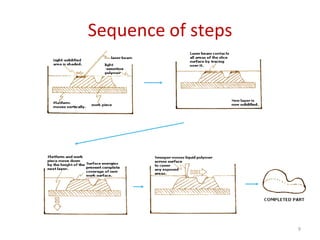
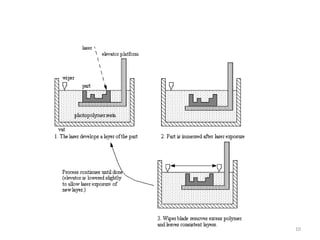
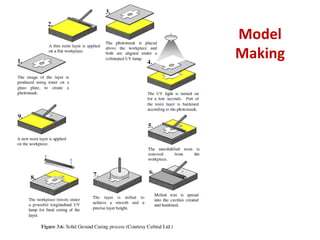
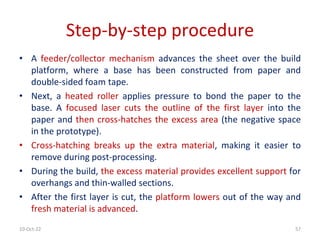
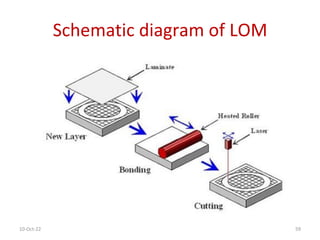
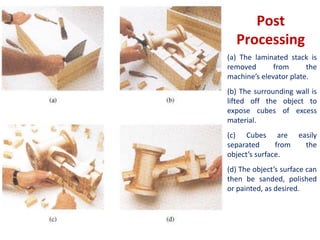
The document provides a comprehensive overview of various additive manufacturing systems, particularly focusing on stereolithography (SLA) and solid ground curing (SGC). It details the principles, pre-build processes, part-building methodologies, and post-build procedures associated with these technologies, as well as the materials used in SLA. Additionally, it addresses the challenges and applications of these additive manufacturing methods.