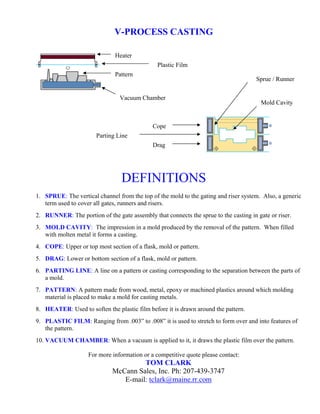
The V-PROCESS is a vacuum molding technique for producing aluminum castings. It was developed in Japan in the late 1970s and brought to the US where it is now used by companies ranging from start-ups to Fortune 100 companies. The process involves creating molds by drawing a heated plastic film tightly over a pattern using vacuum pressure. Molten aluminum is then poured directly into the molds to produce castings with benefits like zero draft angles, thin walls, and tight tolerances.