IMPORTANCE OF TOOLS
•Tools are essential devices needed for works being done in
the workshop
• Most items being made in terms of manufacture, repairs,
fitting assembling of machine parts require the use of tools
to achieved the desired goal
• Each operation requires specific tools to perform a specific
task being done.
• Tools are equipment or instruments use for production.
• Tools could be hand tools (like your File) or machine tools
such as the CNC Machining Centre.
• Tools require skills: learning is required for its’ adequate
utilization in the workshop.
4.
• MEASURING TOOLSOR GAUGES
THESE ARE TOOLS USED TO
MEASURE DIMENSIONS ON WORKPIECE .
i. ENGINEER’S STEEL RULE : THIS MADE OF STEEL ON ONE OF
THE FLAT FACE GRADUATIONS ARE MARKED IN
CENTIMETER AND INCHES. USED TO SET OUT DIMENSIONS.
ii. FOLDING RULE IS OF 2 METERS LONG USED TO MEASURE
AND LAYOUT LARGER WORK.
iii. STEEL TAPE ARE OF LONGER LENGTH AND MADE OF
FLEXIBLE STEEL CAN BE ABOVE 2 METERS IN LENGTH.
iv. STEEL SQUARE IT IS L-SHAPED OF HARDENED STEEL
5.
MARKING OUT TOOLS
MARKINGOUT TOOLS ARE TOOLS USED TO
MARK OUT LINES, ARCS ,CIRCLES AND
POINTS ON SURFACE OF SHEET METALS
OF AREAS TO WORK ON. UNDER THIS
CATEGORY OF TOOLS YOU HAVE THE
FOLLOWING:
6.
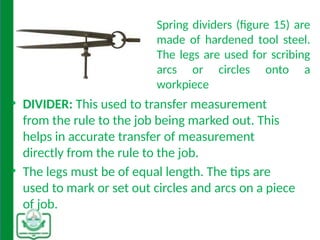
Spring dividers (figure15) are
made of hardened tool steel.
The legs are used for scribing
arcs or circles onto a
workpiece
• DIVIDER: This used to transfer measurement
from the rule to the job being marked out. This
helps in accurate transfer of measurement
directly from the rule to the job.
• The legs must be of equal length. The tips are
used to mark or set out circles and arcs on a piece
of job.
.
7.
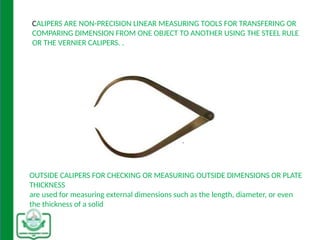
CALIPERS ARE NON-PRECISIONLINEAR MEASURING TOOLS FOR TRANSFERING OR
COMPARING DIMENSION FROM ONE OBJECT TO ANOTHER USING THE STEEL RULE
OR THE VERNIER CALIPERS. .
OUTSIDE CALIPERS FOR CHECKING OR MEASURING OUTSIDE DIMENSIONS OR PLATE
THICKNESS
are used for measuring external dimensions such as the length, diameter, or even
the thickness of a solid
8.
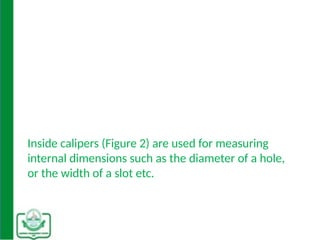
Inside calipers (Figure2) are used for measuring
internal dimensions such as the diameter of a hole,
or the width of a slot etc.
9.
MEASURING TAPE (flexible): this is used where the
meter rule cannot be adequate that is a situation where
longer length of work piece needs to be determined
10.
WITH GRADUATIONS MARKSON THE EDGES FOR
MEASUREMENT AND TO SET OUT 900
ON WORK
PIECE.
v. UNIVERSAL BEVEL MADE OF STEEL. USED TO
MEASURE OUT ANGLES ON JOB. OTHER TOOLS IN
THIS CATEGORY ARE THE COMBINATION SET,
PROTRACTOR, ADJUSTABLE BEVEL
a. INSIDE CALIPERS FOR CHECKING OR MEASURING
INTERNAL DIMENSIONS OF HOLE DIAMETERS.
b. HERMAPHRODITE OR ODD LEG CALIPERS USED
TO SET OUT PARALLEL LINES TO THE EDGE OF
WORK AND FOR LOCATING CENTRE POINTS OF
CYLINDRICAL WORK.
11.
d. OTHER CALIPERSARE INSIDE AND OUTSIDE
SPRING CALIPERS AND INSIDE AND OUTSIDE
TRANSFER CALIPERS.
vii. PRECISION MEASURING TOOL
a. MICROMETERS: THESE ARE PRECISION
MEASURING TOOLS ARE OF VARIOUS TYPES:
-OUTSIDE MICROMETERS
- INSIDE MICROMETERS
- SCREW THREAD MICROMETERS
-DEPTH GAUGE MICROMETERS
THE OUTSIDE MICROMETER CAN MEASURE
DIMENSION OF 2.54 MICROMETERS (0.0001 IN).
THE ACCURACY OF A MICROMETER IS BASED ON
THE TURNING OF A FINE SCREW THREAD
KNOWN AS THE RATCHET. TO USE A
MICROMETER, THE OBJECT TO BE
MEASURED IS PLACEDAT THE OPENING BETWEEN THE ANVIL
AND SPINDLE OF THE MICROMETER FRAME. WHILE THE
THIMBLE, IS ROTATED UNTIL THE OBJECT IS HELD IN
PLACE. THE READINGS IS TAKEN ON THE THIMBLE AND
BARREL SCALES TO DETERMINE THE PRECISE
MEASUREMENT.
b. VERNIER CALIPER USED TO MEASURE THE INSIDE AND
OUTSIDE DIAMETER OF SHAFTS, THICKNESS OF PARTS,
DEPTH OF HOLES AND SLOTS. IT IS USED FOR LONGER
DIMENSION WHERE YOU CANNOT USE A MICROMETER
SCREW GAUGE. THE ACCURACY FOR VERNIER CALIPER IS
0.002mm.
c. OTHER GAUGES USED IN THE WORKSHOP ARE:
-DEPTH GAUGE
-TELESCOPIC GAUGE
- SCREW THREAD MICROMETER
- DEPTH GAUGE MICROMETER
- VERNIER HEIGHT GAUGE
14.
i. THREAD GAUGE:ARE USED TO CHECK THE PITCH DIAMETER OF
SCREW THREADS.
ii. SNAP GAUGE: USE TO CHECK EXTERNAL DIMENSIONS.
iii. RING GAUGE: FOR CHECKING DIAMETERS OF SHAFTS OR STUDS
iv. PLUG GAUGE: TO TEST ACCURACY OF HOLES
v. SLIP GAUGE: ALSO KNOWN AS PRECISION GAUGE BLOCK. ARE USED
TO CROSS CHECK THE ACCURACY OF MEASURING INSTRUMENT
SUCH AS MICROMETERS, CALIPERS, SNAP GAUGES , DIAL
INDICATORS ETC
vi. FEELER GAUGE TO CHECK AND SET CLEARANCE BETWEEN TWO
SURFACES. MADE OF MANY THIN STEEL SHEET ( LEAVES) . EACH
LEAF IS MARKED WITH ITS THICKNESS WHICH VARY FROM 0.05mm
TO 1mm.
vii. SCREW PITCH GAUGE TO CHECK THE PITCH OF SREWS IT IS SIMILAR
TO A FEELER GAUGE EXCEPT THE LEAVES ARE NOTCHED AT ONE
EDGE ACCORDING TO THE VARIOUS PITCHES OF SPECIFIC THREADS.
15.
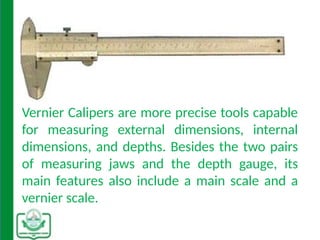
Vernier Calipers aremore precise tools capable
for measuring external dimensions, internal
dimensions, and depths. Besides the two pairs
of measuring jaws and the depth gauge, its
main features also include a main scale and a
vernier scale.
16.
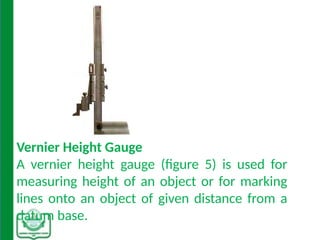
Vernier Height Gauge
Avernier height gauge (figure 5) is used for
measuring height of an object or for marking
lines onto an object of given distance from a
datum base.
17.
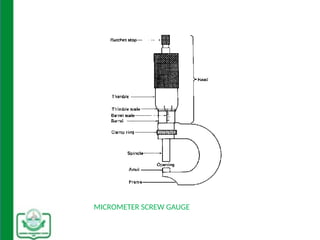
Micrometer
• A micrometeris a more precise measuring
instrument than the vernier calipers. The
accuracy is come from the fine thread on the
screw spindle. The ratchet prevents excess
force from being applied. Generally, the screw
spindle has a pitch of 0.5mm. The thimble is
divided into 50 equal divisions.
• Common types of micrometers used in the
workshops are:
18.
Outside Micrometer
An outsidemicrometer (figure 6) is used for
measuring external dimensions. The work to be
measured is placed between the anvil and the tip
of the spindle
19.
Inside Micrometer
This issimilar in structure to an outside
micrometer and is used for measuring
internal dimensions
20.
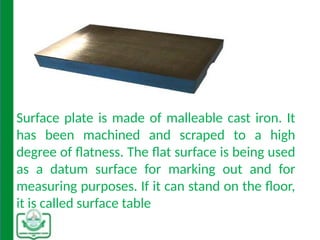
Surface plate ismade of malleable cast iron. It
has been machined and scraped to a high
degree of flatness. The flat surface is being used
as a datum surface for marking out and for
measuring purposes. If it can stand on the floor,
it is called surface table
21.
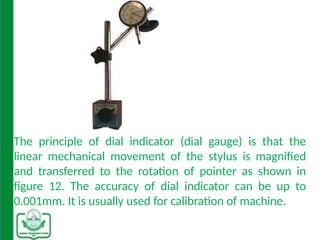
The principle ofdial indicator (dial gauge) is that the
linear mechanical movement of the stylus is magnified
and transferred to the rotation of pointer as shown in
figure 12. The accuracy of dial indicator can be up to
0.001mm. It is usually used for calibration of machine.