1. HOW TO READ THE STANDARD
OF SOLID END MILLS
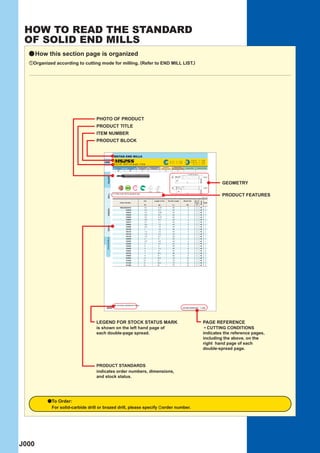
a How this section page is organized
zOrganized according to cutting mode for milling. (Refer to END MILL LIST.)
PHOTO OF PRODUCT
PRODUCT TITLE
ITEM NUMBER
PRODUCT BLOCK
MSTAR END MILLS
CARBIDE MS2SS 2 flute
End mill, Short cut length,
D1 = 0.1
D1 > 0.1
0 ─ - 0.010
0 ─ - 0.020
h6
4 < D4 < 6
8 < D4 < 10
D4 = 12
0 ─ - 0.008
0 ─ - 0.009
0 ─ - 0.011
Carbon Steel, Alloy Steel, Cast Iron Tool Steel, Pre-Hardened Steel,Hardened Steel Hardened Steel Hardened Steel Austenitic Titanium Alloy,
(<30HRC) ( < 45HRC) ( < 55HRC) (>55HRC) Copper Alloy Aluminium Alloy
Stainless Steel Heat Resistant Alloy
e e u u u
15° (10° for ø0.1)
SQUARE
øD1
Type1
øD4(h6)
ap
L1
GEOMETRY
MS 30°
øD1
UWC Type2
øD4(h6)
ap
D1<3 D1 > 3
a 2 flute end mill for general use.
PRODUCT FEATURES
L1
BALL
Unit : mm
Dia. Length of Cut Overall Length Shank Dia. No. of Stock
Order Number Flutes Type
D1 ap L1 D4 N
MS2SSD0010 0.1 0.15 40 4 2 a 1
RADIUS
D0020 0.2 0.3 40 4 2 a 1
D0030 0.3 0.45 40 4 2 a 1
D0040 0.4 0.6 40 4 2 a 1
D0050 0.5 0.75 40 4 2 a 1
D0060 0.6 0.9 40 4 2 a 1
D0070 0.7 1.1 40 4 2 a 1
D0080 0.8 1.2 40 4 2 a 1
TAPER
D0090 0.9 1.4 40 4 2 a 1
D0100 1 1.5 40 4 2 a 1
D0120 1.2 1.8 40 4 2 a 1
D0150 1.5 2.3 40 4 2 a 1
D0180 1.8 2.7 40 4 2 a 1
SOLID END MILLS
D0200 2 3 40 4 2 a 1
D0250 2.5 3.8 40 4 2 a 1
D0300 3 4.5 45 6 2 a 1
D0400 4 6 50 6 2 a 1
D0500 5 7.5 50 6 2 a 1
D0600 6 9 50 6 2 a 2
D0700 7 10.5 60 8 2 a 1
D0800 8 12 60 8 2 a 2
D0900 9 13.5 70 10 2 a 1
D1000 10 15 70 10 2 a 2
D1100 11 16.5 75 12 2 a 1
D1200 12 18 75 12 2 a 2
a : Inventory maintained in Japan.
J030 CUTTING CONDITIONS J254
LEGEND FOR STOCK STATUS MARK PAGE REFERENCE
is shown on the left hand page of • CUTTING CONDITIONS
each double-page spread. indicates the reference pages,
including the above, on the
right hand page of each
double-spread page.
PRODUCT STANDARDS
indicates order numbers, dimensions,
and stock status.
aTo Order:
For solid-carbide drill or brazed drill, please specify zorder number.
J000
3. SOLID END MILLS
IDENTIFICATION
ORDER NUMBER OF END MILLS
MS 2 M S D0100
End mill names Number of Flute length Features Dimensions
*** Others
flutes
MS : Mstar end mills 1 : 1flute ES : Extra short S : General-use D
**** : Diameter S
* * :: Shank diameter
VF : Impact Miracle end mills 2 : 2flute S : Short U
K
: For stainless steel
: For keyway
ex. N
*** : Neck length
VC : Miracle end mills
CRN : CRN coated end mills
3 : 3flute
4 : 4flute
M
J
: Medium
: Semi long A : For light alloy
D0050 |& 0.5
D0500 |& 5
T
**** Taper angle
one side
DLC : DLC coated end mills ••• L : Long C : Center cut L
** : Flute length
DF : Diamond coated end mills XL : Long neck D : For deep cut R
**** : Radius of
ball nose
A
*** : Overall Length
CBN : CBN end mills X : Taper neck V : Irregular spiral
helix angle ex.
C : Carbide end mills SX : Extra long
B : Ball nose R0050 | R0.5
VA : Violet end mills MX : Extra long
R : Roughing R0500 | R5
G : TiN coated end mills
FPR : Fine roughing
S : KHAS end mills
H : High helix
(High-grade powder high-speed steel)
T : Taper
K : KHA end mills
TB : Taper ball nose
(Powder metallurgy HSS)
RB : Corner radius
None : Cobalt high-speed steel
CH : Coolant hole
3 : 3mm shank
6 : 6mm shank
*Other types are available by special order.
SOLID END MILLS
SE E 2 040 S G
End mill names Helix angle Number of flutes Diameter Shape Coating
SZ : Super square D : 30° 2 : 2flute ex. S : Short G : (Al, Ti)N Coating
BZ : Super ball E : 45° 4 : 4flute 010 |&1 M : Standard
SE : Square end mill G : Irregular spiral 050 |& 5 L : Long
helix angle KP : For key way (+)
(38°/41°)
KM : For key way ( - )
*Other types are available by special order.
J002
4. SYMBOL DESCRIPTIONS
Tool material Coating
Ultra micro grain carbide (Al,Ti)N Coating
UWC Ultra micro grain carbide is used as the substrate
material.
MS (Al,Ti)N offers higher versatility.
Cubic boron nitride IMPACT MIRACLE Coating
CBN
Mitsubishi’s original CBN is used. VF Single phase nano crystal coating technology
for higher film hardness and heat resistance.
High hardness powder metallurgy HSS MIRACLE Coating
KHA S High hardness powder metallurgy HSS is used as the
substrate material.
VC The original Miracle (Al,Ti)N coating.
Also suitable for dry cutting.
Powder metallurgy HSS CRN Coating
KHA Powder metallurgy HSS is used as the substrate
material.
CRN Newly developed CrN coating for Copper
Electrodes machining.
Ultra micro grain carbide DLC Coating
CO HSS Cobalt high speed steel is used as the substrate
material.
DLC Hardness similar to that of CVD diamond coating
achieved with high adhesion strength.
(Jointly developed with NAGATA SEIKI CO.,LTD.)
High speed steel Diamond Coating
HSS
High speed steel is used as the substrate material. DF Suitable for graphite machining.
Tolerances VIOLET Coating
V Increased tool life of 2 ─ 3 times that of TiN coated
products.
Outside diameter tolerance
Indicates diameter tolerance of end mill.
TiN Coating
G Increased tool life of 2 ─ 3 times that of non coated
SOLID END MILLS
products.
R R tolerance
Indicates the radial tolerance of a ball nose end mill.
Angle, sharp corner edge and gash land
R tolerance Helix angle
R 10°
Indicates the radial tolerance of an end mill with a
Indicates the helix angle of the end mill.
corner radius.
Tolerance of Taper angle Sharp corner edge
Indicates the tolerance of the taper angle. Indicates the end mill has a sharp corner edge.
Tolerance of Point angle Gash land
Indicates the tolerance of the point angle. Indicates the end mill cutting edge has a gash land.
R R tolerance
Indicates the radial tolerance of a corner radius
end mill.
h6
Shank diameter tolerance
Indicates the shank diameter tolerance of end mill.
J003
5. SOLID END MILLS
COATING TECHNOLOGY
Coating
For higher hardness, higher speed and longer tool life!
In comparison with the conventional coating single-phase nano
crystal coating technology offers higher coating hardness and FEATURES OF IMPACT MIRACLE COATING
heat resistance.
When machining hardened steels it can be seen that the Shingle phase nano coating (Al,Ti,Si)N (Al,Ti)N
IMPACT MIRACLE coating offers a lower friction of coefficient (Al,Ti,Si)N
and as such prevents abnormal damage such as chipping.
Hardness (HV) 3700 3200 2800
Oxidation Temperature (r) 1300 1100 840
1)
Adhesion (N) 100 80 80
2)
Wear Coefficient (800r) 0.48 0.53 0.58
1) Adhesion : Measured by critical load scratch test.
2) Coefficient of friction : Measured by ball-on-disk method.
(Counter gear : AISI D2 60HRC)
MIRACLE Coating (Al,Ti)N Oxidation Behavior Concept Chart of
(Al,Ti)N Coating Layer
MIRACLE coating for high speed milling. Coated cutting tool
Miracle coating is produced by adding Al to an existing TiN coating. High temperature zone of the
blade tip 800 ─1,000r (Al,Ti)N coating layer
This coating layer consists of a compound solid solution of (AlTi)N.
This coating has succeeded in improving heat resistance during cutting in addition
to adding high hardness properties to the tool. Work
The result is improved performance for dry, high speed cutting of hardened material
materials.
Oxygen Nitrogen
SOLID END MILLS
Aluminium Titanium
Tool base material
material
Work
Diffusion of Diffusion of
oxygen aluminium
Work material Transition layer (Al,Ti)N
Non crystalloid aluminium oxide layer
Coating application range
Higher functionality
VF
For Hardened Steel
For Heat Resistant Alloy
VC
MS
General
30 40 50 60
Hardness of Workpiece (HRC)
J004
6. CRN Coating
Specially designed for milling of copper electrode Friction Coefficient against copper at the
high temperature of 600r
and copper alloy.
CRN coating has been developed for copper alloy milling. It has superior
wear resistance and excellent adhesion strength by using Miracle coating 0.60
technology. The excellent anti adhesion properties needed for copper
machining has been achieved due to its low friction coefficient at high
Friction Coefficient
temperatures. 0.55
0.55
FEATURES OF CRN COATING 0.52
CRN (Al,Ti)N Carbide 0.50
0.48
Hardness (HV) 2000 2800 1600
0.45
Adhesion (N) 80 80 ─ CRN (Al,Ti)N Carbide
DLC Coating
Newly developed DLC coating. FEATURES OF DLC COATING
Hardness similar to that of CVD diamond Mitsubishi’s Competitor’s Diamond TiN
coating achieved with high adhesion strength. DLC DLC
Mitsubishi Materials and NAGATA SEIKI have jointly Hardness (HV) 6000 ― 7000 1000 ─ 7000 7000 ─ 10000 2000
developed a unique DLC coating that has substantially
increased "adhesion strength " compared to previous Friction Coefficient 0.1 0.1 0.4 0.4
DLC coatings.
SOLID END MILLS
Diamond Coating
Diamond coating for non-ferrous and new non-metal materials.
Owing to Mitsubishi’s unique plasma chemical vapor deposition (CVD) coating technology, great combination of coating hardness
similar to that of natural diamond has been combined with a good adhesion to carbide substrates.
DF end mill series suitable for graphite machining.
VIOLET Coating
(Al,Ti)N coating, excellent FEATURES OF VIOLET COATING
adhesion strength for HSS tools.
Violet Coating TiN
Violet coating is the name of the technology of success-
fully applying a Miracle type coating to HSS substrate Hardness (HV) 2800 1900
tools. The newly developed technology of applying
(Al,Ti)N coating at the low temperatures required for Adhesion (N) 80 60
HSS substrates, means that Violet coating has the
same level of adhesion strength as Miracle coating. Oxidation Temperature (r) 840 620
Additionally high film hardness and excellent oxidation
resistance properties have also been realised.
J005
7. SOLID END MILLS
END MILLS SELECTION CHART CARBIDE (By Series)
CARBIDE
Work Material Page Number
P H M S N
Austenitic Stainless Steel
Titanium Alloy, Heat Resistant Alloy
Carbon Steel, Alloy Steel, Cast Iron
Tool steel, Pre-Hardened Steel, Hardened Steel
Hardened Steel(-55HRC)
Hardened Steel(55HRC-)
Applications,
No. of Flutes
Size Range
Features
Dimensions
Coating
Conditions
Type
Product
Cutting
Shape
Aluminium Alloy
Code
Copper Alloy
MSTAR END MILLS
& 0.1
MS MS2SS ─& 12
e e u u u J030 J254
End mill, Short cut length, 2 flute
& 0.2
MS MS2MS ─& 20
e e u u u J031 J254
End mill, Medium cut length, 2 flute
General Use
&1
MS MS2MD ─& 12
e e u u u J033 J255
End mill, Medium cut length, 2 flute, Strong geometry type
2
& 0.1
MS MS2JS ─& 12
e e u u u J034 J256
End mill, Semi long cut length, 2 flute
& 0.2
MS MS2LS ─& 12
e e u u u J035 J257
End mill, Long cut length, 2 flute
General Use High Helix Automatic Use Automatic
For Small General For Small
Lathes High Helix Lathes
&3
MS MS2ES ─& 12
e e u u u J041 J266
End mill, 2 flute, For small automatic lathes
&1
MS MSMHZD ─& 20
e e u e u J066 J260
SOLID END MILLS
Slotting, Medium cut length, 3 flute
3
SQUARE
&3
MS MS3ES ─& 12
e e u u u J067 J266
End mill, 3 flute, For small automatic lathes
&3
MS MSSHD ─& 20
e e u e e J071 J261
High power, Short cut length, 4 flute
&2
MS MSMHD ─& 25
e e u e e J072 J261
High power, Medium cut length, 4 flute
&2
MS MSJHD ─& 20
e e u e e J074 J262
High power, Semi long cut length, 4 flute
&1
4 MS MS4SC ─& 12
e e u u u J075 J263
End mill, Short cut length, 4 flute
General Use
&1
MS MS4MC ─& 20
e e u u u J076 J263
End mill, Medium cut length, 4 flute
&1
MS MS4JC ─& 12
e e u u u J077 J264
End mill, Semi long cut length, 4 flute
For Rib Milling Automatic
For Small
Lathes
&3
MS MS4EC ─& 14
e e u u u J081 J266
End mill, 4 flute, For small automatic lathes
LONG NECK
& 0.2
MS MS2XL e e u u u J036 J258
SQUARE
─& 6
End mill, Short cut length, 2 flute, Long neck
2
& 0.3
MS MS2XL6 ─& 2.5
e e u u u J039 J259
End mill, Short cut length, 2 flute, 6mm shank
J006
8. CARBIDE
Work Material Page Number
P H M S N
Austenitic Stainless Steel
Titanium Alloy, Heat Resistant Alloy
Carbon Steel, Alloy Steel, Cast Iron
Tool steel, Pre-Hardened Steel, Hardened Steel
Hardened Steel(-55HRC)
Hardened Steel(55HRC-)
Applications,
No. of Flutes
Size Range
Features
Dimensions
Coating
Conditions
Type
Product
Cutting
Shape
Aluminium Alloy
Code
Copper Alloy
SQUARE
For Rib
Milling
LONG
NECK
&1
4 MS MS4XL ─& 10
e e u u u J078 J265
End mill, Short cut length, 4 flute, Long neck
R0.1
For Profiling
MS MS2SB ─R6
e e u u u J114 J267
Ball nose end mill, Short cut length, 2 flute
BALL
R0.25
MS MS2MB ─R6
e e u u u J115 J267
Ball nose end mill, Medium cut length, 2 flute
For Deep Taper
Slotting Neck
R0.1
2 MS MS2XB ─R2
e e u u u J121 J269
Ball nose end mill, 2 flute, Taper neck
LONG
NECK
BALL
R0.1
MS MS2XLB ─R3
e e u u u J116 J268
Ball nose end mill, Short cut length, 2 flute, Long neck
&1
MS MS2MRB J160 J254
For Corner Radius
e e u u u
─& 12
Corner radius end mill, Medium cut length, 2 flute
RADIUS
&3
MS MS4MRB ─& 20
e e u u u J173 J271
Corner radius end mill, Medium cut length, 4 flute
4
&2
MS MSMHDRB ─& 20
e e u e e J175 J272
SOLID END MILLS
High power, Corner radius, Medium cut length, 4 flute
For Profiling and
LONG NECK
Angled Face Corner Radius
CORNER
RADIUS
Milling Machining Milling Machining Machining
&1
MS MS2XLRB ─& 6
e e u u u J162 J270
Corner radius end mill, Short cut length, 2 flute, Long neck
2
& 0.2
MS MS2MT J195 J273
For
e e u u u
─& 10
TAPER
Taper end mill, Medium cut length, 2 flute
For Profiling and For Rib
& 0.2
4 MS MS4LT ─& 3
e e u u J200 J274
Taper end mill, Long cut length, 4 flute
Angled Face
TAPER BALL
R0.2
2 MS MS2MTB ─R1.5
e e u u u J205 J267
Ball nose taper end mill, Medium cut length, 2 flute
For Rib
R0.3
4 MS MS4LTB ─R1
e e u u u J206 J275
Ball nose, 4 flute, Taper, For rib milling
IMPACT MIRACLE END MILLS
& 0.5
VF VF-2MD ─& 6
u e e e J042 J276
End mill, Medium cut length, 2 flute, For hardened materials
of Hardened Steels
2 NEW
For Machining
& 0.5
VF VF-2MV u e e e J043 J277
SQUARE
─& 6
End mill, Medium cut length, 2 flute, Irregular helix flutes
&1
VF VF-4MD ─& 20
u e e e J082 J279
End mill, Medium cut length, 4 flute, For hardened materials
4
NEW
&6
VF VF-4MV ─& 20
u e e e J083 J280
End mill, Medium cut length, 4 flute, Irregular helix flutes
J007