1. Test Rig
Objectives
Meet Standards and Regulations— Conform to current
OSHA, EPA, ASTM, and ISO standards
Quantify Wear Rate—Obtain data for X of material removed
on wear surface at time intervals
Accurate Test Results— Less than 10% variation between
results obtained with identical test conditions
Manual Test— Less than 10% variation in motor speed and
applied load during manual operation
Lower Post-Processing Cost— Keep post-processing
treatment cost to less than $4
Improve Wear Resistance— Determine which surface
treatment is optimal for wear resistance
Automated Test— Fully autonomous testing operation with
automatic shutdown
Constraints
Problem Statement
Determine a method to quantify wear rates within the
differential housing pockets and improve wear resistance by
evaluating different types of treatments. Also, improve upon an
existing test rig to create repeatable and accurate results.
Budget
Constraint
Measurement
Method
Target
Acceptable
Limits
Existing Test
Apparatus
Cost to
Complete
Operational Test
$500 X≤$1000
Budget Total Costs, X $3000 X≤$3000
Regulations &
Standards
OSHA, EPA,
ASTM, SAE,
AAM, etc.
Conform Pass
Project Length
Completion
Date, X
December 6,
2011
X<December 16,
2011
Sponsor Contact: Joe Balenda
Project Advisor: Mike LaCourt
Team 51
Nathan Helwig
Aaron Roznowski
Darrin Traczyk
Steve Heymes
Modifications
Organized electrical system
Machined helical gear and differential
holder for improved alignment
Calibrated load cells
Created functioning DAQ system
Created control program with feedback
Replaced bearings on carriage with solid
steel rollers
Replaced leaking piston boots with
durable PVC boots
Welded cylinders to bottom
undercarriage around pistons to provide
a sealing surface for PVC boots
Fabricated motor mount with a Lovejoy
coupling to compensate for pinion shaft
misalignment
Reconfigured operating panel and
removed obsolete switches
Design For X
Manufacturability
- Differential modification makes use of common machines
Reliability
- Routine maintenance checks
- Quality components from reputable suppliers
Safety
- Emergency shut-off button
- Control Program monitors test using feedback
Environment
- Recyclable materials
- Waste materials disposed of properly
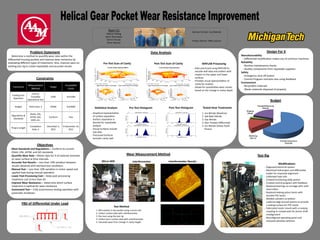
Wear Measurement Method
FBD of Differential Under Load
Pre-Test Histogram
Pre-Test Scan of Cavity Post-Test Scan of Cavity
1. Mill cavities in the pocket using a micro-mill
2. Collect surface data with interferometer
3. Run test using the test rig
4. Collect worn surface data with interferometer
5. Calculate wear from change in cavity height
Test Method
InterferometerMicro-Mill Interferometer Results
Post-Test Histogram
Data Analysis
Data processed using MATLAB to
exclude wall data and outliers with
respect to the upper and lower
surfaces
Provides visual representation of
cavity for analysis
Allows for quantitative wear results
based on the change in cavity depth
Graphical representation
of surface separation
Surface separation is
desired for repeatable
analysis
Actual Surfaces include
raw data
Processed Surfaces
excludes cavity wall
1. Ion Nitride (Baseline)
2. Salt Bath Nitride
3. Gas Nitride
4. Non-Treated Differential
5. Ion Nitride (Sharp Tooth
Pinion)
Statistical Analysis
MATLAB Processing
Tested Heat Treatments