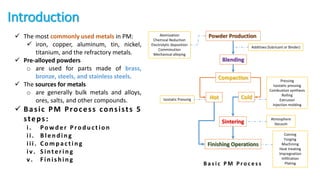
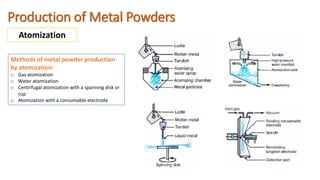
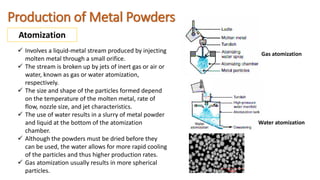
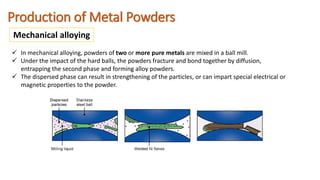
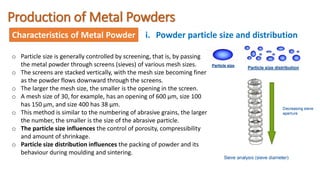
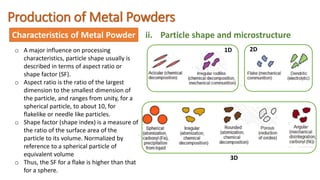
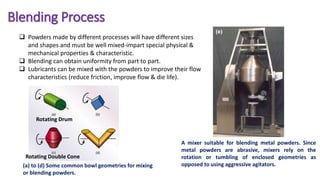
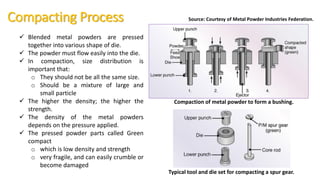
The document discusses the powder metal process. It begins by providing an introduction to powder metallurgy, including its early uses and common applications today. The basic PM process consists of 5 steps: powder production, blending, compaction, sintering, and finishing operations. Several methods for producing metal powders are described, including atomization, chemical reduction, electrolytic deposition, mechanical comminution, and mechanical alloying. Key characteristics of metal powders like particle size, shape, chemistry, and flow properties are also covered. The document concludes with descriptions of the blending, compaction, sintering, and finishing stages of the PM process.