1. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Mechanical engineering lecture notes
(MUKETAGMAS@GMAIL.COM)
Welding Technology
Dr. Dmitri Kopeliovich
Classification of welding processes
Welding is a process of joining two metal pieces as a result of significant diffusion of the
atoms of the welded pieces into the joint (weld) region. Welding is carried out by heating the
joined pieces to melting point and fusing them together (with or without filler material) or by
applying pressure to the pieces in cold or heated state.
Advantages of welding:
■ Strong and tight joining;
■ Cost effectiveness;
■ Simplicity of welded structures design;
■ Welding processes may be mechanized and automated.
Disadvantages of welding:
■ Internal stresses, distortions and changes of micro-structure in the weld region;
■ Harmful effects: light, ultraviolet radiation, fumes, high temperature.
Applications of welding:
■ Buildings and bridges structures;
■ Automotive, ship and aircraft constructions;
■ Pipe lines;
■ Tanks and vessels;
3. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Principles of arc welding
Arc welding is a welding process, in which heat is generated by an electric arc struck between
an electrode and the workpiece.
Electric arc is a luminous electrical discharge between two electrodes through ionized gas.
Any arc welding method is based on an electric circuit consisting of the following parts:
■ Power supply (AC or DC);
■ Welding electrode;
■ Work piece;
■ Welding leads (electric cables) connecting the electrode and work piece to the
power supply.
Electric arc between the electrode and workpiece closes the electric circuit. The arc
temperature may reach 10000°F (5500°C), which is sufficient for fusion t he workpiece edges
and joining them.
4. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
When a long join is required the arc is moved along the joint line. The front edge of the weld
pool melts the welded surfaces when the rear edge of the weld pool solidifies forming the
joint.
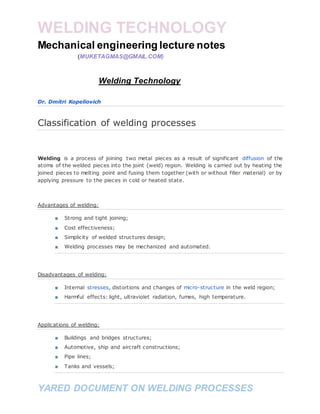
Types of weld joints are shown in the figure:
When a filler metal is required for better bonding, a filling rod (wire) is used either as outside
material fed to the arc region or as consumable welding electrode, which melts and fills the
weld pool. Chemical compositions of filler metal are similar to that of a workpiece.
Molten metal in the weld pool is chemically active and it reacts with the surrounding
atmosphere. As a result weld may be contaminated by oxide and nitride inclusions
deteriorating its mechanical properties. Neutral shielding gases (argon, helium) and/or
shielding fluxes are used for protection of the weld pool from atmospheric contamination.
5. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Shields are supplied to the weld zone in form of a flux coating of the electrode or in other
forms.
Carbon Arc Welding (CAW) is a welding process, in which heat is generated by an electric
arc struck between a carbon electrode and the work piece. The arc heats and melts the work
pieces edges, forming a joint.
Carbon arc welding is the oldest welding process.
If required, filler rod may be used in Carbon Arc Welding. End of the rod is held in the arc
zone. The molten rod material is supplied to the weld pool.
Shields (neutral gas, flux) may be used for weld pool protection depending on type of welded
metal.
6. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Advantages of Carbon Arc Welding:
■ Low cost of equipment and welding operation;
■ High level of operator skill is not required;
■ The process is easily automated;
■ Low distortion of the workpiece.
Disadvantages of Carbon Arc Welding:
■ Unstable quality of the weld (porosity);
■ Carbon of electrodes contaminates weld material with carbides.
7. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Carbon Arc Welding has been replaced by Tungsten Inert Gas Arc Welding (TIG, GTAW) in
many applications.
Modification of Carbon Arc Welding is Twin Carbon Electrode Arc Welding, utilizing arc
struck between two carbon electrodes.
Work piece is not a part of welding electric circuit in Twin Carbon Electrode Arc Welding,
therefore the welding torch may be moved from one workpiece to another without
extinguishing the arc.
Shielded metal arc welding (Stick welding, Manual metal arc welding) uses a metallic
consumable electrode of a proper composition for generating arc between itself and the parent
work piece. The molten electrode metal fills the weld gap and joins the work pieces.
This is the most popular welding process capable of producing a great variety of welds.
The electrodes are coated with a shielding flux of a suitable composition. The flux melts
together with the electrode metallic core, forming a gas and a slag, shielding the arc and the
weld pool. The flux cleans the metal surface, supplies some alloying elements to the weld,
protects the molten metal from oxidation and stabilizes the arc.
The slag is removed after Solidification.
8. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Advantages of Shielded Metal Arc Welding (SMAW):
■ Simple, portable and inexpensive equipment;
■ Wide variety of metals, welding positions and electrodes are applicable;
■ Suitable for outdoor applications.
Disadvantages of Shielded Metal Arc Welding (SMAW):
■ The process is discontinuous due to limited length of the electrodes;
■ Weld may contain slag inclusions;
■ Fumes make the process difficult to control.
9. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Resistance Welding (RW)
Resistance Welding is a welding process, in which work pieces are welded due to a
combination of a pressure applied to them and a localized heat generated by a high electric
current flowing through the contact area of the weld.
Heat produced by the current is sufficient for local melting of the workpiece at the contact
point and formation of a small weld pool (”nugget”). The molten metal is then solidified under
pressure and joins the pieces. Time of the process and values of the pressure and flowing
current, required for formation of a reliable joint, are determined by dimensions of the
electrodes and the work piece metal type.
AC electric current (up to 100 000 A) is supplied through copper electrodes connected to the
secondary coil of a welding transformer.
The following metals may be welded by Resistance Welding:
■ Low carbon steels - the widest application of Resistance Welding
■ Aluminum alloys
■ Medium carbon steels, high carbon steels and Alloy steels (may be welded, but
the weld is brittle)
Advantages of Resistance Welding:
■ High welding rates;
■ Low fumes;
■ Cost effectiveness;
■ Easy automation;
■ No filler materials are required;
■ Low distortions.
Disadvantages of Resistance Welding:
■ High equipment cost;
10. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ Low strength of discontinuous welds;
■ Thickness of welded sheets is limited - up to 1/4” (6 mm);
Resistance Welding (RW) is used for joining vehicle body parts, fuel tanks, domestic radiators,
pipes of gas oil and water pipelines, wire ends, turbine blades, railway tracks.
The most popular methods of Resistance Welding are:
■ Spot Welding (RSW)
■ Flash Welding (FW)
■ Resistance Butt Welding (UW)
■ Seam Welding (RSEW)
Spot Welding (RSW)
Spot Welding is a Resistance Welding (RW) process, in which two or more overlapped metal
sheets are joined by spot welds.
The method uses pointed copper electrodes providing passage of electric current. The
electrodes also transmit pressure required for formation of strong weld.
Diameter of the weld spot is in the range 1/8” - 1/2” (3 - 12 mm).
Spot welding is widely used in the automotive industry for joining vehicle body parts.
11. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
to top
Flash Welding (FW)
Flash Welding is a Resistance Welding (RW) process, in which ends of rods (tubes, sheets)
are heated and fused by an arc struck between them and then forged (brought into a contact
under a pressure) producing a weld.
The welded parts are held in electrode clamps, one of which is stationary and the second is
movable.
12. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Flash Welding method permits fast (about 1 min.) joining of large and complex parts.
Welded parts are often annealed for improvement of Toughness Toughness of the weld.
Steels, Aluminum alloys, Copper alloys, Magnesium alloys, Copper alloys and Nickel alloys
may be welded by Flash Welding.
Thick pipes, ends of band saws, frames, aircraft landing gears are produced by Flash Welding.
Resistance Butt Welding (UW)
13. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Resistance Butt Welding is a Resistance Welding (RW) process, in which ends of wires or
rods are held under a pressure and heated by an electric current passing through the contact
area and producing a weld.
The process is similar to Flash Welding, however in Butt Welding pressure and electric current
are applied simultaneously in contrast to Flash Welding where electric current is followed by
forging pressure application.
Butt welding is used for welding small parts. The process is highly productive and clean. In
contrast to Flash Welding, Butt Welding provides joining with no loss of the welded materials.
14. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Seam Welding (RSEW)
Seam Welding is a Resistance Welding (RW) process of continuous joining of overlapping
sheets by passing them between two rotating electrode wheels. Heat generated by the elec tric
current flowing through the contact area and pressure provided by the wheels are sufficient
to produce a leak-tight weld.
Gas Welding (GW)
Dr. Dmitri Kopeliovich
Gas Welding is a welding process utilizing heat of the flame from a welding torch. The torch
mixes a fuel gas with Oxygen in the proper ratio and flow rate providing the combustion
process at a required temperature. The hot flame fuses the edges of the welded parts, which
are joined together forming a weld after Solidification.
The flame temperature is determined by a type of the fuel gas and proportion of oxygen in
the combustion mixture: 4500°F - 6300°F (2500°C - 3500°C). Depending on the proportion
of the fuel gas and oxygen in the combustion mixture, the flame may be chemically neutral
(stoichiometric content of the gases), oxidizing (excess of oxygen), carburizing (excess of fuel
gas).
Filler rod is used when an additional supply of metal to weld is required. Shielding flux may
be used if protection of the weld pool is necessary.
Most commercial metals may be welded by Gas Welding excluding reactive metals (titanium,
zirconium) and refractory metals (tungsten, molybdenum).
Gas Welding equipment:
■ Fuel gas cylinder with pressure regulator;
15. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ Oxygen cylinder with pressure regulator;
■ Welding torch;
■ Blue oxygen hose;
■ Red fuel gas hose;
■ Trolley for transportation of the gas cylinders.
Advantages of Resistance Welding:
■ Versatile process;
■ Low cost, portable equipment;
■ Electricity supply is not required.
Disadvantages of Resistance Welding:
■ High skill operator is required;
■ Flame temperature is lower, than in arc welding;
■ Fumes evolved by shielding fluxes;
■ Some metals cannot be welded (reactive and refractory metals).
The most popular methods of Gas Welding are:
■ Oxyacetylene Welding (OAW)
■ Oxyhydrogen Welding (OHW)
■ Pressure Gas Welding (PGW)
Oxyacetylene Welding (OAW)
Oxyacetylene Welding is a Gas Welding process using a combustion mixture of acetylene
(C2H2) and oxygen (O2) for producing gas welding flame.
Oxyacetylene flame has a temperature of about 6000°F (3300°C). Combustion of acetylene
proceeds in two stages:
1. Inner core of the flame. C2H2 + O2 = 2CO + H2
16. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
2. Outer envelope of the flame: CO + H2 + O2 = CO2 + H2O
Acetylene is safely stored at a pressure not exceeding 300 psi (2000 kPa) in special steel
cylinders containing acetone. Outside of cylinder acetylene is used at an absolute pressure
not exceeding 30 psi (206 kPa). Higher pressure may cause an explosion.
Oxyhydrogen Welding (OHW)
Oxyhydrogen Welding is a Gas Welding process using a combustion mixture of Hydrogen
(H2) and oxygen (O2) for producing gas welding flame.
Oxyacetylene flame has a temperature of about 4500°F (2500°C).
Combustion reaction is as follows:
2H2 + O2 = 2H2O
Oxyhydrogen Welding is used for joining metals with low melting points, like aluminum,
magnesium, etc.
Pressure Gas Welding (PGW)
Pressure Gas Welding is a Gas Welding, in which the welded parts are pressed to each
other when heated by a gas flame.
The process is similar to Resistance Butt Welding.
17. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Seam Welding is a high speed and clean process, which is used when continuous tight weld
is required (fuel tanks, drums, domestic radiators).
Solid State Welding (SSW)
Solid State Welding is a welding process, in which two work pieces are joined under a
pressure providing an intimate contact between them and at a temperat ure essentially below
the melting point of the parent material. Bonding of the materials is a result of diffusion of
their interface atoms.
Advantages of Solid State Welding:
■ Weld (bonding) is free from microstructure defects (pores, non-metallic
inclusions, segregation of alloying elements)
18. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ Mechanical properties of the weld are similar to those of the parent metals
■ No consumable materials (filler material, fluxes, shielding gases) are required
■ Dissimilar metals may be joined (steel - aluminum alloy steel - copper alloy).
Disadvantages of Solid State Welding:
■ Thorough surface preparation is required (degreasing, oxides removal,
brushing/sanding)
■ Expensive equipment.
The following processes are related to Solid State welding:
■ Forge Welding (FOW)
■ Cold Welding (CW)
■ Friction Welding (FRW)
■ Explosive Welding (EXW)
■ Diffusion Welding (DFW)
■ Ultrasonic Welding (USW)
Forge Welding (FOW)
Forge Welding is a Solid State Welding process, in which low carbon steel parts are heated
to about 1800°F (1000°C) and then forged (hammered).
Prior to Forge Welding, the parts are scarfed in order to prevent entrapment of oxides in the
joint.
Forge Welding is used in general blacksmith shops and for manufacturing metal art pieces
and welded tubes.
Advantages of Forge Welding:
■ Good quality weld may be obtained;
■ Parts of intricate shape may be welded;
■ No filler material is required.
Disadvantages of Forge Welding:
■ Only low carbon steel may be welded;
19. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ High level of the operators skill is required;
■ Slow welding process;
■ Weld may be contaminated by the coke used in heating furnace.
Cold Welding (CW)
Cold Welding is a Solid State Welding process, in which two work pieces are joined together
at room temperature and under a pressure, causing a substantial deformation of the welded
parts and providing an intimate contact between the welded surfaces.
As a result of the deformation, the oxide film covering the welded parts breaks up, and clean
metal surfaces reveal. Intimate contact between these pure surfaces provide a strong and
defectless bonding.
Aluminum alloys, Copper alloys, low carbon steels, Nickel alloys, and other ductile metals may
be welded by Cold Welding.
Cold Welding is widely used for manufacturing bi-metal steel - aluminum alloy strips, for
cladding of aluminum alloy strips by other aluminum alloys or pure aluminum (Corrosion
protection coatings). Bi-metal strips are produced by Rolling technology. Presses are also
used for Cold Welding.
Cold Welding may be easily automated.
Friction Welding (FRW)
Friction Welding is a Solid State Welding process, in which two cylindrical parts are brought
in contact by a friction pressure when one of them rotates. Friction between the parts results
in heating their ends. Forge pressure is then applied to the pieces providing formation of the
joint.
Carbon steels, Alloy steels, Tool and die steels, Stainless steels, Aluminum alloys, Copper
alloys, Magnesium alloys, Nickel alloys, Titanium alloys may be joined by Friction Welding.
Explosive Welding (EXW)
20. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Explosive Welding is a Solid State Welding process, in which welded parts (plates) are
metallurgically bonded as a result of oblique impact pressure exerted on them by a controlled
detonation of an explosive charge.
One of the welded parts (base plate) is rested on an anvil, the second part (flyer plate) is
located above the base plate with an angled or constant interface clearance.
Explosive charge is placed on the flyer plate. Detonation starts at an edge of the plate and
propagates at high velocity along the plate.
The maximum detonation velocity is about 120% of the material sonic velocity.
The slags (oxides, nitrides and other contaminants) are expelled by the jet created just ahead
of the bonding front.
Most of the commercial metals and alloys may be bonded (welded) by Explosive Welding.
Dissimilar metals may be joined by Explosive Welding:
■ Copper to steel;
■ Nickel to steel;
■ Aluminum to steel;
■ Tungsten to steel;
■ Titanium to steel;
■ Copper to aluminum.
Advantages of Explosive Welding
■ Large surfaces may be welded;
■ High quality bonding: high strength, no distortions, no porosity, no change of the
metal microstructure;
■ Low cost and simple process;
■ Surface preparation is not required.
Disadvantages of Explosive Welding:
■ Brittle materials (low ductility and low impact toughness) cannot be processed;
21. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ Only simple shape parts may be bonded: plates, cylinders;
■ Thickness of flyer plate is limited - less than 2.5” (63 mm);
■ Safety and security aspects of storage and using explosives.
Explosive Welding is used for manufacturing clad tubes and pipes, pressure vessels, aerospace
structures, heat exchangers, bi-metal sliding bearings, ship structures, weld transitions,
corrosion resistant chemical process tanks.
Diffusion Welding (DFW)
Diffusion Welding is a Solid State Welding process, in which pressure is applied to two work
pieces with carefully cleaned surfaces and at an elevated temperature below the melting point
of the metals. Bonding of the materials is a result of mutual diffusion of their interface atoms.
In order to keep the bonded surfaces clean from oxides and other air contaminants, the
process is often conducted in vacuum.
No appreciable deformation of the work pieces occurs in Diffusion Welding.
Diffusion Welding is often referred more commonly as Solid State Welding (SSW).
Diffusion Welding is able to bond dissimilar metals, which are difficult to weld by other welding
processes:
■ Steel to tungsten;
■ Steel to niobium;
■ Stainless steel to titanium;
■ Gold to copper alloys.
Diffusion Welding is used in aerospace and rocketry industries, electronics, nuclear
applications, manufacturing composite materials.
Advantages of Diffusion Welding:
■ Dissimilar materials may be welded (Metals, Ceramics, Graphite, glass);
22. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
■ Welds of high quality are obtained (no pores, inclusions, chemical segregation,
distortions).
■ No limitation in the work pieces thickness.
Disadvantages of Diffusion Welding:
■ Time consuming process with low productivity;
■ Very thorough surface preparation is required prior to welding process;
■ The mating surfaces must be precisely fitted to each other;
■ Relatively high initial investments in equipment.
Ultrasonic Welding (USW)
Ultrasonic Welding is a Solid State Welding process, in which two work pieces are bonded
as a result of a pressure exerted to the welded parts combined with application of high
frequency acoustic vibration (ultrasonic).
Ultrasonic vibration causes friction between the parts, which results in a closer contact
between the two surfaces with simultaneous local heating of the contact area. Interatomic
bonds, formed under these conditions, provide strong joints.
Ultrasonic cycle takes about 1 sec. The frequency of acoustic vibrations is in the range 20 to
70 KHz.
Thickness of the welded parts is limited by the power of the ultrasonic generator.
Ultrasonic Welding is used mainly for bonding small work pieces in electronics, for
manufacturing communication devices, medical tools, watches, in automotive industry.
Advantages of Ultrasonic Welding:
■ Dissimilar metals may be joined;
■ Very low deformation of the work pieces surfaces;
■ High quality weld is obtained;
■ The process may be integrated into automated production lines;
■ Moderate operator skill level is enough.
23. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Disadvantages of Ultrasonic Welding:
■ Only small and thin parts may be welded;
■ Work pieces and equipment components may fatigue at the reciprocating loads
provided by ultrasonic vibration;
■ Work pieces may bond to the anvil.
Thermit Welding (TW)
Thermit Welding is a welding process utilizing heat generated by exothermic chemical
reaction between the components of the thermit (a mixture of a metal oxide and aluminum
powder). The molten metal, produced by the reaction, acts as a filler material joining the work
pieces after Solidification.
Thermit Welding is mainly used for joining steel parts, therefore common thermit is composed
from iron oxide (78%) and aluminum powder (22%).
The proportion 78-22 is determined by the chemical reaction of combustion of aluminum:
8Al + Fe3O4 = 9Fe + 4Al2O3
The combustion reaction products (iron and aluminum oxide) heat up to 4500°F (2500°C).
Liquid iron fills the sand (or ceramic) mold built around the welded parts, the slag (aluminum
oxide), floating up , is then removed from the weld surface.
Thermit Welding is used for repair of steel castings and forgings,for joining railroad rails, steel
wires and steel pipes, for joining large cast and forged parts.
Advantages of Thermit Welding:
■ No external power source is required (heat of chemical reaction is utilized);
■ Very large heavy section parts may be joined.
24. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Disadvantages of Resistance Welding:
■ Only ferrous (steel, chromium, nickel) parts may be welded;
■ Slow welding rate;
■ High temperature processes may cause distortions and changes in Grain structure
in the weld region.
■ Weld may contain gas (Hydrogen) and slag contaminations.
Electron Beam Welding (EBW)
Electron Beam Welding is a welding process utilizing a heat generated by a beam of high
energy electrons. The electrons strike the work piece and their kinetic energy converts into
thermal energy heating the metal so that the edges of the workpiece are fused and joined
together forming a weld after Solidification.
The process is carried out in a vacuum chamber at a pressure of about 2*10-7 to 2*10-6 psi
(0.00013 to 0.0013 Pa). Such a high vacuum is required in order to prevent loss of the
electron's energy in collisions with air molecules.
The electrons are emitted by a cathode (electron gun). Due to a high voltage (about 150 kV)
applied between the cathode and the anode the electrons are accelerated up to 30% - 60%
of the speed of light. Kinetic energy of the electrons becomes sufficient for melting the
targeted weld. Some of the electron's energy transforms into X-ray irradiation.
Electrons accelerated by electric fields are then focused into a thin beam in the focusing coil.
Deflection coil moves the electron beam along the weld.
Electron Beam is capable of welding work pieces with thickness from 0.0004” (0.01 mm) up
to 6” (150 mm) of steel and up to 20” (500 mm) of aluminum. Electron Beam Welding may
be used for joining any metals including metals, which are hardly weldable by other welding
methods: refractory metals (tungsten, molybdenum, niobium) and chemically active metals
(titanium, zirconium, beryllium). Electron Beam Welding is also able to join dissimilar metals.
25. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Advantages of Electron Beam Welding (EBW):
■ Tight continuous weld;
■ Low distortion;
■ Narrow weld and narrow heat affected zone;
■ Filler metal is not required.
Disadvantages of Electron Beam Welding (EBW):
■ Expensive equipment;
■ High production expenses;
■ X-ray irradiation.
Laser Welding (LW)
26. WELDING TECHNOLOGY
YARED DOCUMENT ON WELDING PROCESSES
Laser Welding (LW) is a welding process, in which heat is generated by a high energy laser
beam targeted on the work piece. The laser beam heats and melts the work pieces edges,
forming a joint.
Energy of a narrow laser beam is highly concentrated: 108-1011 W/in2 (108-1010 W/cm2),
therefore diminutive weld pool forms very fast (for about 10-6 sec.). Solidification of the weld
pool surrounded by the cold metal is as fast as melting. Since the time when the molten metal
is in contact with the atmosphere is short, no contamination occurs and therefore no shields
(neutral gas, flux) are required.
The joint in Laser Welding (Laser Beam Welding) is formed either as a sequence of overlapped
spot welds or as a continuous weld.
Laser Welding is used in electronics, communication and aerospace industry, for manufacture
of medical and scientific instruments, for joining miniature components.
Advantages of Laser Welding:
■ Easily automated process;
■ Controllable process parameters;
■ Very narrow weld may be obtained;
■ High quality of the weld structure;
■ Very small heat affected zone;
■ Dissimilar materials may be welded;
■ Very small delicate work pieces may be welded;
■ Vacuum is not required;
■ Low distortion of the workpiece.
Disadvantages of Carbon Arc Welding:
■ Low welding speed;
■ High cost equipment;
■ Weld depth is limited.