
Recommended
More Related Content
Similar to Presentation Virtual Plant Layout Halit Burak Nazir
Similar to Presentation Virtual Plant Layout Halit Burak Nazir (18)
Recently uploaded
Recently uploaded (20)
Presentation Virtual Plant Layout Halit Burak Nazir
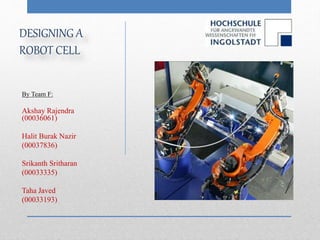
- 1. DESIGNING A ROBOT CELL By Team F: Akshay Rajendra (00036061) Halit Burak Nazir (00037836) Srikanth Sritharan (00033335) Taha Javed (00033193)
- 2. Tasks and challenges • Production of one (small) size of the control cabinet • Annual amount of cabinets: 55,000 • 1-shift ONLY • 1 worker (the worker should be able to feed a second cell of the same type) • Use a handling robot and an external (stationary) weld gun and minimum one conveyor • 220 working days per year, 7.5 hrs. per day excluding 0.5 hr. break. • Total availability of workers plus robot cell: 80% • Left, right, bottom and top plate of the control cabinet should be spot- welded • The back plate, door and hook are added manually afterwards. Not included in our task.
- 3. Yearly Demand = 55,000 Daily Production =55,000 / 220 Units per Day = 250 Units / Day 7.5 Hours / Day with 80% availability. Available time, considering 220 day per year, working 7.5 Hours a day with 80% availability = (220)*(7.5)*(3600)*(0.8) = 4752000 Sec. Time Available for each cabinet comes out to be 86.4 Sec.(4752000/55,000 ) If we consider the time loss due to the faulty pieces in raw material or else, if try to produce 2% more than the desired amount so that we can reach our goal with comfort then: 4752000/(55,000 + 2% of 55000) = 84.7 sec. Available time
- 4. Choices for machinery • Use of turn tables or conveyor for material transport in and out of the cell? • Use of multiple Weld guns? • Use of multiple Robots? • Which Robot? • Standard safety features. Note : Stainless steel (2.5*2 + 6.5*2) kilos (parts) plus 10 – 15 kilos (fixture) = 30 - 35 kilos in total.
- 5. Our Approach Process Equipments • Two Conveyors for material transport. • One Robot(KR 100). • Single specially designed Weld gun. • Designed Fixtures. • Grooves to hold the input in precise positions (Increase in Scrap) • Conveyor position.
- 6. Simulation • Please click here for the simulation.
- 7. Gantt Diagram Reference : VPL_GroupF_GanttDiagram.xlsx Gantt Diagram contents in brief : • Gantt Diagram Robot Cell • Gantt Diagram Worker • Cycle Time Calculations
- 8. Customer Demand : Yearly Demand = 55,000 Daily Production = 55,000 / 220 = 250 Units per Day Rejection Rate = 2% Yearly Demand including Rejection = 1.02*55000 = 56100 Production Demand : Working Hours / Day = 7.5 Overall availability of robot + worker = 80% = 0.8 Working Days per Year = 220 Theoritical Production Cycle Time in seconds = (220*7.5*0.8*60*60) / 56100 = 84.71 Parts to be produced per Day = 56100 / 220 = 255
- 9. Work contributions per cycle Worker Idle Robot Key Results from Gantt Diagram: Robot Cycle Time = 68.2 seconds Worker Cycle Time = 73.5 seconds Overall Cycle Time = 73.5 seconds Worker Utilization Rate = 86.77 % Robot Utilization Rate = 80.51 % Working Hours per Day = 5.21 hours
- 10. Cost calculation • Please click here for access to cost calculation (Excel file)
- 11. Safety measures taken The design of the robot cell should be such that nobody could be hurt by movements of robot/machines or processes inside the cell. A decent balance between the investment in safety measures and the risk of injury. Simple, robust and reliable. • Fence ,to secure the area of operation • Light curtain above (sufficient height adjusted for the desired object) the conveyor belt. If any entity trespass through the curtain the machine stops working and the lamp turns on) • Light lamp, indicates any error or state.
- 12. Spending on safety measures 9% Safety expense Other costs
- 13. Questions? • Thank you for your attention