
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Basic of CNC Maintenance
Similar to Basic of CNC Maintenance (20)
Recently uploaded
Recently uploaded (20)
Basic of CNC Maintenance
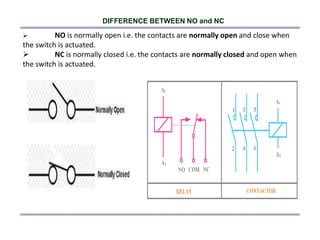
- 1. DIFFERENCE BETWEEN NO and NC NO is normally open i.e. the contacts are normally open and close when the switch is actuated. NC is normally closed i.e. the contacts are normally closed and open when the switch is actuated.
- 2. LIMIT SWITCH The limit switch then regulates the electrical circuit that controls the machine and its moving parts. A limit switch is an electromechanical device that consists of an actuator mechanically linked to a set of contacts. When an object comes into contact with the actuator, the device operates the contacts to make or break an electrical connection.
- 3. FOOT SWITCH A footswitch is a switch which is operated with the user's foot. Footswitches are also known as foot pedals. In CNC Machines, Foot switches is mostly used for Chuck Open/Close and Tail Stock In/out operations.
- 4. PROXIMITY SENSOR A proximity sensor is a sensor able to detect the presence of nearby objects without any physical contact. Types : I. PNP Sensor : PNP sensors produce a positive output to your industrial controls input. II. NPN sensors NPN Sensor produce a negative signal during an “on” state.
- 6. APPLICATIONS OF PROXIMITY SENSOR
- 7. REED SWITCH A reed switch is an electromagnetic switch used to control the flow of electricity in a circuit. Reed switches come in two main varieties called normally open (normally switched off) and normally closed (normally switched on). Reed Switches is mostly used in pneumatic applications.
- 8. HARDWARE >>> MACHINE SIDE >>> SENSOR & SWITCH MACHINE H/W >>> SENSOR & SWITCH PROXIMITY SWITCH 1L+ 1M SX-- I/O MODULE INPUT X--.- BROWN BLACK BLUE LEAD SWITCH SWITCH TYPE - PNP TYPE - WITH / WITHOUTCONNECTER - NORMAL OPEN/ CLOSE - TURRET CLAMP - CHUCK CLAMP / UNCLAMP - DOOR OPEN (AUTO DOOR) - TAIL STOCK QUILL ADVANCE / RETRACT 1L+ SX-- X--.- RED BLACK SWITCH TYPE - PNP TYPE - WITH / WITHOUTCONNECTER - NORMAL OPEN/ CLOSE - AIR CYLINDER POSITION DETECT FOOT SWITCH 1L+ SF-- X--.- SWITCH TYPE - SINGLE / DOUBLE - If pressing, the contact is closed - TO CLAMP or UNCLAMP CHUCK
- 9. CNC Machine Operating Modes Jog Mode MDI Mode Auto Mode Edit Mode Manual / Handle Mode Reference Mode Single Block Mode
- 10. CNC Machine Operating Modes JOG Mode: In this mode machine is operated in manually. In JOG mode machine moves in respective direction of axis when key is pressed. This mode is normally use for machine setting. when switch is not pressed machine can not move. Axis feed can be changed by feed override switch.
- 11. CNC Machine Operating Modes REFERENCE Mode: In this mode machine is referenced before operating the CNC machine in Automatic mode (programming mode), machine needed to be referenced. Reference means machine zero position. It is very necessary to reference M/c because during power off CNC system loose its positional value.
- 12. CNC Machine Operating Modes AUTO Mode: In automatic mode, individual NC traversing programs are processed. The axes cannot be traversed by means of the direction keys. In this mode machine works in part programs .Part program is program of particular job. part program contains various codes like that the numeric value of axis position ,tool command, spindle rotation , spindle speed, coolant on/off, G-codes, M-codes, T-codes etc.
- 13. CNC Machine Operating Modes MDI Mode: This mode in known as manual data input mode . In MDI mode machine execute the program block. MDI mode normally is for small program like Tool change Pallet change ,Spindle ON /OFF etc. The Manual Data Input (MDI) Mode allows you to enter and execute CNC commands through the keyboard on the control panel and display screen.
- 14. CNC Machine Operating Modes MANUAL / HANDLE MODE : The Handle Mode allows you to use the hand wheel to move the axis, similar to a manual machine. Movement by manual handle operation can be done by overlapping it with the movement by automatic operation.
- 15. CNC Machine Operating Modes EDIT Mode: In edit mode, an operator enter programs in your CNC machine’s memory, or you can modify current programs. Programs are usually organized by number, and you can make the program you want active.
- 16. CNC Machine Operating Modes Single Block Mode: In cnc machine single block mode when you press the cycle start button on the cnc machine control panel only one block of the cnc program will be executed and the machine slide DNC Mode: Distributive numerical control (DNC) is a technology that allows a single computer to be networked with one or more machines that use computer numerical control (CNC). The network is typically a broadband version of Ethernet. Using DNC, an operator can quickly load CNC programs into multiple machines.
- 17. CNC Machine Overrides 1. Spindle Override 2. Feed Override 3. Rapid Override 1. Spindle Override : The revolutions or speed of a spindle during endless rotation or positioning can be scaled as a percentage via the override interface Can control speed override and feed override from 0% to 120%. At 0% speed override the spindle will stop
- 18. CNC Machine Overrides 2. Feed Override: The feed override and speed override are the most suitable and handy way to control the cnc machine feed and speed through cnc control panel. You control the speed and feed in percentage. When the feed override is 100% the actually feed which is programmed will be active.
- 19. CNC Machine Overrides 3. Rapid Override: Rapid override is often a multi-position (10, 25, 50 and 100 percent) switch that is used during setup to slow rapid motion rate during each tool's initial approach to the workpiece. Once a program is verified and the machine begins a production run, rapid override should be set to 100 percent.
- 20. Cycle Start and Cycle/Feed Hold . 1. Cycle Start: Cycle Start is used to start the execution of the selected program. It is used to initiate the execution of NC blocks in the MDI buffer. 2. Cycle/Feed Hold: The Feed Hold button will stop the motion of all the axes but will allow the spindle to keep spinning. When you run a new and untested program, keep a finger on the feed hold button so that you have at least a chance of stopping the tool from colliding with anything.