半導體製程介紹 Initial oxSi substrate Initial ox Si substrate PR Diff module PHOTO module ETCH module Ini ox Si sub PR Thin film module Ini ox Si sub Diff, PHOTO, ETCH, T/F IC cross section WAT Wafer Sorting Chip Cutting 初始晶片 (primary wafer) Bonding Packaging Final Test
裝機工程專案計畫程序 活動定義 :活動定義 : 確定產生各個專案交付物所必須進行之具體活動。 Hookup 工作分解結構 (WBS): Hookup Project CAD Pre Hookup Hookup 草 圖 施 工 圖 竣 工 圖 Move in Move in OHT Electric Pre Hookup Gas Pre Hookup Electric Hookup Gas Hookup *** ***
裝機工程專案結案程序 裝機後傳簽單 :使用單位接受裝機結果後填寫裝機後傳簽單,宣告裝機工程專案結束,會 簽相關單位,會簽流程如同裝機前傳簽單,順序如下: EE IE AMHS Hookup ISEP EE 。
30.
裝機前傳簽單 CAD 圖WBS Scheduling Budgeting Quality Planning Scope Change Control Schedule Control Cost Control Quality Control 施工規範 QA 裝機後傳簽單 裝機工程專案管理流程
31.
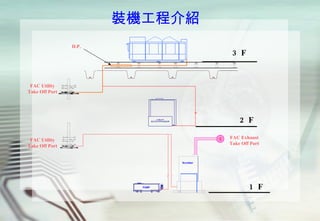
案例分析 個案背景 WAT(WaferAcceptance Test) 設備原本裝在 Support 區,現在 Support 區要裝其他機台,而且 Office 3F 環境已經準備好可以裝 WAT 的機台,所以要將 WAT 的機台從 Support 區搬到 Office 3F 新的 WAT 區域進行裝機工程。 Ball room Phase-2 Phase-1 WAT new area Support WAT area Office 3F FAB