Ders sunumu 2 (tülbent eldesi)
•Download as PPT, PDF•
0 likes•2,592 views

Dokusuz yüzeylerde Tülbent eldesi

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
Ders sunumu 2 (tülbent eldesi)
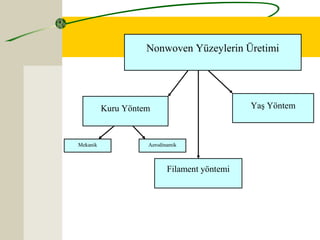
- 1. Nonwoven Yüzeylerin Üretimi Kuru Yöntem Yaş Yöntem Filament yöntemi Mekanik Aerodinamik
- 2. 1. Mekanik Olarak Tülbent Eldesi Kesikli Elyaflardan Tülbent Eldesi -Harman Hallaç -Dövücü -Tarak -Boyuna Serme -Enine Serme -Çapraz Serme Kuru Yöntemle Nonwoven Eldesi
- 3. Harman Hallaç Dairesi Balya Açıcı Karıştırıcı Açıcı Tülbent Çıkışı Balya yolucu 8-12 balyadan aldığı lifleri taşıyıcı bandın üzerine koyar. Böylece karışımın homojen eldesi sağlanmış olur. Aynı zamanda elektronik tartım işlemiyle taşıyıcı bandın üzerine eşit miktarda lif demetleri yerleştirilmektedir.
- 4. Harman Hallaç Balya Besleme
- 7. Dövücü Dövücüde daha ince açma ve harman işlemi görmüş lifler daha da açılarak Bir derece temizlenmiş olurlar. Dövücünün kanatları tarafından vurularak sevk edilen lifler, içerisinden hava emilen iki elekli tambur üzerine yapıştırılırlar. Elekli tamburlar arasından geçen lifler kalın vatka tabakaları halinde dövücüye terk ederler.
- 8. Çift Taburlu Dokusuz Yüzey Tarağı (Thibeau CA-10) Tarak Açma ve Harmanlama işlemleri tamamlanan lifler, tarak makinesinde paralelleştirilerek tülbent haline getirilir. Taraklar tülbent kalınlığına (gramajına), kullanılan lif uzunluğuna, üretim hızına, açma etkinliğine bağlı olarak birbirlerinden ayrılırlar. Ön tambur Ana tambur Penyör
- 10. Spinnbau Delta Tarağı Ön tambur Tülbent Çıkışı Transfer üçgeni ve transfer silindirleri Ana tambur -Transfer üçgeni sayesinde istenen gramajda tülbent eldesi mümkündür. -Çapraz katlamalarda, renkli karışımlarda, kağıt makine keçelerinin Üretiminde, yer döşemeleri, filtre ve kaplama zemin üretiminde kullanılmaktadır.
- 11. İnjection Tarağı -Bu tarağın en önemli özelliği çift taburlu tarama yapması ve çok ince elyafın nopesiz taranabilmedir. 0,7 dtex PES, 1 dtex PA taranarak 40 g/m2 gramajında tülbent elde edilebilir. -Teh tamburlu olan modelinde % 100 pamuk veya diğer başka özel elyafların çalışılmasına imkan tanımaktadır. Tülbent Çıkışı Ana Tamburlar
- 12. Boyuna Tülbent Serme Boyuna tülbent sermede arka arkaya veya yan yana yerleştirilmiş iki veya daha fazla tülbent serme sisteminden çıkan tülbentler uzunlamasına dönen sonsuz bir bant üzerine serilerek elde edilir. Üretim hızı en fazla 60 m olabilir. Sabit ende tülbent eldesi yapılır.
- 13. Enine Tülbent Serme Enine tülbent serimin de tek veya çok katlı tülbentler sabit taşıma bantları tarafından üzerine tülbentlerin enlemesine serildiği diğer bir sonsuz bant üzerine serilir. Böylece enlemesine serim işlemi gerçekleştirilir. Üretim hızı en fazla 30 m olabilir. Sabit ende tülbent eldesi yapılır.
- 14. Çapraz Tülbent Serme Çapraz tülbent serimin de tek veya çok katlı tülbentler sabit taşıma bantları üzerinden son olarak hareketli bant üzerinden enlemesine serildiği diğer bir sonsuz bant üzerine serilir. Böylece çapraz serim işlemi gerçekleştirilir. Tülbent genişliği genelde 250 cm olmakla birlikte hareketli son bandın stroku ile bant genişliği istenen genişliğe ayarlanabilmektedir. Son serim bandının hızının ayarlanması ile istenen gramajda tülbent elde etmek mümkündür.
- 15. Çapraz Tülbent Serme Camel-Back Çapraz Tülbent Sarım Sistemi Camel-back çapraz tülbent sarım sisteminde tülbent dikey taşıma bantları ile sonsuz bant üzerine salınım hareketi yaparak serilir. Salınım stroku bant genişliğini dönme hızı ise tülbent gramajını belirlemektedir. Autefa firmasının “Topliner SL 4004” tülbent serme tertibatı ile tülbent genişliği 350 cm, çalışma hızı ise 150 m/dak. ya kadar çıkarılabilmektedir. Yine aynı firmanın “CL 4006” tülbent serme tertibatı ile tülbent üretim hızı ise 200 m/dak. ya kadar çıkarılabilmektedir.
- 16. Taranmış Tülbent
- 17. Taranmış Tülbent
- 18. Tülbent Üretimi Hesapları vV= Çok katlı vatka vL= Tek katlı vatkanın oluşum hızı aL= Vatkadaki tek kat vatka tabaka sayısı vV= vL/aL 1. Çok katlı tülbent (Vatka) Üretim Hızı (m/dk): 2. Çok katlı tülbent (Vatka) Ağırlığı (g/m2 ): mV= Vatka ağırlığı (g/m2) mL= Tek katlı vatkanın ağırlığı (g/m2) aL= vatkadaki tek kat tülbent tabaka sayısı mV= mL*aL 3. Saatteki çok katlı tülbent (Vatka) Üretim Miktarı (m2 /h): aL bLvV pV 60** = hm /2 pV hm /2 =Saatteki vatka üretimi ( ) vV =Dakikadaki vatka oluşum miktarı (m/dak.) bL =Vatkanın genişliği (m) aL =Vatka içindeki tek katlı tülbent tabaka sayısı
- 19. Mekanik Yolla Elde Edilmiş Tülbentlerin Kullanım Yerleri Sabitleştirilmiş Tülbent: -Hijyenik amaçla -Hidrofil pamuk -Sargı bezi -Tampon Sabitleştirilmiş Elyaf Tülbendi: -Ev tekstilleri -Üst giysilik olarak -Yatak çarşafı -Masa örtüsü -Dekorasyon kumaş -Hijyen maddesi Dolgu Maddesi: -Yorgan -Tekstil -Yastık Teknik Mamuller: -Alt kaplama maddesi İğnelenmiş Tülbent Yüzey: - Filtre ve Keçe -Kağıt makineleri keçesi Konfeksiyon: -Dolgu maddesi -Çanta İçin -Ayakkabı astarı olarak
- 20. 2. Aerodinamik Olarak Tülbent Eldesi Açıcı Silindir Delikli Silindir Tülbent Giriş Silindiri Açılmış Lifler Besleme Bandı Çıkış Bandı Hava Emişi
- 21. Aerodinamik Prensip İlk önce lifler besleme silindirlerinden sonra dönen açıcı silindirler yardımıyla açılır. Daha sonra tek lif halinde açılmış olan lifler delikli silindir üzerinden geçerken hava akımı yardımıyla yoğunlaştırılarak sıkı bir yapıya kavuşması sağlanır. Aerodinamik yöntemle elde edilen kumaşlar tarama yöntemiyle elde edilenlerle karşılaştırılırsa şu özelliklere sahiptir: • Kumaş yüzeyinde lifler rasgele bir şekilde yerleşmiştir– isotropic (Her tarafı aynı özellikleri gösteren ) yapıya sahiptir. • Yüksek hacimli tülbentlerin elde edilmesi mümkündür. • Tülbent gramajı aralığı oldukça yüksektir (15 – 250 g/m2 ). Fakat 30 g/m2 ‘ ye kadar tülbent üretiminde kütle düzgünlüğü çok iyi değildir. • Çok farklı elyaf tiplerinin kullanılmasına izin verir.
- 22. Aerodinamik Tülbent Makinesi Production up to 3 000 kg/hour
- 23. Aerodinamik Tülbent Makinesinde Toz Kontrolü
- 24. Aerodinamik Üretimde Problemler D LP KQA 2 . .= *Bu formüle göre, bu yöntem kısa ve kalın lifler için daha iyi bir yöntemdir diyebiliriz. • Açıcı silindirlerde liflerin açılması düşük seviyededir. Böylece lifler açılmadan veya katlanmadan önce yani aerodinamik açma makinelerine gelmeden önce tarak makinelerinde taranmaları iyi olur. • Hava kanallarının duvarlarına yakın olan kısımlarında düzensiz hava akışı olduğu için farklı yapıda tülbent kalınlıkları elde edilmektedir. • Hava akımı ile lifler birbirine karışabilir. Bu problemi hava/lif oranı arttırılarak azaltılabilir. Bununla birlikte performans azalmasına neden olacak ve harcanan hava miktarının artmasından dolayı verimlilik azalmaktadır. Hava akımı ve verimlilik arasındaki en önemli faktör tülbent yapımında kullanılan liflerin uzunluk ve kalınlıklarıdır. QA hava akımı, K sabit katsayı, P makine verimliliği (kg/saat), L stapel lif uzunluğu (m) and D lifin kalınlığıdır (dtex).
- 25. Karışım Taraklarında Aerodinamik Birleştirme ve Tarama Teknolojisi Bu yöntemin en önemli amacı liflerin rasgele yerleşmesini sağlayarak yüksek üretim hızlarında hafif gramajlı kumaşlarının üretilmesidir. • Birinci Aşama: Tarama makinesi lifleri gerçek olarak teklif halinde açar. • İkinci Aşama: Aerodinamik sistem merkez kaç kuvveti kullanarak lifleri silindire düzgün olarak dağılmış halde yapıştırır. Böylece hava kontrollü ince bir lif demeti (Tülbent) elde edilir.
- 26. Aerodinamik Tülbent Eldesinde Karıştırma Tarağının Etkinliği: Karıştırma silindiri ana silindirile doffer arasındadır. Yeksek hızla dönen bu silindir liflerin karışım efekti oluşturmasını sağlamaktadır. Karıştırma Silindiri (600 dev/dak.) Ana Silindir (700 dev/dak.) Karıştırma Taraklarının Temel İşlevleri
- 27. Elde Edilen Tülbentte Lif Yerleşimi
- 28. Yüksek hacimli Tülbent Üretimi Random card Fehrer K12 Ana silindirin oluşturduğu merkezkaç kuvvetin etkisi ile lifler ana silindirden ayrılır. Ayrılan lifler alt ve üst kısımdan hava emişi ile hacimli bir tülbent yapısı oluştururlar Tarama silindirleri Hava Emişi Hava Emişi Hacimli Tülbent İçin Hava Emişi
- 29. Karıştırma Tarağına Bir Örnek V 21/R - K 12 K 12 "HIGH-LOFT" V 12/R Working widths (m) 1.2 - 5.4 1.2 - 5.4 Production speeds (m/min) up to 30 * 1 - 10 * Weight range (g/m2) 40 - 3000 * in special configuration up to 6000 500 - 6000* Capacity (kg/h/m) up to 450 * up to 1500 *
- 30. Aerodinamik Karıştırma Tarağında Kullanılan Lifler Sentetik lifler, viskon, pamuk ve karışımları, keten kenevir ve sisal karışımları, tekstil atık maddelerinden (kumaş ve iplik) elde edilmiş lifler. -1.7 - 2000dtex -maksimum 120 mm lif uzunluğu Elde Edilen Ürünler ve Kullanım Alanları Astarlık kumaş, ayakkabı astarı, konfeksiyon ve mobilya sanayi için dolgu malzemeleri, sentetik deri ve giyim sanayi için ana materyal olarak, yastık yorgan dolgu malzemeleri, jeotekstil malzemeleri, filtre malzemeleri, otomobil sanayi ve halı alt kaplama malzemeleri olarak.
- 32. Lif İnceliğine Göre Aerodinamik ve Mekanik Tarak Üretim Hızları Üretim (Kg/h) Üretim (Kg/h) Tülbent Ağırlığı (g/m²) Tülbent Ağırlığı (g/m²) 50 100 150 200 50 100 150 200 20 100 200 300 400 20 100 200 300 400 Aerodinamik V=3 m/dak. Aerodinamik V=6 m/dak. Tarak Tarak Lif inceliği: 10 dtex Lif inceliği: 17 dtex *Grafikten de görüldüğü gibi m² ağırlığı fazla olan tülbentlerin üretimi için Aerodinamik yöntem verimlilik açısından daha avantajlıdır.
- 33. 2. Yaş Yöntemle Nonwoven Eldesi Bu yöntem çok uzun süredir bilinen kağıt üretiminin aynısıdır.Kağıt endüstrisi ve makinelerindeki son gelişmeler bu makinelerin Tekstil sektöründe de kullanılmasına mümkün kılmıştır. Kağıt endüstrisinde sağlanan son gelişmeler: -Üretim hızının 1000 m/dak. dan daha yüksek olması. -Yüzey düzgünlüğünün artmasına paralel olarak m2 gramajlarda istenen gramda elde edilmesi. -Çalışma genişliğinin 6 metre ve daha yüksek olması. Yaş Yöntemle Tülbent Üretim Prensibi: çok seyreltik “lif/su” karışımı içerisindeki lifler bir kanal veya hazne içerisindeki suda yüzdürülerek paralel hale getirilir. Paralel hale gelen lifler kanallar yardımıyla çok ince deliklere sahip olan sonuz bantların üzerine boşaltılarak suyun uzaklaşması ile bant üzerinde tülbent halinde alınırlar. Daha sonra elde edilen tülbent iki sıkma silindiri arasından geçirilerek suyun uzaklaştırılması sağlanır. Daha sonra ön Sabitleme amacıyla üzerine yapıştırıcı madde püskürtülerek kurutucularda kurutulur. Bu ön fiksaj işleminden sonra elde edilen tülbent yeniden yapıştırıcı sürme veya püskürtme yöntemiyle esas fiksaj işlemi gerçekleştirilmiş olur. Yaş yolla tülbent eldesinde lifler hemen hemen paralel hale getirilebilir. Fakat karışık lif yerleşimli tülbentlerde mukavemet her yönde daha iyi olmaktadır.
- 34. Liflerin şişip dağılması Lifin su ile taşınması transport Tülbent eldesi Su geri dönüşü Yaş Yöntemle Tülbent Üretimi
- 35. Elyaf Su karışımı Su Akımı Tülbent Oluşumu Binder Uygulaması Sarım İşlemi Kurutma Silindirleri Yaş Yöntemle Nonwoven Eldesi
- 36. Yaş Yöntemle Tülbent Elde Etme Süleyman Demirel Üniversitesi Tekstil Mühendisliği Bölümü Bu yöntem genelde “kimyasal ve ısıl dokusuz yüzeyler konusu altında ele alınır. Çünkü yaş yöntemle elde edilen tülbentler genelde kimyasal olarak fikse edilirler. Yaş yöntem kuru tülbent elde etme yöntemiyle karşılaştırılır ise daha kısa bir işlem ve daha düzgün liflerin kullanılmasına izin vermektedir. (Örnek: cam mikrolifleri) Yaş yöntemle elde edilen tülbentlerde: •Kumaş yüzeyinde lifler rasgele yerleşmiştir. •Kuru tülbent elde etme yöntemine göre daha geniş gramajda tülbent üretimi yapılır
- 37. Yaş yöntemde Kullanılan Liflerin Özellikleri Süleyman Demirel Üniversitesi Tekstil Mühendisliği Bölümü Yaş yolla tülbent eldesinde doğal, sentetik ve mineral esaslı lifler ile çalışılabilir. -Düşük yüzey gerilimi (Kimyasal maddelerle sağlanabilir) -Kısa uzunlukta lifler, ve düşük uzunlu/çap oranı (2-50 mm aralığındaki lifler daha uygundur) -Düşük kıvrımlılık
- 38. Yaş Yöntemde Elde Edilen Ürünler •Özel Kağıtlar: sentetik liflerden elde edilmiş kağıt, toz filtreleri, sıvı filtreleri, kaplama kağıtları, mumlu kağıtlarr, çay poşeti kağıtları, ambalaj ve et pişirme kağıtları •Endüstri dokusuz yüzeyler için: Çatı için su geçirmez döşemeler, ayırıcı, filtreler, plastikler için takviye maddesi, taban malzemesi, ayakkabı yüzü, dekorasyon, astarlık, izolasyon •Diğer dokusuz yüzeyler : Ameliyat kıyafetleri, çarşaflık, masa örtüsü, havlu, pijamalık kumaş, çocuk bezi, steril malzemeler Süleyman Demirel Üniversitesi Tekstil Mühendisliği Bölümü
- 39. Yaş Yöntemle Tülbent Üretimi Yaş yöntemle tülbent üretimi için üç önemli aşama vardır. •Su içinde şişen ve dağılarak tamamen açılan lifler, su üzerinde yüzer durumda bir kanal içinde taşınırlar. •Suyun delikli taşıma tamburundan uzaklaştırılması ile tülbent üretimi elde edilir. •Silindirler yardımıyla kurutma ve kimyasal maddelerle fiksaj işlemi gerçekleştirilir. Süleyman Demirel Üniversitesi Tekstil Mühendisliği Bölümü
- 40. 3. Filament’lerden Direk Tülbent Eldesi Bu yöntemde prensip herhangi bir polimer ekstruderde (püskürtme makinesinde) eritilmekte ve düzelerden sonsuz lif halinde çekildikten sonra soğutulmakta ve sonsuz taşıma bandı üzerine düzgün bir tülbent tabaka halinde serilmektedir. Daha sonra ısıl işlem veya kimyasal madde püskürtülerek filament birbirine yapıştırılmaktadır. Bu yöntemle üretilen nonwoven yüzeylerin en önemli özelliği mukavemetlerinin yüksek olmasıdır.
- 41. Polimer Eriyik Extruder (Püskürtücü) Liflerin Dağılımı Düze Filament Çekim Bölgesi (Soğutma ve Çekim) Serme Fiksaj (Bağlama) Sarma Filament’lerden Direk Tülbent Eldesi
- 42. Tülbent üretiminde en kısa yolun bulunması hususunda yürütülen teknolojik çalışmaların bir sonucu olan filament tülbentlerin üretiminde iş akım prosesleri Özet olarak sırasıyla şu aşamalardan oluşmaktadır. -Polimerin eritilmesi -Düze tanklarına sevk -Düzelerden filament halinde lif çekimi -Filamentlerin gerilmesi (Uzatma) -Tülbent haline getirmek için serme işlemi -Tülbentlerin sabitleştirilmesi Tülbent Üretim Aşamaları
- 43. Filament Tülbent Eldesinde Tülbent üretiminde hammadde olarak tüm eriyebilen polimerler kullanılabilir. Filamentler yaş veya kuru çekim yöntemiyle üretilebilir. Yaş çekimde mümkün olduğu kadar fazla düze deliği olması istenir (20.000 den fazla). Fiksaj: -Filamentlerin kendi yapışma özelliğinden, -Filamentler tülbent eldesinden hemen sonra, ısıl işlem ile eritilerek liflerin birbirine yapıştırılması -Tülbent eldesinden sonra özel bir fiksaj işlemi ile -Erime noktası düşük elyaf karışımları -Yapıştırıcı madde püskürterek -Tülbente sıcak silindir ile bastırarak (kalandırlama) -Ayrıca iğneleme ve Malimo kumaşlar gibi örme işlemi ile de fiksaj yapılmaktadır. Bu yöntemde en önemli sorun, tülbendin düzgünsüzlüğüdür. Özellikle geniş ende (1 metrenin üzeri) tülbent üretiminde bu problem daha büyük olmaktadır. Çünkü Bir çok düzeden elde edilen tülbendin aynı gramajda olması mümkün değildir. Tülbent: 20-300 g/m² (özel üretimle 1000 g/m² ye kadar çıkarılabilmektedir.)
- 44. Filament’lerden Direk Tülbent Üretim yöntemleri Filamentlerden tülbent üretmek için kullanılan bir çok yöntem vardır. Bunlar, -Du-pont yöntemi -Freundenberg -Kride -Sualen -Çözeltinin düzelerden fışkırtılması -Melt-blown Düze delik çapı: 0,126-0759 mm Delik sıklığı: 2-40 delik/inçh Eriyik sıcaklığı: 150-375 C° Hava çıkışı hızı: 330-825 km/saat
- 45. Düzeler Hava Çekim Bölgesi Elektrostatik Alan Karşı Elektrot Du-pont Yöntemi Düze delik çapı :0,126-0759 mm Delik sıklığı :2-40 delik/inçh Eriyik sıcaklığı :150-375 C° Hava çıkışı hızı :330-825 km/saat Çekim hızı : 450-5400 m/dak.
- 46. Melt-blown
- 47. Melt-blown: Eriyikten lifin çekilerek sıcak hava ile üfleme işlemi olarak tanımlanabilir. Tek aşamalı bir üretim yöntemi olarak da bilinir. İlk kez 1951 yılında ABD deniz kuvvetleri tarafından geliştirilmiştir. Amaç: Düşük maliyetli mikro elyafların üretilmesidir. Gerçekte ise Cam elyafına alternatif ucuz elyaf üretimidir. Melt-blown
- 48. Melt Blown Yöntemine Ait Temel Parametreler -Hava akış ivmesi -Bıçaklar arası mesafe (iki düze arasındaki mesafe) -Molekül ağırlığı -Eriyik viskozitesi -Eriyik mukavemeti -Polimer bozunması -Filtrasyon -Hava dağıtımı -Lif-hava ayrışımı -Düze çıkışı ile yüzey oluşumu arasındaki mesafe Temel parametrelerin çokluğu bu yöntemin aslında kolay bir yöntem olmadığını göstermektedir.
- 49. -Son yıllarda yaygınlaşan bu yöntemle dünyada 100 den fazla firma üretim yapmaktadır. -Bu yöntemle elde edilen ürün yıllık 60.000 tonu aşmıştır. - Kullanım alanları: Genel olarak astarlık kumaş, tela, yağ emici katmanlar, filtre, maske, örtü, silme bezleri, konfeksiyon yalıtım malzemesi, ameliyat eldivenleri, pil ayırıcılar, Kaymayı önleyici yatak kılıfları, çocuk bezi yapışkanları, tıbbi döşeme zeminleri. Melt Blown Kullanım Alanları