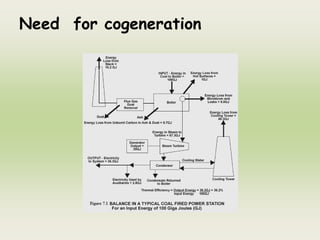
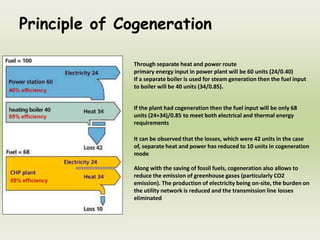
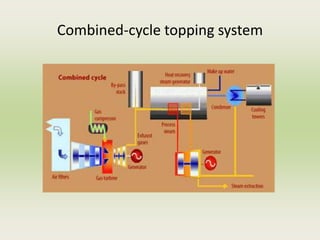
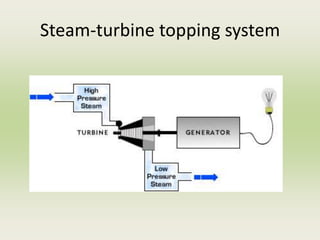
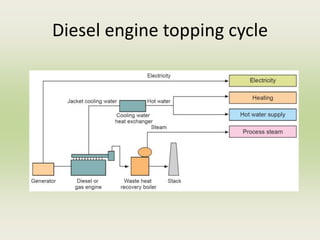
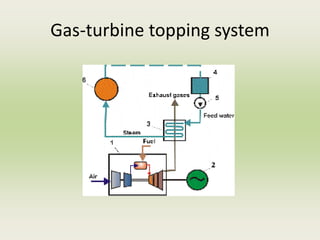
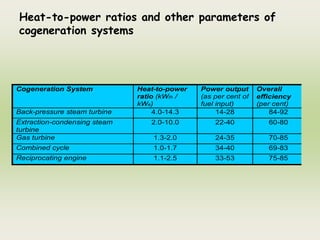
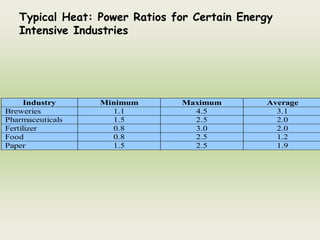
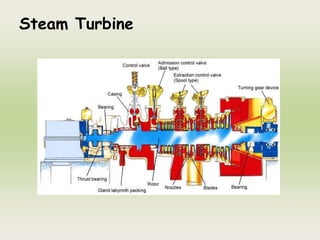
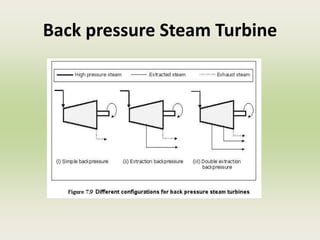
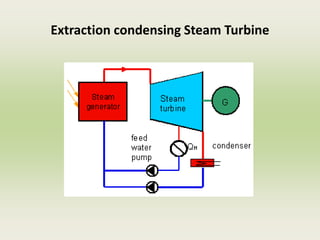
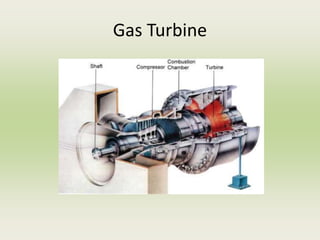
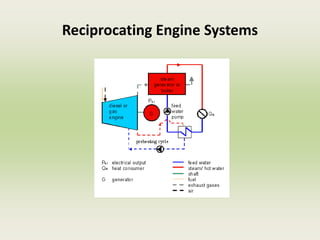
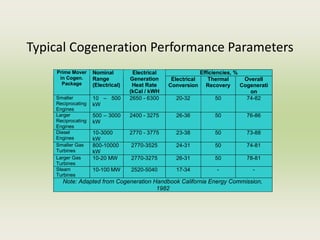
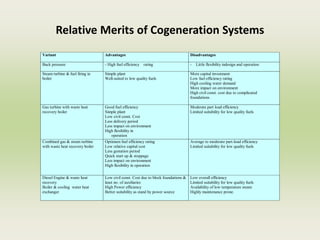
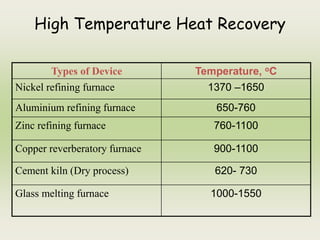
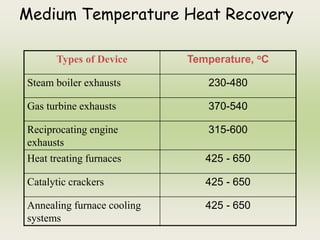
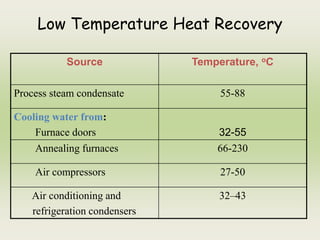
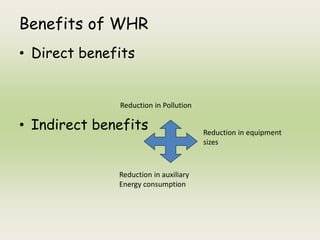
This document discusses various topics related to cogeneration and waste heat recovery. It begins with an overview of cogeneration, including its need, applications, advantages, and classifications. It then covers waste heat recovery classifications and applications, as well as potential savings. The document also discusses technical options for cogeneration systems like steam turbines, gas turbines, and reciprocating engines. Key factors that influence cogeneration choice are then summarized such as heat-to-power ratios and matching thermal or electrical loads.