1. Шлицевые соединения.
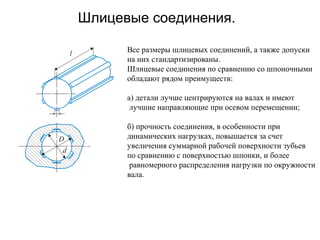
Все размеры шлицевых соединений, а также допуски
на них стандартизированы.
Шлицевые соединения по сравнению со шпоночными
обладают рядом преимуществ:
а) детали лучше центрируются на валах и имеют
лучшие направляющие при осевом перемещении;
б) прочность соединения, в особенности при
динамических нагрузках, повышается за счет
увеличения суммарной рабочей поверхности зубьев
по сравнению с поверхностью шпонки, и более
равномерного распределения нагрузки по окружности
вала.
2. . Соединения с прямобочными зубьями выполняют с центрированием по боковым
раням, по наружному и внутреннему диаметрам вала.
Стандартом предусмотрены три серии соединений (легкая, средняя и тяжелая), которые
тличаются высотой и количеством зубьев. Число зубьев изменяется в пределах
т 6 до 20. У соединений тяжелой серии зубья выше, а их количество больше, чем у
оединений средней и легкой серии.
3. Расчет шлицевых соединений.
Размеры шлиц, аналогично шпонок, выбирают по таблицам стандартов в
зависимости от диаметра вала. Боковые поверхности шлиц испытывают
напряжения смятия, а в сечениях у их оснований возникают напряжения
среза
4. Посадка шлицевых соединений
1. Соединение с зазором (для хода детали):
а) центрирующий диаметр d или D H 7 H 7
f7
б) нецентрирующий диаметр D или d
в) ширина b
F10
f9
g6
H 12
a11
2. Соединение с переходными посадками (для крепления деталей):
а) центрирующий диаметр d или D H 7 H 7
h6
б) нецентрирующий диаметр D или d
в) ширина b
D10
h9
f6
H 12
a11
5. Заклепочные соединение.
В последнее время заклепочные соединения вытеснены сварными из-за ряда
недостатков:
-большой расход металла;
-большая трудоемкость;
-высокая стоимость.
Однако, использование заклепочных соединений достаточно широкое вследствие
достоинств:
1) они воспринимают интенсивные вибрационные и большие повторно-ударные
нагрузки (самолеты, мостовые фермы и др.);
2) достаточно точный контроль качества заклепочных швов;
3) использование в конструкциях, не допускающих сварки из-за опасности
коробления деталей или деталей из несвариваемых материалов.
6. Виды заклепок и заклепочных швов.
а) заклепки с полукруглой головкой (ГОСТ 14797-75, 10299-68)
б) заклепки с постоянной головкой (ГОСТ 14798-75, 10300-68)
в) заклепки с полупотайной головкой (ГОСТ 10300-68)
г) трубчатые заклепки (пистоны) применяются для ненагруженных или
малонагруженных соединений
7. Расчёт заклепочных швов
1. Прочные заклёпочные швы.
В прочных швах герметичность соединения не требуется, поэтому силы, действующие
на соединение детали, могут быть больше сил трения в стыке деталей. Таким образом,
при работе прочного шва возможен и допустим сдвиг одной соединяемой детали
относительно другой. Поэтому заклепки прочных швов рассчитывают на срез и на
смятие
8. 2. Прочноплотные заклёпочные швы.
Так как при проектировочном расчёте прочноплотного шва силу, растягивающую
заклёпку и одновременно сжимающую соединенные детали, а соответственно силу
трения, возникающую между этими деталями, определить невозможно, но заклёпки
прочноплотных швов условно рассчитывают на срез. При этом расчёте герметичность
шва обеспечивается выбором соответствующего допускаемого условного напряжения
на срез для заклёпок по таблицам