Vapor Combustor / Flare System Improvement Project Analysis
•Download as PPTX, PDF•
1 like•193 views


Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Similar to Vapor Combustor / Flare System Improvement Project Analysis
Similar to Vapor Combustor / Flare System Improvement Project Analysis (20)
Vapor Combustor / Flare System Improvement Project Analysis
- 1. Vapor Combustor / Flare System Improvement Project Old Dominion University Engineering Management and Systems Engineering Department Krimmel, Timothy Tkrimm1@gmail.com; Tkrim001@odu.edu ENMA 605: Capstone Course January 2016
- 2. Disclaimer All numbers used in this presentation were adjusted so that they do not reflect actual plant operation. This model is purely a demonstration of the skills, knowledge, and techniques learned through Old Dominion University’s Masters of Engineering Management program.
- 3. Executive Summary Baker Hughes Chemical Facility is a specialty chemicals batch plant which produces hundreds of millions of pounds of chemicals each year for the oil and gas industry. The purpose and objective of this project is to systematically and methodically analyze the vapor combustor/flare system at Baker Hughes Plant and propose solutions using data, modeling, and simulation to improve the system. This project delivers a model, simulation, risk/probabilities of system loading, and proposal for improving the system. The general approach to achieving these goals was to first identify the sources of pressure including system limitations by walking out the entire system and studying the system documentation and specifications. The system was then sketched into isometric drawings be used for calculating pressure drop and ensuring all tie-in points are known. A process flow diagram was prepared using the isometrics and P&ID’s in order to create a user friendly single page diagram. The probabilities of specific processes being online (risk) and potential loading of each of these processes was thoroughly discussed and identified with plant engineering and applied to the model. A nonlinear programming model was developed in Excel and combined with a Monte Carlo Simulation to analyze system performance over multiple changing variables based on known probabilities. Data was collected in the field and used to validate and calibrate the model. This project has demonstrated that a nonlinear model combined with good statistics, and a Monte Carlo Simulation can offer valuable contributions to any process. All of these tools came together to give a comprehensive picture and recommendation with a highly specific prediction on improved system performance.
- 4. Model Basis The basis of this project is a functional model of the vapor combustor system using Microsoft Excel. The model uses Nonlinear Programming techniques combined with the processing power of my laptop to model this highly complex multi-variable system. The model was developed using the fluid flow equation from Crane Technical Paper No. 410 for isothermal simplified compressible flow for long pipe lines. Crane Technical Paper No. 410 Equation 3-7a:𝜔2 = 0.1072 ∙ 144∙𝑔∙𝐴2 𝑉2′∙𝛫 ∙ 𝑃′1 2− 𝑃′2 2 𝑃′1 This function is applicable because the piping is un-insulated and very long, ensuring the gas will be at or near ambient temperatures and each section would have a pressure drop of less than 10% of P1 or the pressure into the line. This equation was rearranged in the model to solve for ω2 (mass flowrate), P’1 (inlet pressure), and P’2 (outlet pressure) as needed depending on what system information is given for each line. The ideal gas law, PV=nRT is used to convert between mass flow and volumetric flow, because the system is near atmospheric pressure and ambient temperature. The gas is assumed to be N2 with a molecular weight of 28.02 because this gas is used to inert all of our tanks and reactors. The objective function for this model is minimized and equal to the sum of the absolute differences between mass balances around each node as well as the sum of absolute differences between calculated pressures from each line. When the error is minimized, the model is an accurate representation of the system. Microsoft solver was run using the GRG Nonlinear method as well as the Evolutionary method to reduce the error to 0.2 or less for each run. The decision variables were chosen as the pressures at key nexus nodes in order to minimize the number of decision variables as well as minimize the complexity of the math in the Excel spreadsheet. One additional decision variable was chosen to adjust the resistance flow coefficient at the end of the system to account for the variable flowrate of the blowers and natural gas at the vapor combustor unit. The constraints were chosen to prevent division by zero errors and to constrain the decision variables to realistic values.
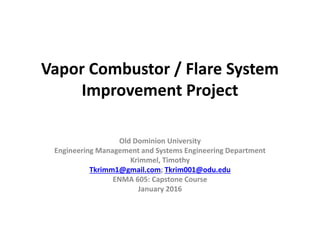
- 5. R-5501 R-5502 R-5503 R-5504 V-5057 V-5055 q (ACFM) 3.2 q (ACFM) 5.0 q (ACFM) 5.3 q (ACFM) 4.4 30" Water Seal Leg q (ACFM) 0.0 q (ACFM) 0.0 q (ACFM) 0.0 P (in. W.C.) -0.19 P (in. W.C.) -0.19 P (in. W.C.) -0.22 P (in. W.C.) -0.22 P (in. W.C.) 23.2 P (in. W.C.) 27.0 P (in. W.C.) 10.00 T-5054 6 7 q (ACFM) 8.1 q (ACFM) 9.7 P (in. W.C.) -0.21 P (in. W.C.) -0.22 Drain 1 10 q (ACFM) 0.0 q (ACFM) 0.0 q (ACFM) 0.0 P (in. W.C.) 10.00 P (in. W.C.) -0.62 K-5701 P (in. W.C.) 0.0 13 T-5053 5 q (ACFM) 119.9 q (ACFM) 5.4 3 q (ACFM) 17.8 8 P (in. W.C.) 30.8 12 P (in. W.C.) 23.3 q (ACFM) 25.1 P (in. W.C.) -0.64 q (ACFM) 25.1 q (ACFM) 5.4 P (in. W.C.) -0.64 P (in. W.C.) -0.83 V-5701 9 P (in. W.C.) 23.2 q (ACFM) 131.3 q (ACFM) 119.9 q (ACFM) 0.0 2 P (in. W.C.) -22.78 P (in. W.C.) 30.8 P (in. W.C.) 10.00 q (ACFM) 0.0 4 V-5050 14 T-5051 P (in. W.C.) -0.62 q (ACFM) 7.3 C-5701 q (ACFM) 0.0 q (ACFM) 5.4 K-7411 P (in. W.C.) -0.51 q (ACFM) 25.1 11 P (in. W.C.) 27.0 P (in. W.C.) 23.4 q (ACFM) 5.7 Z-5503 P (in. W.C.) -0.64 K-5702 q (ACFM) 129.4 P (in. W.C.) 0.0 q (ACFM) 0.0 q (ACFM) 0.0 P (in. W.C.) 23.2 New IPAK Tote Fillers P (in. W.C.) 0.00 V-5702 P (in. W.C.) 30.8 18 Plant 5 Tote Filler q (ACFM) 0.0 (Only One Pump On) q (ACFM) 641.6 Z-5501 Z-5502 P (in. W.C.) -0.83 (For this Simulation K-5702 is Off) 16 P (in. W.C.) 23.6 q (ACFM) 3.6 q (ACFM) 3.6 q (ACFM) 776.6 P (in. W.C.) 0.00 P (in. W.C.) 0.00 P (in. W.C.) 19.9 Plant 5 Drum Fillers V-5052 K-7412 q (ACFM) 637.2 q (ACFM) 0.0 17 P (in. W.C.) 27.0 P (in. W.C.) 0.0 q (ACFM) 782.7 P (in. W.C.) 19.0 V-6202 T-5549 RS-5 q (ACFM) 897.5 Flare q (ACFM) 0.0 21 q (ACFM) 0.0 P (in. W.C.) 0.3 q (ACFM) 897.4 19 P (in. W.C.) 19.0 q (ACFM) 0.0 P (in. W.C.) 15.5 P (in. W.C.) -66.3 q (ACFM) 784.3 P (in. W.C.) 15.5 RS-6 P (in. W.C.) 17.8 23 q (ACFM) 0.0 20 22 q (ACFM) 0.0 P (in. W.C.) 15.5 q (ACFM) 0.0 TS-2 q (ACFM) 0.0 P (in. W.C.) 15.5 Z-1102TS P (in. W.C.) 15.5 q (ACFM) 0.0 P (in. W.C.) 15.5 TS-1 q (ACFM) 0.0 P (in. W.C.) 15.5 q (ACFM) 0.0 P (in. W.C.) 17.8 29 P (in. W.C.) 15.5 RS-1 q (ACFM) 786.6 25 26 q (ACFM) 0.0 V-6714 P (in. W.C.) 10.4 24 q (ACFM) 0.0 q (ACFM) 0.0 27 P (in. W.C.) 15.5 q (ACFM) 897.5 q (ACFM) 0.0 P (in. W.C.) 15.5 P (in. W.C.) 15.5 q (ACFM) 0.0 28 P (in. W.C.) 0.3 P (in. W.C.) 15.5 P (in. W.C.) 15.5 q (ACFM) 0.0 P (in. W.C.) 15.5 34 32 RS-4 TS-3 RS-3 37 36 35 q (ACFM) 855.2 q (ACFM) 833.4 q (ACFM) 0.0 q (ACFM) 0.0 q (ACFM) 0.0 RS-2 TS-4 q (ACFM) 897.5 q (ACFM) 872.9 q (ACFM) 871.4 P (in. W.C.) 4.4 P (in. W.C.) 7.2 P (in. W.C.) 15.5 P (in. W.C.) 15.5 P (in. W.C.) 15.5 q (ACFM) 0.0 q (ACFM) 0.0 P (in. W.C.) 0.2 P (in. W.C.) 0.2 P (in. W.C.) 3.7 30 P (in. W.C.) 15.5 P (in. W.C.) 15.5 q (ACFM) 32.7 P (in. W.C.) 10.4 33 Z-3240 38 q (ACFM) 0.0 K-3240 31 q (ACFM) 0.0 q (ACFM) 17.1 V-6404 P (in. W.C.) 0.2 q (ACFM) 34.1 q (ACFM) 33.7 P (in. W.C.) 0.0 P (in. W.C.) 0.2 PLT 2 TS S PLT 2 Hotwell S PLT 2 Hotwell N q (ACFM) 0.0 P (in. W.C.) -5.7 P (in. W.C.) -5.0 PLT 3 Hotwell q (ACFM) 0.0 q (ACFM) 12.0 q (ACFM) 11.8 P (in. W.C.) 7.2 PLT 2 TS N q (ACFM) 15.6 PLT 3 TS P (in. W.C.) 3.7 P (in. W.C.) 4.4 P (in. W.C.) 5.9 q (ACFM) 0.0 Z-3241 P (in. W.C.) 0.6 q (ACFM) 0.0 P (in. W.C.) 7.2 q (ACFM) 33.7 P (in. W.C.) 0.6 P (in. W.C.) 0.0 Plant 2/3 Drum & Tote Filler Flare Model Flowsheet
- 6. Model Validation Data was collected by connecting small electronic milliamp data loggers to pressure transmitters. These instruments can record up to 3 days (at intervals of once per minute) of data before requiring the data be downloaded to a computer. The data loggers were installed at two points in the system so that the total system operation was measured and compared to the model. Flow data was collected from the system’s main flowmeter, which measures total vapors going into the flare from multiple process streams. The flowmeter was connected to the Plant’s distributed control system (DCS). I worked with the DCS engineer to send historian data for dates to coincide with the recorded data from the pressure transmitter data collection effort. A meeting was held with the plant engineers to brainstorm sources of system risk. Production and Process Engineers helped me to determine probabilities that specific streams will be online as well as how much vapor these lines are likely to be putting into the vapor combustor system. The model was validated by analyzing the data generated by the Monte Carlo Simulation and comparing with the field data analysis. 30 simulations were run using the Monte Carlo method and the results were analyzed using Microsoft Excel’s descriptive statistics function. The model’s descriptive statistics were compared to the field data’s descriptive statistics to validate model accuracy.
- 7. Calculations Line Κ (ƒ·L/D) ω (lb/sec) ACFM SCFM P1 Inlet (PSIA) P2 Outlet (PSIA) P2 Outlet (W.C. Gauge) D (in.) A (ft2 ) Original K Value K Multiplier On/Off Pressure In if On (W.C. Gauge) Pressure In if On (PSIA) Nodal Constraints Mass Error Pressure Error Ambient Temperature = 88 °F = 547.67 °R P' Pressure (PSIA) 4.338 1 0.000 0.000 K Resistance coefficient Nominal Size 1/2" 3/4" 1" 1 1/4" 1 1/2" 2 2 1/2", 3" 4" 5" 6" 8-10" 12-16" 18-24" 0.088 2 0.000 0.000 Equations: V̅ ' Specific volume (ft3 /lb) ƒ 0.027 0.025 0.023 0.022 0.021 0.019 0.018 0.017 0.016 0.015 0.014 0.013 0.012 0.000 3 0.000 0.004 g Acceleration of gravity= 32.2 ft/sec2 M.W. Air = 28.97 1:2 5.06 0.000 0.0 0.0 14.67 14.67 -0.62 18 0.196 1.17 4.3384683 4 0.000 0.000 A Area (ft2 ) M.W. N2 = 28.02 7:5 0.26 0.011 9.7 9.2 14.69 14.69 -0.22 6 0.196 0.06 4.3384683 5 0.000 0.001 ω Flowrate (lb/sec) M.W. Natural Gas = 19.5 6:5 1.92 0.009 8.1 7.7 14.69 14.69 -0.21 6 0.196 0.24 8 7 0.000 0.000 Subscript 1 Annotates inlet R = 10.7316 (PSIA*ft3 )/(lbmol*R) 4:3 16.69 0.008 7.3 6.9 14.68 14.67 -0.62 6 0.196 3.85 4.3384683 6 0.000 0.000 Subscript 2 Annotates outlet °R=°F+459.67 3:C-5701 0.11 0.029 25.1 23.8 14.67 14.67 -0.64 8 0.349 0.03 4.3384683 8 0.000 0.000 R Ideal gas constant () 1 PSI = 27.7076 ' H2O, 1 ATM = 14.6959 PSI 18:16 0.06 0.799 641.6 649.2 15.67 15.55 23.64 6 0.196 0.66 0.087812 9 0.000 0.000 T Temperature (°R) Sg = 0.96721 23:22 0.29 0.000 0.0 0.0 15.25 15.25 15.49 4 0.087 3.32 0.087812 11 0.000 0.000 28:27 0.38 0.000 0.0 0.0 15.25 15.25 15.48 3 0.049 4.32 0.087812 12 0.000 0.000 33:32 0.04 0.000 0.0 0.0 14.95 14.95 7.16 3 0.049 0.42 0.087812 13 0.000 0.000 38:37 1.93 0.020 17.1 16.3 14.72 14.70 0.21 4 0.087 21.95 0.087812 14 0.000 0.000 14:13 26.81 0.007 5.4 5.4 15.54 15.54 23.29 6 0.196 6.18 4.3384683 16 0.000 0.029 31:K-3240 0.27 0.039 34.1 31.9 14.52 14.49 -5.65 3 0.049 3.11 0.087812 17 0.000 0.000 11:16 0.01 0.160 129.4 129.8 15.53 15.53 23.23 10 0.545 0.10 0.087812 18 0.000 0.000 12:11 0.06 0.007 5.4 5.4 15.53 15.53 23.24 10 0.545 0.67 0.087812 19 0.000 0.254 9:11 3.60 0.153 121.8 124.3 15.81 15.53 23.24 6 0.196 3.60 1 Per Controller 20 0.000 0.000 5:3 10.00 0.021 17.8 16.9 14.69 14.67 -0.64 6 0.196 2.00 5 21 0.000 0.000 K-5701:9 3.42 0.153 119.9 124.3 16.07 15.81 30.83 6 0.196 2.28 1.5 22 0.000 0.000 K-5702:9 2.43 0.000 0.0 0.0 15.81 15.81 30.83 6 0.196 1.62 1.5 Pump is Off 23 0.000 0.000 Assumptions: V-5701:K-5701 4.00 0.153 138.8 124.3 13.87 12.00 -74.59 4 0.087 0.92 4.3384683 24 0.000 0.000 V-5702:K-5702 4.00 0.000 0.0 0.0 14.67 14.67 -0.83 4 0.087 0.92 4.3384683 25 0.000 0.000 13:12 13.04 0.007 5.4 5.4 15.54 15.53 23.24 6 0.196 3.01 4.3384683 26 0.000 0.000 Flow is sub-sonic velocity. K-7411:14 0.24 0.007 5.4 5.4 15.54 15.54 23.40 2 0.022 2.76 0.087812 27 0.000 0.000 Smooth steel pipe. K-7412:14 0.33 0.000 0.0 0.0 15.54 15.54 23.40 2 0.022 3.78 0.087812 28 0.000 0.000 W.C. Gauge Normal Range FIT-6714A SCFM Total PT-5701 " W.C. Gauge PT-2101 IPAK East:K-7411 14.17 0.007 5.7 5.4 14.70 14.52 -5.00 2 0.022 3.27 4.3384683 1 0 14.70 29 0.000 0.000 K Multiplier Upstream PT-5701 4.33847 PT-5701 = 23.24 5-26 IPAK West:K-7412 14.17 0.000 0.0 0.0 15.54 15.54 23.40 2 0.022 3.27 4.3384683 0 0 14.70 30 0.000 0.000 K Multiplier Upstream PT-2101 0.08781 PT-2101 = 0.20 2-24 Mean 338.1170984 Mean 12.143 Mean 11.55 K-3240:30 1.38 0.039 32.7 31.9 15.11 15.07 10.35 4 0.087 15.76 0.087812 31 0.000 0.000 K Multiplier Downstream PT-2101 0.00 Flare = -66.33 0 Standard Error 0.402738233 Standard Error 0.02613 Standard Error0.026 Z-3241:31 0.41 0.039 33.7 31.9 14.70 14.52 -5.00 2 0.022 4.70 0.087812 1 0 14.70 32 0.000 0.000 Flare Flow = 852.0 167-399 Median 333.4500122 Median 12.1094 Median 11.53 Z-3240:31 0.91 0.000 0.0 0.0 14.52 14.52 -5.00 2 0.022 10.37 0.087812 0 0 14.70 33 0.000 0.000 Max Mid Min Normal Mode 333.4250183 Mode 12.1875 Mode 11.56 T-5054:1 5.31 0.000 0.0 0.0 14.67 14.67 -0.62 18 0.196 1.22 4.3384683 0 10 15.06 34 0.000 0.000 4.3751 4.338 4.302 6.097 Standard Deviation 22.11029231 Standard Deviation 1.43461 Standard Deviation1.412 T-5053:1 2.20 0.000 0.0 0.0 14.67 14.67 -0.62 18 0.196 0.51 4.3384683 0 10 15.06 35 0.000 0.000 0.11791 0.088 0.058 0.004 Sample Variance 488.8650261 Sample Variance 2.05811 Sample Variance1.993 T-5051:2 6.22 0.000 0.0 0.0 14.67 14.67 -0.62 6 0.196 1.43 4.3384683 0 10 15.06 36 0.000 0.000 0.01 0.009 0.006 0.007 Kurtosis 0.115695392 Kurtosis 2.38587 Kurtosis 1.44 Z-5503:3 124.95 0.000 0.0 0.0 14.67 14.67 -0.64 2 0.022 28.80 4.3384683 0 0 14.70 37 0.000 0.001 Skewness 0.596197081 Skewness 0.72323 Skewness 0.591 Z-5501:4 18.17 0.004 3.6 3.5 14.70 14.68 -0.51 3 0.049 4.19 4.3384683 1 0 14.70 38 0.000 0.000 Normal 2 Range 166.9372253 Range 16.875 Range 12.78 Z-5502:4 18.17 0.004 3.6 3.5 14.70 14.68 -0.51 3 0.049 4.19 4.3384683 1 0 14.70 Flare 2.457 6.593 Minimum 232.9377747 Minimum 5.71875 Minimum 5.75 V-5057:12 0.23 0.000 0.0 0.0 15.53 15.53 23.24 6 0.196 2.61 0.087812 0 27 15.67 K-5701:9 Flowrate 0.000 0.004 Maximum 399.875 Maximum 22.5938 Maximum 18.53 V:5055:13 0.18 0.000 0.0 0.0 15.54 15.54 23.29 3 0.049 2.01 0.087812 0 27 15.67 Total Error = 2.7466 0.006 Sum 1019084.934 Sum 36598.9 Sum 34813 V-5050:18 0.07 0.000 0.0 0.0 15.67 15.67 26.99 6 0.196 0.81 0.087812 0 27 15.67 Count 3014 Count 3014 Count 3014 V-5052:18 0.05 0.799 637.2 649.2 15.78 15.67 26.99 6 0.196 0.60 0.087812 1 30 15.78 Normal 3 Confidence Level(95.0%) 0.789669651 Confidence Level(95.0%)0.05124 Confidence Level(95.0%)0.05 T-5549:17 0.32 0.000 0.0 0.0 15.41 15.41 19.91 3 0.049 3.69 0.087812 0 27 15.67 2.604 RS-6:23 324.35 0.000 0.0 0.0 15.25 15.25 15.49 3 0.049 9.35 0.087812 0 729 41.01 0.287 TS-1:23 324.41 0.000 0.0 0.0 15.25 15.25 15.49 3 0.049 10.10 0.087812 0 744 41.55 0.000 RS-5:22 324.11 0.000 0.0 0.0 15.25 15.25 15.49 3 0.049 6.71 0.087812 0 719 40.65 TS-2:21 324.39 0.000 0.0 0.0 15.25 15.25 15.49 3 0.049 9.89 0.087812 0 724 40.83 TS-4:28 324.58 0.000 0.0 0.0 15.25 15.25 15.48 2 0.022 12.02 0.087812 0 707 40.21 RS-1:28 324.54 0.000 0.0 0.0 15.25 15.25 15.48 2 0.022 11.59 0.087812 0 716 40.54 RS-2:27 324.51 0.000 0.0 0.0 15.25 15.25 15.48 2 0.022 11.24 0.087812 0 708 40.25 RS-3:26 325.23 0.000 0.0 0.0 15.25 15.25 15.48 1 0.005 19.39 0.087812 0 721 40.72 TS-3:25 324.08 0.000 0.0 0.0 15.25 15.25 15.48 3 0.049 6.33 0.087812 0 702 40.03 RS-4:24 324.87 0.000 0.0 0.0 15.25 15.25 15.48 1 0.005 15.35 0.087812 0 744 41.55 15.78273542 30 " W.C. Gauge Z-1102TS:29 325.44 0.000 0.0 0.0 15.34 15.34 17.79 3 0.049 21.84 0.087812 0 727 40.93 15.42182362 20 " W.C. Gauge V-6404:33 0.77 0.000 0.0 0.0 14.95 14.95 7.16 1.5 0.012 8.74 0.087812 0 0 14.70 27# 748.105 PLT2TSN:33 325.17 0.000 0.0 0.0 14.95 14.95 7.16 3 0.049 18.78 0.087812 0 696 39.82 25# 692.69 PLT2HWN:34 323.84 0.015 11.8 12.3 16.14 14.91 5.86 4 0.087 3.58 0.087812 1 40 16.14 15.67446188 PLT2HWS:35 324.00 0.015 12.0 12.5 16.14 14.85 4.36 4 0.087 5.42 0.087812 1 40 16.14 15.67446188 PLT2TSS:36 324.24 0.000 0.0 0.0 14.83 14.83 3.68 3 0.049 8.11 0.087812 0 693 39.71 PLT3TS:38 212.54 0.000 0.0 0.0 14.72 14.72 0.59 3 0.049 17.54 0.087812 0 714 40.47 PLT3HW:38 211.24 0.020 15.6 16.3 16.14 14.72 0.59 4 0.087 2.78 0.087812 1 40 16.14 2:3 11.89 0.000 0.0 0.0 14.67 14.67 -0.62 6 0.196 2.38 5 C-5701:8 7.05 0.029 25.1 23.8 14.67 14.67 -0.83 8 0.349 1.41 5 9:10 10.88 0.00 0.0 0.0 15.81 15.81 30.83 6 0.196 2.51 4.3384683 R-5503:7 11.86 0.006 5.3 5.0 14.70 14.69 -0.22 4 0.087 2.73 4.3384683 R-5504:7 16.68 0.005 4.4 4.2 14.70 14.69 -0.22 4 0.087 3.84 4.3384683 R-5502:6 11.86 0.006 5.0 4.7 14.70 14.69 -0.19 4 0.087 2.73 4.3384683 R-5501:6 29.45 0.004 3.2 3.0 14.70 14.69 -0.19 4 0.087 6.79 4.3384683 8:V-5701 1.87 0.153 131.3 124.3 14.67 13.87 -22.78 4 0.087 0.43 4.3384683 8:V-5702 4.60 0.000 0.0 0.0 14.67 14.67 -0.83 4 0.087 1.06 4.3384683 V-5701:10 10.88 0.000 0.0 0.0 13.87 13.87 -22.78 4 0.087 2.51 4.3384683 V-5702:10 10.88 0.000 0.0 0.0 14.67 14.67 -0.83 4 0.087 2.51 4.3384683 16:17 0.31 0.959 776.6 779.0 15.53 15.41 19.91 10 0.545 3.48 0.087812 17:19 0.08 0.959 782.7 779.0 15.41 15.38 19.00 10 0.545 0.94 0.087812 22:21 0.14 0.000 0.0 0.0 15.25 15.25 15.49 4 0.087 1.63 0.087812 21:20 0.19 0.000 0.0 0.0 15.25 15.25 15.49 4 0.087 2.17 0.087812 20:19 0.05 0.000 0.0 0.0 15.25 15.25 15.49 4 0.087 0.05 1 27:26 0.28 0.000 0.0 0.0 15.25 15.25 15.48 3 0.049 3.14 0.087812 26:25 0.19 0.000 0.0 0.0 15.25 15.25 15.48 4 0.087 2.13 0.087812 25:24 0.30 0.000 0.0 0.0 15.25 15.25 15.48 4 0.087 3.47 0.087812 24:20 0.28 0.000 0.0 0.0 15.25 15.25 15.48 4 0.087 3.15 0.087812 19:29 0.11 0.959 784.3 779.0 15.38 15.34 17.79 10 0.545 1.26 0.087812 29:30 0.67 0.959 786.6 779.0 15.34 15.07 10.35 10 0.545 7.64 0.087812 30:32 0.26 0.998 833.4 810.9 15.07 14.95 7.16 10 0.545 2.99 0.087812 32:34 0.11 0.998 839.8 810.9 14.95 14.91 5.86 10 0.545 1.21 0.087812 34:35 0.12 1.013 855.2 823.2 14.91 14.85 4.36 10 0.545 1.35 0.087812 35:36 0.05 1.028 871.4 835.7 14.85 14.83 3.68 10 0.545 0.59 0.087812 36:37 0.27 1.028 872.9 835.7 14.83 14.70 0.20 10 0.545 3.02 0.087812 37:V-6714 0.00 1.049 897.5 852.0 14.70 14.70 0.20 10 0.545 3.27 -3.25E-05 V-6714:V-6202 0.00 1.049 897.5 852.0 14.70 14.71 0.27 4 0.087 3.91 -3.25E-05 V-6202:FLARE 1.83 1.049 897.4 852.0 14.71 12.30 -66.33 8 0.349 1.83 -3.25E-05 Friction factor for Clean Steel Pipe The fluid is 100% N2 and can be assumed simplified compressible flow for long pipes per Crane Technical Paper No. 410, pg. 3-3. Reasonable accuracywill be obtained if the specific volume used in the formula is based on either the upstream or downstream conditions, whichever is known. (If the calculated pressure drop is less than Based on Pump Characteristics Equal to Output of Another Line Only if Pressure > 30" W.C. Based on On/Off or in use. Decision Variables Objective Function Constraints Crane Formula User Specified ′ = 2 = 1 2 1 1 0.1072 2 10.7 1 1 2 2 .02 2 = 0.1072 1 2 2 .02 10.7 1 1 2 2 2 1 ′ = 2 = 0.1072 1 2 2 1 2 2 2 1 = 1 0 . . 2 10.7 1 ′ = 10.7 1 2 .02 2 = 1 2 1 1 0.1072 2 1 1 2 Ideal Gas Law: = = 1 . 1 . 7
- 8. 88 °F Line On/Off Line Pressure (W.C. Gauge) 1 0.00 0 0.00 1 0.00 0 0.00 0 10.00 0 10.00 0 10.00 0 0.00 1 0.00 1 0.00 0 27.00 0 27.00 0 27.00 1 30.00 0 27.00 0 729.00 0 744.00 0 719.00 0 724.00 0 707.00 0 716.00 0 708.00 0 721.00 0 702.00 0 744.00 0 727.00 0 0.00 0 696.00 1 40.00 1 40.00 0 693.00 0 714.00 1 40.00 2.75 PLT3TS:38 PLT3HW:38 Total Error = V-6404:33 PLT2TSN:33 PLT2HWN:34 PLT2HWS:35 PLT2TSS:36 RS-2:27 RS-3:26 TS-3:25 RS-4:24 Z-1102TS:29 TS-1:23 RS-5:22 TS-2:21 TS-4:28 RS-1:28 V:5055:13 V-5050:18 V-5052:18 T-5549:17 RS-6:23 Temperature = Sources of Gas IPAK East:K-7411 IPAK West:K-7412 Z-3241:31 Z-3240:31 T-5054:1 T-5053:1 T-5051:2 Z-5503:3 Z-5501:4 Z-5502:4 V-5057:12 User Input
- 9. Temperature = 46 °F Iteration # 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Sources of Gas Line On/Off Line Pressure (W.C. Gauge) Probability Line is in use IPAK East:K-7411 1 0.0 0 IPAK East:K-7411 OFF OFF OFF OFF OFF 0 OFF OFF OFF OFF 0 0 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 0 IPAK East:K-7411 0 0.00 50.0% IPAK West:K-7412 0 0.0 OFF IPAK West:K-7412 OFF OFF OFF OFF OFF 0 OFF OFF OFF 0 OFF 0 OFF 0 0 OFF OFF OFF OFF OFF OFF OFF OFF OFF 0 OFF OFF OFF OFF OFF IPAK West:K-7412 0 0.00 0.0% Z-3241:31 1 0.0 0 Z-3241:31 0 0 OFF OFF OFF OFF 0 OFF OFF 0 0 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 0 0 0 OFF 0 OFF OFF OFF OFF Z-3241:31 1 0.00 100.0% Z-3240:31 0 0.0 OFF Z-3240:31 OFF OFF OFF OFF 0 0 OFF 0 OFF OFF OFF OFF OFF 0 OFF 0 OFF OFF 0 OFF OFF OFF OFF 0 OFF OFF OFF OFF OFF OFF Z-3240:31 0 0.00 15.0% T-5054:1 0 10.0 OFF T-5054:1 OFF OFF OFF OFF OFF 0 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF T-5054:1 0 10.00 6.3% T-5053:1 0 10.0 OFF T-5053:1 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF T-5053:1 0 10.00 6.3% T-5051:2 0 10.0 OFF T-5051:2 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 0 OFF T-5051:2 0 10.00 6.3% Z-5503:3 0 0.0 OFF Z-5503:3 OFF OFF 0 OFF 0 OFF OFF OFF OFF 0 OFF 0 OFF 0 0 OFF OFF OFF 0 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF Z-5503:3 0 0.00 0.0% Z-5501:4 1 0.0 0 Z-5501:4 OFF 0 OFF 0 OFF 0 0 0 OFF OFF 0 0 OFF OFF OFF 0 0 0 0 OFF 0 OFF OFF OFF OFF OFF 0 0 OFF 0 Z-5501:4 1 0.00 100.0% Z-5502:4 1 0.0 0 Z-5502:4 OFF 0 0 0 OFF 0 OFF OFF OFF 0 0 OFF OFF 0 OFF OFF 0 OFF 0 0 OFF 0 OFF 0 0 0 0 0 OFF OFF Z-5502:4 1 0.00 100.0% V-5057:12 0 27.0 OFF V-5057:12 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF V-5057:12 0 27.00 6.0% V:5055:13 0 27.0 OFF V:5055:13 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF V:5055:13 0 27.00 6.0% V-5050:18 0 27.0 OFF V-5050:18 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF V-5050:18 0 27.00 6.0% V-5052:18 1 30.0 30 V-5052:18 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF V-5052:18 0 27.00 6.0% T-5549:17 0 27.0 OFF T-5549:17 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF T-5549:17 0 27.00 6.0% RS-6:23 0 729.0 OFF RS-6:23 OFF OFF OFF OFF 30 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 26 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 29 OFF OFF OFF RS-6:23 0 719.00 0.5% TS-1:23 0 744.0 OFF TS-1:23 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF TS-1:23 0 747.00 25.0% RS-5:22 0 719.0 OFF RS-5:22 OFF 30 OFF OFF OFF OFF OFF OFF OFF 28 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF RS-5:22 0 714.00 0.5% TS-2:21 0 724.0 OFF TS-2:21 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 25 OFF OFF TS-2:21 0 726.00 25.0% TS-4:28 0 707.0 OFF TS-4:28 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF TS-4:28 0 735.00 25.0% RS-1:28 0 716.0 OFF RS-1:28 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 25 OFF OFF OFF OFF OFF 29 OFF OFF OFF OFF OFF OFF OFF 30 RS-1:28 0 697.00 2.3% RS-2:27 0 708.0 OFF RS-2:27 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 28 26 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF RS-2:27 0 746.00 1.0% RS-3:26 0 721.0 OFF RS-3:26 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 26 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF RS-3:26 0 730.00 0.5% TS-3:25 0 702.0 OFF TS-3:25 27 OFF 25 OFF 28 OFF OFF OFF OFF OFF 27 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF TS-3:25 0 719.00 25.0% RS-4:24 0 744.0 OFF RS-4:24 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF RS-4:24 0 721.00 0.0% Z-1102TS:29 0 727.0 OFF Z-1102TS:29 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 27 OFF OFF OFF OFF OFF OFF OFF Z-1102TS:29 0 740.00 10.0% V-6404:33 0 0.0 OFF V-6404:33 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF V-6404:33 0 0.00 0.0% PLT2TSN:33 0 696.0 OFF PLT2TSN:33 OFF OFF OFF OFF 25 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 25 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF PLT2TSN:33 0 703.00 1.0% PLT2HWN:34 1 40.0 40 PLT2HWN:34 OFF OFF OFF 27 OFF 29 OFF OFF OFF OFF 29 28 OFF OFF OFF OFF OFF 29 OFF 29 OFF OFF 29 28 OFF OFF OFF OFF 27 30 PLT2HWN:34 1 40.00 100.0% PLT2HWS:35 1 40.0 40 PLT2HWS:35 27 OFF 29 OFF OFF 27 29 OFF OFF OFF OFF OFF OFF 26 OFF OFF OFF OFF OFF 29 OFF OFF OFF 27 26 OFF OFF OFF 26 OFF PLT2HWS:35 1 40.00 100.0% PLT2TSS:36 0 693.0 OFF PLT2TSS:36 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 25 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 28 OFF OFF OFF PLT2TSS:36 0 731.00 5.0% PLT3TS:38 0 714.0 OFF PLT3TS:38 OFF OFF OFF OFF 26 OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF OFF 27 OFF 30 OFF OFF PLT3TS:38 0 746.00 5.0% PLT3HW:38 1 40.0 40 PLT3HW:38 OFF 28 OFF OFF OFF OFF OFF OFF 27 OFF OFF 28 OFF OFF OFF 30 OFF 29 OFF OFF OFF 30 30 OFF 25 OFF OFF OFF OFF 25 PLT3HW:38 1 40.00 100.0% 2.747 Total Error = 0.005 0.002 0.007 0.004 0.001 0.097 0.033 0.001 0.011 0.073 0.071 0.098 0.006 0.040 0.066 0.024 0.023 0.098 0.006 0.054 0.054 0.004 0.044 0.019 0.048 0.018 0.006 0.013 0.061 0.070 Total Error = 2.75 852.0 Total Flow V6202:Flare (SCFM) 195.5 207.5 186.5 162.8 228.1 197.4 158.8 135.8 161.3 174.7 187.9 223.0 160.2 177.3 145.6 226.2 124.3 200.7 153.8 191.6 124.7 188.0 220.5 196.9 193.1 159.3 182.8 176.2 188.8 225.1 0.2 Pressure at PT-2101 (in W.C. Gauge) 9.6 10.7 8.4 8.5 11.1 15.6 15.7 10.9 11.5 12.5 15.8 9.2 4.6 4.3 3.3 7.3 8.1 11.1 11.7 11.2 10.8 10.7 12.0 10.4 9.7 6.9 8.9 7.9 8.8 8.5 23.2 Pressure at PT-5701 (in W.C. Gauge) 10.8 12.0 9.6 9.3 12.8 16.7 16.4 11.7 12.3 13.7 17.0 10.4 5.5 5.4 4.2 8.7 8.8 12.1 12.6 12.2 11.6 11.7 13.1 11.4 10.7 7.7 10.0 9.0 9.8 9.8 88 Temperature (°F) 85.0 79.0 71.0 72.0 75.0 86.0 42.0 83.0 78.0 43.0 83.0 76.0 77.0 85.0 74.0 77.0 73.0 85.0 71.0 84.0 88.0 83.0 84.0 90.0 89.0 82.0 79.0 70.0 89.0 63.0 124 Flow at 9:11 (SCFM) 124.4 124.3 124.3 124.3 124.3 113.6 119.3 124.3 124.2 124.3 112.7 127.4 124.3 124.3 124.3 124.3 124.3 123.8 124.3 124.1 124.7 124.3 115.7 119.4 120.0 125.4 122.9 126.0 121.8 124.9 5 Flow at 12:11 (SCFM) 0.0 0.0 0.0 0.0 0.0 16.1 0.0 0.0 0.0 8.4 8.1 16.3 0.0 8.1 8.1 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 0.0 8.0 0.0 0.0 0.0 0.0 8.2 130 Flow at 11:16 (SCFM) 124.4 124.3 124.3 124.3 124.3 129.7 119.3 124.3 124.2 132.7 120.7 143.7 124.3 132.4 132.4 124.3 124.3 123.8 124.3 124.1 124.7 124.3 115.7 119.4 128.0 125.4 122.9 126.0 121.8 133.1 0 Flow at 20:19 (SCFM) 29.5 32.4 29.2 0.0 55.1 0.0 0.0 0.0 0.0 29.9 23.5 0.0 2.4 0.0 13.2 45.3 0.0 0.0 0.0 0.0 0.0 10.7 0.0 0.0 0.0 0.0 27.4 26.6 0.0 11.8 779 Flow at 29:30 (SCFM) 154.0 156.7 153.5 124.3 179.4 129.7 119.3 124.3 124.2 162.6 144.3 143.7 126.7 132.4 145.6 169.6 124.3 123.8 124.3 124.1 124.7 135.0 132.8 119.4 128.0 125.4 150.4 152.6 121.8 144.9 32 Flow at K-3240:30 (SCFM) 11.7 11.7 0.0 0.0 11.6 11.5 12.1 11.6 0.0 12.1 11.7 0.0 0.0 11.5 0.0 11.6 0.0 0.0 11.7 0.0 0.0 11.7 11.7 11.7 0.0 11.7 0.0 0.0 0.0 0.0 811 Flow at 32:34 (SCFM) 165.6 168.4 153.5 124.3 208.9 141.2 131.4 135.8 124.2 174.7 156.0 143.7 126.7 143.9 145.6 181.3 124.3 123.8 153.8 124.1 124.7 146.7 144.4 131.1 128.0 137.1 150.4 152.6 121.8 144.9 836 Flow at 36:37 (SCFM) 195.5 168.4 186.5 162.8 208.9 197.4 158.8 135.8 124.2 174.7 187.9 182.1 160.2 177.3 145.6 181.3 124.3 161.1 153.8 191.6 124.7 146.7 180.7 196.9 156.8 137.1 182.8 152.6 188.8 186.6 Flow at K-3240:30 (SCFM) Flow at 32:34 (SCFM) Flow at 36:37 (SCFM) Total Error = Flow at 9:11 (SCFM) Flow at 12:11 (SCFM) Flow at 11:16 (SCFM) Flow at 29:30 (SCFM) Flow at 20:19 (SCFM) Pressure at PT-2101 (in W.C. Gauge) Pressure at PT-5701 (in W.C. Gauge) Temperature (°F) Total Flow V6202:Flare (SCFM) Monte Carlo Simulation
- 10. Data Analysis The Descriptive Statistics function in Microsoft Excel was used with each measured data set using Excel to analyze each entire data set and return the mean, standard error, median, mode, standard deviation, sample variance, kurtosis, skewness, range, minimum, maximum, sum, count, and confidence at the 95% level. A recommended improvement was delivered to the plant based on the model results which directly related to efficiency gains in system operation including reduction of N2 and natural gas waste. Data analysis was used to match the model to “real” system operation by changing the model resistance coefficient values until the model parameters matched the data collected in the field. The data was further used to analyze the system operation for variability and conformance to design specifications.
- 11. Mean 0.04 Mean 181.81 Mean 9.85 Mean 10.90 Mean 77.20 Standard Error 0.01 Standard Error 5.29 Standard Error 0.55 Standard Error 0.55 Standard Error 2.10 Median 0.02 Median 187.18 Median 10.05 Median 11.12 Median 79.00 Mode #N/A Mode #N/A Mode #N/A Mode #N/A Mode 85.00 Standard Deviation 0.03 Standard Deviation 28.99 Standard Deviation 3.01 Standard Deviation 3.02 Standard Deviation 11.51 Sample Variance 0.00 Sample Variance 840.68 Sample Variance 9.05 Sample Variance 9.12 Sample Variance 132.51 Kurtosis -0.81 Kurtosis -0.50 Kurtosis 0.49 Kurtosis 0.51 Kurtosis 4.04 Skewness 0.67 Skewness -0.24 Skewness -0.03 Skewness -0.06 Skewness -1.88 Range 0.10 Range 103.73 Range 12.59 Range 12.78 Range 48.00 Minimum 0.00 Minimum 124.34 Minimum 3.26 Minimum 4.23 Minimum 42.00 Maximum 0.10 Maximum 228.08 Maximum 15.85 Maximum 17.01 Maximum 90.00 Sum 1.06 Sum 5454.32 Sum 295.63 Sum 326.89 Sum 2316.00 Count 30.00 Count 30.00 Count 30.00 Count 30.00 Count 30.00 Confidence Level(95.0%) 0.01 Confidence Level(95.0%) 10.83 Confidence Level(95.0%) 1.12 Confidence Level(95.0%) 1.13 Confidence Level(95.0%) 4.30 Mean 125.58 Mean 11.24 Mean 137.39 Mean 5.86 Mean 144.43 Standard Error 0.96 Standard Error 2.92 Standard Error 2.97 Standard Error 1.09 Standard Error 3.70 Median 124.32 Median 0.00 Median 131.05 Median 5.76 Median 143.79 Mode #N/A Mode 0.00 Mode #N/A Mode 0.00 Mode #N/A Standard Deviation 5.24 Standard Deviation 15.99 Standard Deviation 16.29 Standard Deviation 5.96 Standard Deviation 20.26 Sample Variance 27.43 Sample Variance 255.67 Sample Variance 265.21 Sample Variance 35.50 Sample Variance 410.27 Kurtosis 4.02 Kurtosis 0.56 Kurtosis 0.00 Kurtosis -2.15 Kurtosis 2.22 Skewness 1.47 Skewness 1.24 Skewness 0.93 Skewness 0.00 Skewness 1.32 Range 27.95 Range 55.11 Range 60.18 Range 12.14 Range 87.10 Minimum 115.71 Minimum 0.00 Minimum 119.25 Minimum 0.00 Minimum 121.84 Maximum 143.66 Maximum 55.11 Maximum 179.43 Maximum 12.14 Maximum 208.93 Sum 3767.50 Sum 337.11 Sum 4121.66 Sum 175.70 Sum 4333.03 Count 30.00 Count 30.00 Count 30.00 Count 30.00 Count 30.00 Confidence Level(95.0%) 1.96 Confidence Level(95.0%) 5.97 Confidence Level(95.0%) 6.08 Confidence Level(95.0%) 2.22 Confidence Level(95.0%) 7.56 Mean 167.73 Mean 122.87 Mean 2.71 Standard Error 4.36 Standard Error 0.64 Standard Error 0.90 Median 171.58 Median 124.29 Median 0.00 Mode #N/A Mode #N/A Mode 0.00 Standard Deviation 23.86 Standard Deviation 3.49 Standard Deviation 4.92 Sample Variance 569.45 Sample Variance 12.18 Sample Variance 24.21 Kurtosis -0.84 Kurtosis 2.92 Kurtosis 1.89 Skewness -0.37 Skewness -1.86 Skewness 1.68 Range 84.70 Range 14.74 Range 16.25 Minimum 124.23 Minimum 112.67 Minimum 0.00 Maximum 208.93 Maximum 127.41 Maximum 16.25 Sum 5031.84 Sum 3686.23 Sum 81.27 Count 30.00 Count 30.00 Count 30.00 Confidence Level(95.0%) 8.91 Confidence Level(95.0%) 1.30 Confidence Level(95.0%) 1.84 Flow at 29:30 (SCFM) Flow at K-3240:30 (SCFM) Flow at 32:34 (SCFM) Flow at 36:37 (SCFM) Total Error = Total Flow V6202:Flare (SCFM) Pressure at PT-2101 (in W.C. Gauge) Pressure at PT-5701 (in W.C. Gauge) Temperature (°F) Flow at 9:11 (SCFM) Flow at 12:11 (SCFM) Flow at 11:16 (SCFM) Flow at 20:19 (SCFM) Statistical Analysis
- 12. Recommendations The model was used to make a recommendation to management for system improvement. The Monte Carlo Simulation was run 30 times to determine how the “improved” system would perform. This “improved” system was analyzed using Microsoft Excel’s descriptive statistics function and the results were compared to the original validated model demonstrating quantitative performance gains.
- 13. Additional Benefits A benefit of this project is that this model will be used in the future to troubleshoot and analyze system performance as new problems arise, the plant is expanded, or the system is improved. This model may also be used as a training aid for operators; illustrating how changes in system loading and operations will affect system performance.
- 14. Line D (inches) ƒ Component # of Components Equivalent Length Κ (ƒ·L/D) Total K T-5054:1 6 0.015 90 2 8.9 0.534 Nominal Size 1/2" 3/4" 1" 1 1/4" 1 1/2" 2 2 1/2", 3" 4" 5" 6" 8-10" 12-16" 18-24" 6 0.015 23 feet 1 23 0.69 1.224 ƒ 0.03 0.025 0.023 0.022 0.021 0.019 0.018 0.017 0.016 0.015 0.014 0.013 0.012 T-5053:1 6 0.015 90 1 8.9 0.267 6 0.015 8 feet 1 8 0.24 0.507 1:2 6 0.015 90 1 8.9 0.267 6 0.015 30 feet 1 30 0.9 1.167 T-5051:2 6 0.015 90 2 8.9 0.534 6 0.015 30 1 30 0.9 1.434 2:3 6 0.015 5 1 5 0.15 4 0.017 90 3 5.9 0.9027 4 0.017 26 feet 1 26 1.326 2.3787 Z-5503:3 2 0.060 80 feet 1 80 28.8 28.8 4:3 4 0.017 50.75 feet 1 50.75 2.58825 4 0.017 45 bends 2 3.5 0.357 4 0.017 90 bends 3 5.9 0.9027 3.84795 5:3 8 0.014 15.666 feet 1 15.666666 0.329 8 0.014 90 2 12 0.504 6 0.015 30 feet 1 30 0.9 6 0.015 90 1 8.9 0.267 2 Z-5501:4 6 0.015 40 feet 1 40 1.2 6 0.015 90 4 8.9 1.068 3 0.060 8 feet 1 8 1.92 4.188 Z-5502:4 " " " " " " 4.188 7:5 6 0.015 2 feet 1 2 0.06 0.06 6:5 6 0.015 8 feet 1 8 0.24 0.24 R-5503:7 4 0.017 30 feet 1 30 1.53 4 0.017 90's 4 5.9 1.2036 2.7336 R-5504:7 6 0.015 3 feet 1 3 0.09 4 0.017 20 feet 1 20 1.02 4 0.017 30 feet 1 30 1.53 4 0.017 90's 4 5.9 1.2036 3.8436 R-5502:6 4 0.017 30 feet 1 30 1.53 4 0.017 90's 4 5.9 1.2036 2.7336 R-5501:6 4 0.017 20 feet 1 20 4.055 4 0.017 30 feet 1 30 1.53 4 0.017 90's 4 5.9 1.2036 6.788 3:C-5701 8 0.014 15 inch 1 1.25 0.02625 0.02625 C-5701:8 8 0.014 23 feet 1 23 0.483 8 0.014 90 3 12 0.756 4 0.017 40 inch 1 3.333333333 0.17 1.409 8:V-5701 3 0.018 1.58333333 1 1.583333333 0.114 3 0.018 90 1 4.4 0.3168 0.4308 8:V-5702 3 0.018 5.91666667 1 5.916666667 0.426 3 0.018 90 2 4.4 0.6336 1.0596 V-5701:10 2 0.019 22 1 22 2.508 2.508 V-5702:10 2 0.019 22 1 22 2.508 2.508 9:10 2 0.019 22 1 22 2.508 2.508 V-5701:K-5701 3 0.018 4 1 4 0.288 3 0.018 90 2 4.4 0.6336 0.9216 V-5702:K-5702 3 0.018 4 1 4 0.288 3 0.018 90 2 4.4 0.6336 0.9216 K-5701:9 3 0.018 1 1 1 0.072 3 0.018 90 3 4.4 0.9504 6 0.015 4 1 4 0.12 6 0.015 90 3 8.9 0.801 6 0.015 45 2 5.6 0.336 2.2794 K-5702:9 3 0.018 1 1 1 0.072 3 0.018 90 3 4.4 0.9504 6 0.015 2.16666667 1 2.166666667 0.065 6 0.015 90 2 8.9 0.534 1.6214 9:11 6 0.015 61 feet 1 61 1.83 6 0.015 90 1 8.9 0.267 10 0.014 34 feete 1 34 0.5712 10 0.014 90 1 14 0.2352 8 0.014 45 1 9 0.189 8 0.014 90 2 12 0.504 3.5964 18:16 6 0.015 22 feet 1 22 0.66 12:11 10 0.014 40 1 40 0.672 11:16 10 0.014 6 1 6 0.1008 V-5057:12 6 0.015 45 3 5.6 0.504 6 0.015 90 4 8.9 1.068 6 0.015 34.5 1 34.5 1.035 2.607 13:12 6 0.015 73.5 1 73.5 2.205 6 0.015 90's 3 8.9 0.801 3.006 V:5055:13 3 0.018 16.5 1 16.5 1.188 3 0.018 90 2 4.4 0.6336 3 0.018 45 1 2.6 0.1872 2.0088 14:13 6 0.015 177 1 177 5.31 6 0.015 90 2 8.9 0.534 6 0.015 45 2 5.6 0.336 6.18 K-7411:14 4 0.017 90 1 5.9 0.3009 4 0.017 4 1 4 0.204 2 0.019 90 3 3.1 1.0602 2 0.019 8.74666667 1 8.746666667 0.99712 1.5 0.021 1.16666667 1 1.166666667 0.196 2.75822 K-7412:14 " " " " " 2.75822 6 0.015 34 1 34 1.02 3.77822 V-5050:18 6 0.015 18 1 18 0.54 6 0.015 90 1 8.9 0.267 0.807 V-5052:18 6 0.015 11 1 11 0.33 6 0.015 90 1 8.9 0.267 0.597 16:17 10 0.014 123 1 123 2.0664 123 10 0.014 90 6 14 1.4112 3.4776 T-5549:17 3 0.018 feet 1 38 2.736 3 0.018 90s 3 4.4 0.9504 3.6864 IPAK East:K-7411 4 0.060 10 1 10 1.8 4 0.017 6.5 1 6.5 0.3315 4 0.017 90 1 5.9 0.3009 2 0.019 2.5 1 2.5 0.285 2 0.019 90 1 3.1 0.3534 1.5 0.021 1.16666667 1 1.166666667 0.196 3.2668 IPAK West:K-7412 " " " " " 3.2668 17:19 10 0.014 feet 1 56 0.9408 0.9408 RS-6:23 3 0.018 feet 1 50 3.6 3 0.018 90s 3 4.4 0.9504 3 0.060 Feet Hose 1 20 4.8 9.3504 Friction factor for Clean Steel Pipe Pipe Friction Factor Calculations 4 0.017 Feet 1 50 2.55 3 0.018 90s 3 4.4 0.9504 3 0.018 Feet 1 4 0.288 1 0.060 Hose 1 20 14.4 19.392 26:25 4 0.017 90s 2 5.9 0.6018 4 0.017 Feet 1 30 1.53 2.1318 TS-3:25 4 0.017 90s 4 5.9 1.2036 4 0.017 Feet 1 28 1.428 3 0.018 Feet 1 18 1.296 3 0.060 Hose 1 10 2.4 6.3276 25:24 4 0.017 Feet 1 68 3.468 RS-4:24 3 0.018 90s 3 4.4 0.9504 1 0.060 Hose 1 20 14.4 15.3504 24:20 4 0.017 90s 2 5.9 0.6018 4 0.017 Feet 1 50 2.55 3.1518 19:29 10 0.014 90s 2 14 0.4704 10 0.014 Feet 1 47 0.7896 1.26 Z-1102TS:29 3 0.018 90s 9 4.4 2.8512 3 0.018 Feet 1 123 8.856 2 0.019 90s 7 3.1 2.4738 2 0.019 Feet 1 4 0.456 2 0.060 Hose 1 20 7.2 21.837 29:30 10 0.014 90 1 14 0.2352 10 0.014 45 1 9 0.1512 10 0.014 Feet 1 432 7.2576 7.644 30:32 10 0.014 90s 1 14 0.2352 10 0.014 45s 5 9 0.756 10 0.014 Feet 1 119 1.9992 2.9904 K-3240:30 8 0.014 90s 1 12 0.252 8 0.014 feet 1 2 0.042 4 0.017 90s 11 5.9 3.3099 4 0.017 feet 1 235 11.985 1.5 0.021 feet 1 1 0.168 15.7569 31:K-3240 4 0.017 90s 3 5.9 0.9027 4 0.017 45s 1 3.5 0.1785 4 0.017 feet 1 9 0.459 3 0.018 90s 1 4.4 0.3168 3 0.018 feet 1 15 1.08 1.5 0.021 feet 1 1 0.168 3.105 Z-3241:31 3 0.018 Feet 1 4 0.288 2 0.060 Hose 1 10 3.6 2 0.019 90 1 3.1 0.3534 2 0.019 Feet 1 4 0.456 4.6974 Z-3240:31 3 0.018 90s 4 4.4 1.2672 3 0.018 45s 2 2.6 0.3744 3 0.018 Feet 1 35 2.52 2 0.060 Hose 1 15 5.4 2 0.019 90 1 3.1 0.3534 2 0.019 Feet 1 4 0.456 10.371 33:32 3 0.018 90 1 4.4 0.3168 3 0.018 Feet 1 1.5 0.108 0.4248 32:34 10 0.014 Feet 1 40 0.672 10 0.014 90s 1 14 0.2352 10 0.014 45s 2 9 0.3024 1.2096 V-6406:33 1.5 0.021 90S 5 2.4 2.016 1.5 0.021 Feet 1 40 6.72 8.736 PLT2TSN:33 3 0.018 90s 12 4.4 3.8016 3 0.018 Feet 1 108 7.776 2 0.060 Hose 1 20 7.2 18.7776 PLT2HWN:34 4 0.017 90s 4 5.9 1.2036 4 0.017 Feet 1 46.5 2.3715 3.5751 34:35 10 0.014 90s 3 14 0.7056 10 0.014 Feet 1 29.5 0.4956 10 0.014 45s 1 9 0.1512 1.3524 35:36 10 0.014 Feet 1 35 0.588 0.588 PLT2TSS:36 3 0.018 90s 8 4.4 2.5344 3 0.018 Feet 1 27.5 1.98 2 0.060 Hose 1 10 3.6 8.1144 PLT2HWS:35 4 0.017 90s 7 5.9 2.1063 4 0.017 Feet 1 65 3.315 5.4213 36:37 10 0.014 90s 2 14 0.4704 10 0.014 Feet 1 152 2.5536 3.024 38:37 4 0.017 90s 7 5.9 2.1063 4 0.017 45s 2 3.5 0.357 4 0.017 Feet 1 382 19.482 21.9453 PLT3TS:38 3 0.018 90s 15 4.4 4.752 3 0.018 45s 1 2.6 0.1872 2 0.060 Hose 1 20 7.2 3 0.018 Feet 1 75 5.4 17.5392 PLT3HW:38 4 0.017 90s 5 5.9 1.5045 4 0.017 Feet 1 25 1.275 2.7795 37:V-6714 10 0.014 90s 3 14 0.7056 10 0.014 Feet 1 152.5 2.562 3.2676 V-6714:V-6202 10 0.014 90s 2 14 0.4704 10 0.014 Feet 1 10.5 0.1764 4 0.017 90s 6 5.9 1.8054 4 0.017 Feet 1 11.58 0.59058 4 0.017 45s 1 3.5 0.1785 6 0.015 Feet 1 5 0.15 6 0.015 90s 2 8.9 0.534 3.90528 V-6202:FLARE 10 0.014 90s 3 14 0.7056 10 0.014 Feet 1 8.666 0.145589 8 0.014 90s 2 12 0.504 8 0.014 Feet 1 22.5 0.4725 1.827689 Resistance through a 3/8" orifice = b = d1/d2 = 3/8" / 2" = 0.1875 C = 0.6 from Crane Tech Paper No. 410 Korifice = (1-b2 )/(C2 b4 ) 211.76 211.7627 423.5254 423.5253772 8 0.014 90 2 12 0.504 3.5964 18:16 6 0.015 22 feet 1 22 0.66 12:11 10 0.014 40 1 40 0.672 11:16 10 0.014 6 1 6 0.1008 V-5057:12 6 0.015 45 3 5.6 0.504 6 0.015 90 4 8.9 1.068 6 0.015 34.5 1 34.5 1.035 2.607 13:12 6 0.015 73.5 1 73.5 2.205 6 0.015 90's 3 8.9 0.801 3.006 V:5055:13 3 0.018 16.5 1 16.5 1.188 3 0.018 90 2 4.4 0.6336 3 0.018 45 1 2.6 0.1872 2.0088 14:13 6 0.015 177 1 177 5.31 6 0.015 90 2 8.9 0.534 6 0.015 45 2 5.6 0.336 6.18 K-7411:14 4 0.017 90 1 5.9 0.3009 4 0.017 4 1 4 0.204 2 0.019 90 3 3.1 1.0602 2 0.019 8.74666667 1 8.746666667 0.99712 1.5 0.021 1.16666667 1 1.166666667 0.196 2.75822 K-7412:14 " " " " " 2.75822 6 0.015 34 1 34 1.02 3.77822 V-5050:18 6 0.015 18 1 18 0.54 6 0.015 90 1 8.9 0.267 0.807 V-5052:18 6 0.015 11 1 11 0.33 6 0.015 90 1 8.9 0.267 0.597 16:17 10 0.014 123 1 123 2.0664 123 10 0.014 90 6 14 1.4112 3.4776 T-5549:17 3 0.018 feet 1 38 2.736 3 0.018 90s 3 4.4 0.9504 3.6864 IPAK East:K-7411 4 0.060 10 1 10 1.8 4 0.017 6.5 1 6.5 0.3315 4 0.017 90 1 5.9 0.3009 2 0.019 2.5 1 2.5 0.285 2 0.019 90 1 3.1 0.3534 1.5 0.021 1.16666667 1 1.166666667 0.196 3.2668 IPAK West:K-7412 " " " " " 3.2668 17:19 10 0.014 feet 1 56 0.9408 0.9408 RS-6:23 3 0.018 feet 1 50 3.6 3 0.018 90s 3 4.4 0.9504 3 0.060 Feet Hose 1 20 4.8 9.3504 TS-1:23 4 0.017 90s 4 5.9 1.2036 4 0.017 feet 1 15 0.765 3 0.018 90s 9 4.4 2.8512 3 0.018 feet 1 40 2.88 3 0.060 Hose 1 10 2.4 10.0998 23:22 4 0.017 feet 1 65 3.315 RS-5:22 3 0.018 90s 3 4.4 0.9504 2 0.060 Hose 1 10 3.6 3 0.018 Feet 1 30 2.16 6.7104 22:21 4 0.017 Feet 1 32 1.632 TS-2:21 3 0.018 Feet 1 39 2.808 3 0.018 90s 11 4.4 3.4848 2 0.060 Hose 1 10 3.6 9.8928 21:20 4 0.017 Feet 1 42 2.142 4 0.002 90s 1 5.9 0.03009 2.17209 20:19 4 0.017 Feet 1 1 0.051 TS-4:28 3 0.018 90s 5 4.4 1.584 3 0.018 Feet 1 45 3.24 2 0.060 Hose 1 20 7.2 12.024 RS-1:28 2 0.019 90s 5 3.1 1.767 2 0.019 Feet 1 23 2.622 2 0.060 Hose 1 20 7.2 11.589 28:27 3 0.018 Feet 1 60 4.32 RS-2:27 2 0.019 90s 4 3.1 1.4136 2 0.019 Feet 1 23 2.622 2 0.060 Hose 1 20 7.2 11.2356 27:26 3 0.018 45bend 1 2.6 0.1872 3 0.018 Feet 1 41 2.952 3.1392 RS-3:26 4 0.017 90s 4 5.9 1.2036 4 0.017 Feet 1 50 2.55 3 0.018 90s 3 4.4 0.9504 3 0.018 Feet 1 4 0.288 1 0.060 Hose 1 20 14.4 19.392 26:25 4 0.017 90s 2 5.9 0.6018 4 0.017 Feet 1 30 1.53 2.1318 TS-3:25 4 0.017 90s 4 5.9 1.2036 4 0.017 Feet 1 28 1.428 3 0.018 Feet 1 18 1.296 3 0.060 Hose 1 10 2.4 6.3276 25:24 4 0.017 Feet 1 68 3.468 RS-4:24 3 0.018 90s 3 4.4 0.9504 1 0.060 Hose 1 20 14.4 15.3504 24:20 4 0.017 90s 2 5.9 0.6018 4 0.017 Feet 1 50 2.55 3.1518 19:29 10 0.014 90s 2 14 0.4704 10 0.014 Feet 1 47 0.7896 1.26 Z-1102TS:29 3 0.018 90s 9 4.4 2.8512 3 0.018 Feet 1 123 8.856 2 0.019 90s 7 3.1 2.4738 2 0.019 Feet 1 4 0.456 2 0.060 Hose 1 20 7.2 21.837 29:30 10 0.014 90 1 14 0.2352 10 0.014 45 1 9 0.1512 10 0.014 Feet 1 432 7.2576 7.644 30:32 10 0.014 90s 1 14 0.2352 10 0.014 45s 5 9 0.756 10 0.014 Feet 1 119 1.9992 2.9904 K-3240:30 8 0.014 90s 1 12 0.252 8 0.014 feet 1 2 0.042 4 0.017 90s 11 5.9 3.3099 4 0.017 feet 1 235 11.985 1.5 0.021 feet 1 1 0.168 15.7569 31:K-3240 4 0.017 90s 3 5.9 0.9027 4 0.017 45s 1 3.5 0.1785 4 0.017 feet 1 9 0.459