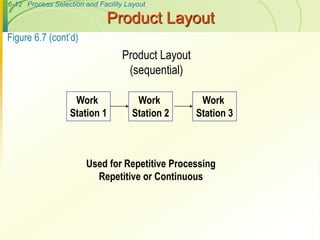
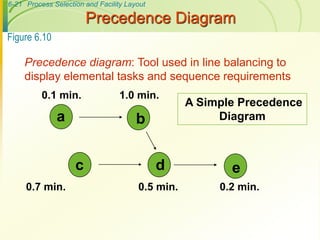
This document discusses facility layout and the different types of layouts including product layouts, process layouts, and fixed position layouts. It describes the advantages and disadvantages of product and process layouts. Product layouts are suited for repetitive processing while process layouts can handle a variety of processing requirements. The document also discusses line balancing when designing product layouts to evenly distribute work among workstations. Key considerations for facility layout include work flows, distances, budgets, and utility locations.