝑏, 𝑖𝑣𝑏 – номер виробничої зміни, яка не виконала планове завдання, номер виходу зміни, в якому відбулося відхилення; 𝐾𝑅𝑍1𝑖𝑣,𝑖𝑠𝑏 – початкове значення коефіцієнта 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏; 𝐷𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 – зміна коефіцієнта 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 на кроці алго- ритму; 𝑎, 𝑏1, 𝑏2 – час початку роботи 𝑖𝑠𝑏-ї зміни в 𝑖𝑣-му виході, час закінчення роботи 𝑖𝑠𝑏-ї зміни після зміни коефіцієнта 𝐾𝑅𝑍𝑖𝑣,𝑖𝑠𝑏 і без зміни; 𝑇𝑁3𝑙,𝑐, 𝑇𝐾3𝑙,𝑐 – час початку і закінчення прокатки на кліті «тріо» партії 𝑆𝐾𝑙,𝑐,𝑛 кратних сля- бів; 𝑍𝑃𝑙,𝑐,𝑛 – тривалість технологічної паузи перед обробкою партії 𝑆𝐾𝑙,𝑐,𝑛; 𝐾𝐹𝑉𝑖𝑣,𝑖𝑠𝑏 – коефіцієнт перетворення функції продуктивності на проміжку часу [а; b2], що відповідає роботі 𝑖𝑠𝑏-ї зміни в 𝑖𝑣-му виході. Інструментальні засоби інформаційної технології системи підтримки прийняття рішень реалізовано у окремому програмному модулі. Для підтрим- ки включення модуля в структуру ІТ-систем класу DSS інтерфейс програмного
- 18. 16 комплексу розроблено на основі середовища програми Excel-2013. Підсистему управління моделями, яка включає в себе блок числового розв’язання задач оптимізації, сформовано засобами пакету Matlab-2014. Програми виконано на мовах програмування VBA, Matlab. Для перевірки створеного інструментарію у дослідно-промислових випробуваннях співставлено результати планування в реальних умовах на металургійному підприємстві ПАТ «ДМЗ» і на основі рекомендацій розробленої системи. Співставлення показало, що використання системи дозволить скоротити середній час виконання портфеля замовлень на 14%, підвищити ступінь нормативного використання валків на 7%, зменшити час простоїв бригад на 6% з економічним ефектом 120 тис. грн. на місяць. ВИСНОВКИ В дисертаційній роботі вирішено важливу науково-технічну задачу під- вищення ефективності управління підприємствами конвеєрного типу шляхом розробки інструментальних засобів інформаційної технології, призначеної для автоматизованої обробки інформації та прийняття оптимальних рішень. В результаті отримано і обґрунтовано такі наукові і практичні результати. 1. На основі дослідження особливостей підприємства конвеєрного типу виділено чотири етапи задач, які супроводжують розробку виробничої про- грами, визначено функції, для реалізації яких необхідна автоматизована об- робка інформації. В якості основи інформаційної технології планування запро- поновано методику багатоетапної декомпозиції, доповнену математичними моделями, які враховують взаємозв'язки показників кожного етапу з норматив- ними, технологічними та регламентними обмеженнями, що дозволяє оцінюва- ти результати поліваріантних рішень, прийнятих особою, що приймає рішен- ня в суб'єктивному режимі. 2. Для розрахунку показників виробничої програми підприємств конве- єрного типу розроблено двоїстий метод, оснований на сформованих логіко- формальних та аналітичних моделях взаємозв'язків між характеристиками за- мовлень, заготовок, нормативними, регламентними, технологічними обмежен- нями. Інструментарій методу дозволяє виконувати поліваріантні розрахунки партій заготовок, необхідних для виконання замовлень і формувати область допустимих значень задачі оптимального планування. 3. Виконано формальну постановку задачі оптимального планування виробничої програми, для якої розроблено правила формалізації показників часу виконання виробничих операцій, що включають в себе поліноміальну мо- дель розрахунку тривалості виконання всіх замовлень з урахуванням техноло- гічних обмежень і модель обмеження на своєчасне виконання замовлень. Розв’язання задачі дозволяє визначати ефективну послідовність виготовлення замовлень за мінімальний час. 4. Для коригування показників виробничої програми при відхиленні від плану розроблено правила прийняття оперативних рішень, що забезпечують
- 19. 17 найменшу тривалість коригування при незмінності показників оптимального плану за межами інтервалу оперативного управління і дозволяють розподіляти задачі оперативного управління між підрозділами, що їх виконують. 5. На основі правил і моделей розроблено інформаційну технологію ав- томатизації функціональних задач управління, аналізу і оцінки виробничих по- казників, що включає в себе алгоритми і програмне забезпечення для системи підтримки прийняття рішень. Пошук оптимального розв’язку реалізовано на основі розробленого алгоритму, заснованого на принципах генетичного про- грамування і доповненого моделями обмежень у вигляді штрафних функцій. 6. Запропонований інструментарій системи підтримки прийняття рі- шень для підприємств конвеєрного типу з різноманіттям нелінійних техноло- гічних обмежень дозволяє розраховувати технологічно обґрунтовані характе- ристики заготовок, що відповідають позиціям портфеля замовлень і визначати завантаження виробництва відповідно до вимог технічного регламенту; вста- новлювати найбільш ефективну послідовність виготовлення замовлень з міні- мальною тривалістю технологічних процесів при своєчасному відвантаженні замовлень споживачеві; формувати графік постачання заготовок; розподіляти завдання оперативного управління між виробничими бригадами при збере- женні запланованого графіка постачання заготовок. Наведений в роботі набір правил доведено до інженерних методик, що дозволяє використовувати сис- теми підтримки прийняття рішень для поліваріантних розрахунків показників виробничої програми за запитами особи, яка приймає рішення. Проведено дослідно-промислові випробування на металургійному під- приємстві ПАТ «ДМЗ», які показали перевагу рекомендацій системи підтрим- ки прийняття рішень в порівнянні з плануванням в реальних умовах за такими показниками, як час виконання портфеля замовлень, ступінь нормативного ви- користання валків, час простою виробничих бригад. За рахунок вищевказаних показників отримано економічний ефект в 120 тис. грн на місяць. СПИСОК ОПУБЛІКОВАНИХ ПРАЦЬ ЗА ТЕМОЮ ДИСЕРТАЦІЇ Публікації у наукових фахових виданнях України 1. Косилов С. А. Формализация переменных задачи планирования лис- топрокатного производства / С. А. Косилов // Штучний інтелект. – Київ: ІПШІ, 2006. – № 2. – С. 369-375. – ISSN 1561-5359. 2. Косилов С. А. Задача формализации переменных при планировании листопрокатного производства / С. А. Косилов // Наукові праці Донецького національного технічного університету. Сер.: Обчислювальна техніка та авто- матизація. – Донецьк, 2007. – Вип. 12(118). – С. 156–162. – ISSN 1996-1588, ISSN 1680-0044, ISSN 2074-6652, ISSN 2073-9575. 3. Криводубский О. А, Косилов С. А. Классификация переменных и расчёт показателей портфеля заказов / О. А. Криводубский, С. А. Косилов // Автоматизированные системы управления и приборы автоматики. – Харьков, 2007. – Вип. 141. – С. 11–17. – ISSN 0135-1710.
- 20. 18 4. Криводубский О. А, Косилов С. А. Логико-формальная модель упо- рядочения слябов при планировании производства проката / О. А. Криводубс- кий, С. А. Косилов // Наукові праці Донецького національного технічного уні- верситету. Сер.: Обчислювальна техніка та автоматизація. – Донецьк, 2009. – Вип. 16(147). – С. 163–170. – ISSN 1996-1588, ISSN 1680-0044, ISSN 2074-6652, ISSN 2073-9575. 5. Криводубский О. А, Косилов С. А. Определение временных характе- ристик листопрокатного процесса / О. А. Криводубский, С. А. Косилов // Нау- кові праці Донецького національного технічного університету. Сер.: Інформа- тика, кібернетика та обчислювальна техніка. – Донецьк, 2010. – Вип. 11 (164). – С. 172–180. – ISSN 1996-1588. 6. Криводубский О. А, Косилов С. А. Постановка задачи планирования листопрокатного производства как задачи оптимального управления / О. А. Криводубский, С. А. Косилов // Наукові праці Донецького національного технічного університету. Серия: Інформатика, кібернетика та обчислювальна техніка. – Донецьк, 2011. – Вип. 13. – С. 173–179. – ISSN 1996-1588. 7. Криводубский О. А, Косилов С. А. Решение задачи оптимального планирования выполнения заказов на листопрокатном производстве / О. А. Криводубский, С. А. Косилов // Вісник Нац. техн. ун-ту "ХПІ": зб. наук. пр. Темат. вип.: Системний аналіз, управління та інформаційні технології. – Харків: НТУ "ХПІ", 2013. – № 2(976). – С. 13–21.– ISSN 2079-0023. 8. Косилов С. О. Розробка функціональних схем та алгоритмів системи прийняття рішень при плануванні виконання замовлень листопрокатного ви- робництва / С. О. Косилов // Вісник Нац. техн. ун-ту "ХПІ" : зб. наук. пр. Темат. вип.: Системний аналіз, управління та інформаційні технології. – Харків: НТУ "ХПІ", 2014. – № 61 (1103). – С. 53-60. – ISSN 2079-0023. 9. Криводубский О. А, Косилов С. А. Формализация технологических ограничений при планировании прокатного производства / О. А . Криводубс- кий, С. А. Косилов // Двенадцатая международная научно-техническая конфе- ренция «Моделирование, идентификация, синтез систем управления», 16 – 23 сентября 2009: сборник тезисов. – Донецк: Изд. Инст. ПМиМ НАН Украины, 2009. – С. 177 – 178. 10. Криводубский О. А, Косилов С. А. Формализация задачи выбора оптимальных решений при планировании листопрокатного производства / О. А. Криводубский, С. А. Косилов // Тринадцатая международная научно-тех- ническая конференция «Моделирование, идентификация, синтез систем управления», 13 – 20 сентября 2010: сборник тезисов. – Донецк: Изд. Инст. ПМиМ НАН Украины, 2010. – С. 132 – 133. 11. Криводубский О. А, Косилов С. А. Разработка алгоритма принятия решения при планировании листопрокатного производства / О. А. Криводубс- кий, С. А. Косилов // Пятнадцатая международная научно-техническая конфе- ренция «Моделирование, идентификация, синтез систем управления», 9 – 16
- 21. 19 сентября 2012: сборник тезисов. – Донецк: Изд. Инст. ПМиМ НАН Украины, 2012. – С. 146 – 148. АНОТАЦІЯ Косилов С.О. Інформаційна технологія підтримки прийняття рі- шень по управлінню підприємством конвеєрного типу. – Рукопис. Дисертація на здобуття наукового ступеня кандидата технічних наук за спеціальністю 05.13.06 – Інформаційні технології.– Черкаський державний технологічний університет, Черкаси, 2017. У роботі вирішено проблему створення інформаційної технології, при- значеної для автоматизованої обробки інформації та прийняття оптимальних рішень при управлінні підприємствами з конвеєрною технологією виробниц- тва при наявності нелінійних технологічних обмежень. Розроблено двоїстий метод розрахунку виробничих показників на осно- ві сформованих математичних моделей взаємозв’язків між характеристиками замовлень і заготовок з урахуванням технологічних обмежень. Для постановки задачі оптимального планування створено моделі технологічних обмежень і поліноміальну модель розрахунку тривалості виготовлення замовлень. Сфор- мовано правила оптимального оперативного управління при відхиленні від плану і алгоритм перерозподілу завдань управління між виробничими підроз- ділами. Вдосконалено методи розв’язання оптимізаційних задач за рахунок комбінування методів генетичного програмування і штрафних функцій. Розроблену інформаційну технологію реалізовано у вигляді алгоритмів та програмного забезпечення для СППР. Ключові слова: інформаційні технології, нелінійна оптимізація, опти- мальне планування, конвеєрний тип, система підтримки прийняття рішень, штрафні функції. ABSTRACT Kosylov S.O. Information technology of decision support for manage- ment in enterprises using conveyor type production process. – Manuscript. The thesis for Candidate of Engineering degree by specialty 05.13.06 – Іn- formation technologies. Cherkasy State Technological University, Cherkasy, 2017. Object of the research is an automated information processing that accompa- nies the implementation of production program. The subject of the research is the creation of tools (models, rules, algorithms and software) for information technology automated data processing at the production planning and operational management. The aim of the thesis is to solve the problem of optimal decisions making in enter- prises with conveyor type production process and characterized by a variety of non- linear technological constraints, technological pauses and limits on the terms of or- ders execution. The following results have been obtained: developed dual method of calcu- lation of indicators of the production program, based on the created logic-formal and
- 22. 20 analytical model of interrelations between the characteristics of orders and blanks for production, taking into account technological limitations. Developed rules of time parameters formalization for statement of optimal planning problems including polynomial model for calculating the duration of execution of orders and the model of limit order execution terms. Formed rules for making optimal operational deci- sions to correct the production program at a deviation from the plan, which ensure immutability of optimal plan indicators outside the operational management interval and distribute tasks of operational management. Improved methods of optimal plan- ning problems numerical solution by formalizing nonlinear constraints in the form of penalty functions for use in genetic algorithms. The information technology for automating calculations in the course of solv- ing problems of optimal planning and management have been formed and brought to engineering techniques in the form of algorithms and software for DSS in enter- prises of the type described above. DSS trial testing have been conducted at the PSC «Donetsk metallurgical plant». Keywords: information technology, nonlinear optimization, optimal schedu- ling, conveyor type, decision support system, penalty function. АННОТАЦИЯ Косилов С.А. Информационная технология поддержки принятия решений по управлению предприятием конвейерного типа. –Рукопись. Диссертация на соискание учёной степени кандидата технических наук по специальности 05.13.06 – Информационные технологии. – Черкасский госу- дарственный технологический университет, Черкассы, 2017. В работе решена проблема создания информационной технологии, предназначенной для автоматизированной обработки информации и принятия оптимальных решений при управлении предприятиями с конвейерной техно- логией производства при наличии нелинейных технологических ограничений. Разработан двойственный метод расчёта производственных показате- лей на основе сформированных математических моделей взаимосвязей между характеристиками заказов и заготовок с учётом технологических ограничений. Для постановки задачи оптимального планирования созданы модели техноло- гических ограничений и полиномиальная модель расчёта продолжительности выполнения заказов. Сформированы правила оптимального оперативного уп- равления при отклонении от плана и алгоритм перераспределения задач управ- ления. Усовершенствованы методы решения оптимизационных задач за счёт комбинации методов генетического программирования и штрафных функций. Разработанную информационную технологию реализовано в виде алго- ритмов и программного обеспечения для СППР. Ключевые слова: информационные технологии, нелинейная оптими- зация, оптимальное планирование, конвейерный тип, система поддержки при- нятия решений, штрафные функции.