The document describes an artificial neural network (ANN) model that can estimate distillate composition in a distillation column using secondary measurements like temperature, reflux, and steam flow. The ANN model is tested on a simulated multi-component distillation column and found to provide estimates comparable to using direct composition measurements, with the benefit of being more economical than on-line composition sensors. The document also reviews various other modeling and control techniques that have been developed for distillation columns, including inferential control methods using estimators to indirectly control product quality based on secondary measurements.
![Chemical Engineering and Processing 44 (2005) 785–795
ANN based estimator for distillation—inferential control
Vijander Singh∗, Indra Gupta, H.O. Gupta
Electrical Engineering Department, Indian Institute of Technology Roorkee, Roorkee, Uttaranchal 247667, India
Received 1 September 2003; received in revised form 11 February 2004; accepted 11 August 2004
Available online 19 November 2004
Abstract
Typical production objectives in distillation process require the delivery of products whose compositions meet certain specifications. The
distillation control system, therefore, must hold product compositions as near the set points as possible in the faces of upset. Distillation
column is generally subjected to disturbances in the feed and the control of product quality is often achieved by maintaining a suitable tray
temperature near its set point. Secondary measurements are used to adjust the values of the manipulated variables, as the controlled variables
are not easily measured or not economically viable to measure (inferential control).
In the present paper, an artificial neural network (ANN) based estimator to estimate composition of the distillate is proposed. Nowadays with
the advent of digital computers, the demand of the time is to amalgamate the control of various variables to achieve the best results in optimum
time. It is therefore required to monitor all the desired variables and perform the control action (feed forward, feed back and inferential) as
per algorithm adopted. The developed estimator is tested and the results are compared. The comparison shows that the predictions made by
the neural network are in good agreement with results of simulation.
© 2004 Elsevier B.V. All rights reserved.
Keywords: Inferential control; Distillation control system; Artificial neural network
1. Introduction
The distillation control system must hold product compo-
sition as near the set point(s) as far as possible in the faces of
upsets. The disturbances are generally in feed. The control
is difficult because the product quality cannot be measured
economically on line. This is because the instrumentation
is either very expensive and/or measurement lags and sam-
pling delays make impossible to design an effective control
system. A solution to this problem is the use of secondary
measurements in conjunction with a mathematical model of
the process to estimate the product quality.
An estimator predicts product quality from a linear com-
bination of process input and output measurements. The con-
trol strategy is to use selected measurements of both process
inputs and outputs to estimate the effect of measured and
unmeasured disturbances on the product quality, and then
∗ Corresponding author. Tel.: +91 1332 284294; fax: +91 1332 285231.
E-mail address: vijaydee@iitr.ernet.in (V. Singh).
to use a standard control system to adjust the control effort
so as to maintain the product quality at the desired level.
This strategy reduces approximately to that of a feed forward
control system when there are no measurements of process
outputs. Application of the estimator to a simulated multi-
component distillation column shows that the composition
control achieved with an estimator based on temperature,
reflux and steam flow measurements is comparable to that
achieved instantaneous composition measurements.
The estimated composition may be used in a control
scheme to determine valve position directly, or it may be
used to manipulate the set point of a temperature controller
as in parallel cascade control. This is the notion behind infer-
ential control developed by Joseph and Brosilow [5] (1978).
The inferential control scheme uses measurements of sec-
ondary outputs, in this instance, selected tray temperatures,
and manipulated variables to estimate the effect of unmea-
sured disturbances in the feed on product quality. The es-
timated product compositions are then used in a scheme to
achieve improved composition control. Use of large digital
0255-2701/$ – see front matter © 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.cep.2004.08.010](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-1-320.jpg)
![Chemical Engineering and Processing 44 (2005) 785–795
ANN based estimator for distillation—inferential control
Vijander Singh∗, Indra Gupta, H.O. Gupta
Electrical Engineering Department, Indian Institute of Technology Roorkee, Roorkee, Uttaranchal 247667, India
Received 1 September 2003; received in revised form 11 February 2004; accepted 11 August 2004
Available online 19 November 2004
Abstract
Typical production objectives in distillation process require the delivery of products whose compositions meet certain specifications. The
distillation control system, therefore, must hold product compositions as near the set points as possible in the faces of upset. Distillation
column is generally subjected to disturbances in the feed and the control of product quality is often achieved by maintaining a suitable tray
temperature near its set point. Secondary measurements are used to adjust the values of the manipulated variables, as the controlled variables
are not easily measured or not economically viable to measure (inferential control).
In the present paper, an artificial neural network (ANN) based estimator to estimate composition of the distillate is proposed. Nowadays with
the advent of digital computers, the demand of the time is to amalgamate the control of various variables to achieve the best results in optimum
time. It is therefore required to monitor all the desired variables and perform the control action (feed forward, feed back and inferential) as
per algorithm adopted. The developed estimator is tested and the results are compared. The comparison shows that the predictions made by
the neural network are in good agreement with results of simulation.
© 2004 Elsevier B.V. All rights reserved.
Keywords: Inferential control; Distillation control system; Artificial neural network
1. Introduction
The distillation control system must hold product compo-
sition as near the set point(s) as far as possible in the faces of
upsets. The disturbances are generally in feed. The control
is difficult because the product quality cannot be measured
economically on line. This is because the instrumentation
is either very expensive and/or measurement lags and sam-
pling delays make impossible to design an effective control
system. A solution to this problem is the use of secondary
measurements in conjunction with a mathematical model of
the process to estimate the product quality.
An estimator predicts product quality from a linear com-
bination of process input and output measurements. The con-
trol strategy is to use selected measurements of both process
inputs and outputs to estimate the effect of measured and
unmeasured disturbances on the product quality, and then
∗ Corresponding author. Tel.: +91 1332 284294; fax: +91 1332 285231.
E-mail address: vijaydee@iitr.ernet.in (V. Singh).
to use a standard control system to adjust the control effort
so as to maintain the product quality at the desired level.
This strategy reduces approximately to that of a feed forward
control system when there are no measurements of process
outputs. Application of the estimator to a simulated multi-
component distillation column shows that the composition
control achieved with an estimator based on temperature,
reflux and steam flow measurements is comparable to that
achieved instantaneous composition measurements.
The estimated composition may be used in a control
scheme to determine valve position directly, or it may be
used to manipulate the set point of a temperature controller
as in parallel cascade control. This is the notion behind infer-
ential control developed by Joseph and Brosilow [5] (1978).
The inferential control scheme uses measurements of sec-
ondary outputs, in this instance, selected tray temperatures,
and manipulated variables to estimate the effect of unmea-
sured disturbances in the feed on product quality. The es-
timated product compositions are then used in a scheme to
achieve improved composition control. Use of large digital
0255-2701/$ – see front matter © 2004 Elsevier B.V. All rights reserved.
doi:10.1016/j.cep.2004.08.010](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/75/singh2005-pdf-1-2048.jpg)
![786 V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795
computers for distillation calculations was not investigated
up to 1958, although the high speed of computation seemed
to offer economies and present the opportunity of making cal-
culations not otherwise possible. Amundson and Pontinen [1]
in 1958, introduced the use of digital computers to solve the
distillation column problem. For general multi-component
mixtures the coefficients depend in a highly non-linear fash-
ion on compositions also, thus, solution becomes difficult.
The solution obtained should be available for comparison
and should be accurate. This is made possible with the help
of large digital computer.
Choe and Luyben [2] in 1987, took up rigorous dynamic
model of Distillation Column. Most of the dynamic models
assume two simplifications namely negligible vapor holdup
and constant pressure. But in this paper it was demonstrated
that these assumptions lead to erroneous predictions of dy-
namic responses. It happens when pressure of column is
high (i.e. greater than 10 atmosphere) and when column
pressures are low (i.e. vacuum columns). In 1990, Rovaglio
et al. [3] solved the distillation column problem with the
help of rigorous model. Rigorous model is reliable for prac-
tical purposes. An industrial example was taken to show
practical implementation and real economic value of feed
forward control. Feed forward control action reduces the
inherent error when feedback control structure is used to
infer composition. When process dead times are large and
load upsets are frequent and when high quality is required
feedback control cannot serve the purpose alone, then feed
forward control is required to evaluate proper value of ma-
nipulated variables so as to cancel the effects of input varia-
tions.
The control of many industrial processes is difficult be-
cause online measurement of product quality is compli-
cated. This is due to the non-existence of measurement
technology. Weber and Brosilow in 1972 [4] cited one so-
lution to this problem by using secondary measurements
in conjunction with a mathematical model of the process
to estimate product quality. The method includes proce-
dures for selecting the available output measurement to
get an estimator, which is relatively insensitive to model-
ing error and measurement noise. The estimator developed
for control of multi-component distillation column is based
on temperature, reflux and steam flow measurements. The
control achieved with the estimator is comparable to that
achieved with instantaneous composition measurements and
is far superior to composition control achieved by maintain-
ing a constant temperature on any single stage of the col-
umn.
The Weber et al. [4] have designed an estimator in three
steps:
(1) The selection of the appropriate measurements from
those available.
(2) The inversion of the process model so as to obtain an
estimate of the unmeasured process disturbances from
the measurements.
(3) Application of the process model so as to map the esti-
mated and measured process inputs into the estimate of
product quality.
Finally, this model was tested for its validity to 16 stages
distillation column. More important is to develop algorithms
for selecting a subset of the available process output measure-
ments, which will be most appropriate. Joseph and Brosilow
[5] in 1978, presented a method for designing an estimator
to infer unmeasurable product qualities from secondary mea-
surements. The secondary measurements are selected so as
to minimize the number of such measurements required to
obtain an accurate estimate. The application of design proce-
dures to design a static inferential control system to control
product composition is described. Then the dynamic struc-
ture of linear inferential control system term is discussed.
Also the rigorous methods for the design of sub optimal dy-
namic estimators are discussed.
In 1991 and 1992, Marmol and Luyben [6,7] presented
an inferential model based control of multi-component batch
distillation. The model used is described in the paper and two
approaches were explored to estimate the distillate composi-
tion: a rigorous steady state estimator and a quasi-dynamic
non-linear estimator. The models developed provide good
estimation of the distillate composition using only one tem-
perature measurement. Bhagat in 1990 [8], discussed briefly
the neural networks. Two examples were taken to demon-
strate their practical application, these involved CSTR’s. In
the first one, the change in concentration of outlet stream
with the changes in inlet stream concentration was studied.
The second example involved the identification of degree of
mixing in a reactor or vessel.
In 1994, Morris et al. [9] examined the contribution that
various network methodologies can make to the process mod-
eling and control toolbox. Feed forward networks with sig-
moidal activation functions, radial bases function networks
and auto associative networks were reviewed and studied us-
ing data from industrial processes. Finally, the concept of
dynamic networks was introduced with an example of non-
linear predictive control. MacMurray and Himmelblau [13]
in 1994, described the modeling of packed distillation column
with artificial neural network (ANN) and provide a example
of complex modeling. The change in the sign of the gain
was observed under various operating conditions [13]. Ou
and Rhinehart [14] demonstrated a parallel model structure
for general non-linear model predictive control. The model
comprises of a group of sub-models, each providing predic-
tion of one process at one selected future point in time. The
neural network is used for each sub-model and terms the
prediction model as a grouped neural network (GNN). The
work demonstrates implementation of grouped neural net-
work model predictive control (GNNMPC) on a non-linear,
multivariable, constrained pilot scale distillation unit [14].
Tamura and Tateishi [15] have discussed the capabilities
of a neural network with a finite number of hidden units and
shown with the support of mathematical proof that a four-](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-2-320.jpg)
![V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795 787
layered feed forward network is superior to three layered
feed forward network in terms of the number of parameters
needed for the training data. Kung and Hwang [16] proposed
algebraic projection analysis and provide an analytical so-
lution for optimal hidden units size and learning rate of the
back propagation neural networks. Murata et al. [17] have
investigated the problem of determining the optimal num-
ber of parameters in neural network from statistical point of
view. The proposed new information criterion (NIC) therein
measures the relative merits of two models having the same
structure but different number of parameters and concludes
whether more number of neurons should be added to the net-
work or not. Kano et al. [18] presented a control scheme to
control the product composition in a multi-component dis-
tillation column. The distillate and bottom compositions are
estimated from online measured process variables. The infer-
ential models for estimation product compositions are con-
structed using dynamic partial least squares (PLS) regression,
on the base of simulated time series data. From the detailed
dynamic simulation results, it is found that the cascade con-
trol system based on a proposed dynamic (PLS) model works
much better than the usual tray temperature control system.
Kano et al. [19] proposed a new inferential control scheme
termed as “Predictive Inferential Control”. In predictive in-
ferential control system, future compositions predicted from
online measured process variables are controlled instead of
the estimates of current compositions. The key concept is to
realize the feed back control with a feed forward effect by
the use of inherent nature of a distillation column.
An approach to fault detection is described by Brydon et
al. [20] which uses neural network pattern classifiers trained
using data from a rigorous differential equation based simula-
tion of a pilot plant column. Two case studies were presented,
both considering only plant data. For two classes of process
data,aneuralnetworkandaK-meansclassifierbothproduced
excellent diagnoses. For additional three classes of plant op-
eration, a neural network again provides accurate classifica-
tions, while a K-means classifier failed to categories the data
[20]. Sbarbaro et al. [21] presented the traditional approach
to include multi-dimensional information into conventional
control systems and proposed a new structure based on pat-
tern recognition. The artificial neural networks and finite state
machines as a frame work for designing the control system is
used. Bakshi and Stephanopoulos [22] derived a methodol-
ogy for pattern based supervisory control and fault diagnosis,
based on multi-scale extraction of trends from process data.
An explicit mapping is learned between the features extracted
at multiple scales, and the corresponding process conditions
using the technique of induction by decision trees.
Taking advantage of technique developed by Kolmogorov,
Kurkova [23] provided a direct proof of the universal approx-
imation capabilities of perceptron type network with two hid-
den layers. Lippmann [24] demonstrated the computational
power of different neural net models and the effectiveness
of simple error correction training procedures. Single and
multi layer perceptrons, which can be used for pattern clas-
sification, are described as well as Kohonen’s feature map
algorithm, which can be used for clustering or as a vector
quantizer.
2. Simulation algorithm
The realistic distillation column [12] consists of non-ideal
column with NC components, non-equimolal overflow, and
inefficient trays. In present paper following assumptions are
made for developing the model.
(1) Liquid on the tray is perfectly mixed and incompressible.
(2) Tray vapor holdups are negligible.
(3) Dynamics of the condenser and the reboiler is neglected.
(4) Vapor and liquid are in thermal equilibrium but not in
phase equilibrium. The departure from phase equilibrium
is described by Murphree vapor efficiency.
Under these assumptions, the steady state operation of
each module is considered by the following equations, com-
monly referred to as the MESH equations. [MESH = material
balance equations, efficiency relations, summation equation,
and heat (enthalpy) balance equations]. Here, the stage num-
ber i takes integer values from 1 to NT.
Li+1 + Vi−1 − Li − Vi = 0
(material balance equations) (1)
yi − yi−1 = ηij[y∗
i (xi, Ti, pi) − yi−1]
(stage efficiency relations) (2)
where
yi =
vi
Vi
and xi =
li
Li
Li =
NC
j=1
lij (summation equations) (3)
Vi =
NC
j=1
vij (4)
Li+1hi+1 + Vi−1Hi−1 − Lihi − Vihi = 0
(enthalpy balance equation) (5)
Eqs. (1)–(5) are used to represent an equilibrium condenser
and an equilibrium reboiler by the removal of variables corre-
sponding to a liquid stream above the condenser and a vapor
stream below a reboiler, and the inclusion of condenser and
reboiler heat duties Qc and QB in the respective enthalpy
balance equations.
For the simulation of a distillation column the quantities
[10], such as feed composition, flow rate, temperature and](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-3-320.jpg)
![788 V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795
pressure, column pressure, stage efficiencies are assumed to
be specified.
The basic steps of the algorithm reflecting the above as-
sumption for the simplified multi-component distillation col-
umn are:
Step 1: Input data for column size, components, physical
properties, feeds, and initial conditions (liquid composi-
tions, liquid flow rates and temperatures on all trays).
Step 2: Calculate initial tray holdups and the pressure pro-
file.
Step 3: Calculate the temperatures and vapor compositions
from the vapor–liquid equilibrium data.
Step 4: Calculate liquid and vapor enthalpies.
Step 5: Calculate vapor flow rates on all trays, starting in
the column base, using the algebraic form of the energy
equations.
Step 6: Evaluate all derivatives of the component continuity
equations for all components on all trays plus the reflux
drum and the column base.
Step 7: Integrate all ODEs (using Euler’s method).
Step 8: Calculate new total liquid holdups from the sum of
the component holdups. Then calculate the new liquid mole
fraction from the component holdups and the total holdups.
Step 9: Calculate new liquid flow rates from the new total
holdups for all trays.
Step 10: Go to step 3 for the next step.
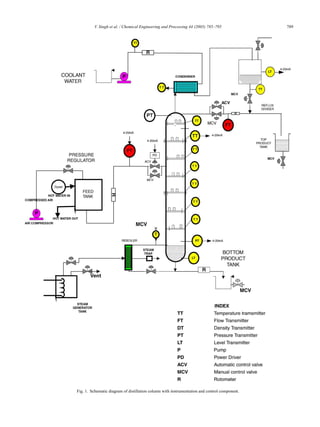
The case under study is a multi-component system (Fig. 1)
(five components) with constant relative volatility through-
out the column and hundred percent efficient trays i.e. the
vapor leaving is in equilibrium with the liquid on the tray. A
single feed stream is fed as saturated liquid on to feed tray NF
(NF = 5). The feed flow rate is F (kmols/h) and composition is
z (mole fraction). The overhead vapor is totally condensed in
a condenser and flows in to the reflux drum, whose holdup of
liquid is MD (kmols). The contents of the drum is assumed to
be perfectly mixed with composition xD (mole fraction). The
liquid in the drum is at it’s bubble point. Reflux is pumped
back to the top tray NT (NT = 15) of the column at a rate R
(kmols/h). Overhead distillate product is removed at a rate D
(kmols/h). At the base of the column, liquid bottoms product
is removed at rate B (kmols/h) and with a composition xB
(mole fraction). The vapor boilup is generated in the reboiler
at rate V (kmols/h).
The algorithm presented is translated into a program using
C language for the distillation column discussed. The main
objective of the above simulation program is to generate pat-
terns. In order to vary reboiler duty QB (KJ/h) for obtaining
various patterns, the following equation is used:
QB = QB + ran(i) (6)
where ran(i) is a random number generated using a library
function srand(). The ran(i) is generated so that it ranges
0.013–0.881. The change in the reboiler duty changes the
temperature profile of the column. With this changed tem-
perature profile we get a changed distillate quality. In this
way, 130 patterns of temperature profile and respective dis-
tillate compositions are generated. These are then used for
training and testing a neural network model.
3. Artificial neural network modeling
3.1. Neuron model
A neuron model consists of a processing element [11] with
synaptic input connections and a single output. The signal
flow of neuron inputs xni is considered to be unidirectional
as indicated by arrows as in a neuron’s output signal flow. A
general neuron symbol is shown in Fig. 2.
The neuron’s output signal is given by the following rela-
tionship
o = f(wt
xn) or o = f
n
i=1
wixni
(7)
where w is weight vector defined as
w
=
[w1 w2 . . . wn ]
t
and xn is the input vector
xn
=
xn1 xn2 · · · xnn
t
The function f(wt xn) is often referred to as an activation func-
tion. The variable net is defined as a scalar product of the
weight and the input vector.
net
=
wt
xn (8)
Using Eq. (8) in Eq. (7), we get
o = f(net) (9)
It is observed from Eq. (7) that the neuron as processing
node performs the operation of summation of its weighted in-
puts. Subsequently, it performs the non-linear operation f(net)
through its activation function. Typical activation functions
used are
f(net)
=
2
1 + exp(−λ net)
− 1 (10)
and
f(net)
=
+1 · · · net 0
−1 · · · net 0
(11)
where λ 0 in Eq. (10) is proportional to neuron gain deter-
mining the steepness of the continuous function f(net) near
net = 0.
By shifting and scaling the bipolar activation function de-
fined by Eqs. (10) and (11), unipolar activation function can
be obtained as
f(net)
=
1
1 + exp(−λnet)
(12)](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-4-320.jpg)
![790 V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795
Fig. 2. General symbol of neuron.
Fig. 3. Single layers network with continuous perceptron.
and
f(net)
=
+1 · · · net 0
0 · · · net 0
(13)
3.2. Delta learning rule for multi-perceptron layer
The back propagation-training algorithm allows experi-
ential acquisition of input output mapping knowledge within
multilayer networks. Input patterns are submitted during the
back propagation training sequentially. If a pattern is submit-
ted and its classification or association is determined to be
erroneous, the synaptic weights as well as the thresholds are
adjusted so that the current least mean square classification
error is reduced. The input output mapping comparison of tar-
get and actual values and adjustment, if needed, continue until
all mapping examples from the training are learned within an
acceptable over all error.
During the association or classification phase the trained
neural network itself operate in a feed forward manner. How-
ever, the weight adjustment enforced by the learning rule
propagates exactly backwards from the output layer to the
hidden layer towards the input layer. To formulate the learn-
ing algorithm the simple continuous perceptron network in-
volving K neuron will be considered as shown in Fig. 3 .
o = Γ
Wyn
(14)
where the input and output vector and the weight matrix are
yn =
yn1
yn2
.
.
.
ynJ
o =
o1
o2
.
.
.
oK
W =
w11 w12 · · · w1J
w21 w22 · · · w2J
.
.
.
.
.
.
.
.
.
.
.
.
wK1 wK2 · · · wKJ
and the non-linear diagonal operator Γ [•] is
Γ [•] =
f(•) 0 · · · 0
0 f(•) · · · 0
.
.
.
.
.
.
.
.
.
.
.
.
0 0 · · · f(•)
and the desired output vector is
d
=
d1
d2
.
.
.
dK
netk = Wyn (15)
The generalized error expression include all squared errors
at outputs k = 1, 2, . . ., K.
Ep =
1
2
K
k=1
(dpk − opk)2
=
1
2
dp − op
2
(16)
for a specific pattern p, where p = 1, 2, . . ., P
Let us assume that the gradient decent search is performed
to reduce the error Ep through the adjustment of weights.
Requiring the weight adjustment we compute individual
weight adjustment as follows:
wkj = −η
∂E
∂wkj
(17)
where the error E is defined in Eq. (16) for each node in layer
k, k = 1, 2, . . ., K, we can write using Eq. (15)
netk =
J
j=1
wkjynj (18)
and further using Eq. (14) the neuron’s output is
ok = f(netk) (19)
The error signal term δ is called delta produced by the kth
neuron is defined for this layer as follows:
δok
=
−
∂E
∂(netk)
(20)
It is obvious that the gradient component ∂E/∂Wkj depends
only on the netk of a single neuron, since the error at the output
of the kth neuron is contributed to only by the weights wkj,](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-6-320.jpg)
![V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795 791
for j = 1, 2, . . ., J for fixed k value. Thus, using the chain rule
we may write
∂E
∂wkj
=
∂E
∂(netk)
×
∂(netk)
∂wkj
(21)
The second term of product of Eq. (21) in the derivative of
the sum of products of weights and patterns as in Eq. (18).
Since the values of ynj, for j = 1, 2, . . ., J are constant for a
fixed pattern at the input, we obtain
∂(netk)
∂wkj
= ynj (22)
Combining Eqs. (20) and (22) leads to the following form
for Eq. (21)
∂E
∂wkj
= −δokynj (23)
The weight adjustment formula Eq. (17) can be rewritten
using the error signal δok term as below:
wkj = ηδokynj for k = 1, 2, . . . , K and
j = 1, 2, . . . , J (24)
The expression Eq. (24) represents the general formula for
delta training/learning weight adjustments for a single layer
network. It can be noted that wkj in Eq. (24) does not depend
upon the form of an activation function.
To adapt the weights, the error signal term delta δok intro-
duced in Eq. (20) needs to be computed for the kth continuous
perceptron. E is a composite function of netk, therefore, it can
be expressed for k = 1, 2, . . ., K
E(netk) = E[ok(netk)] (25)
Thus, from Eq. (20)
δok = −
∂E
∂ok
×
∂ok
∂(netk)
(26)
Denoting the second term in Eq. (26) as a derivative of acti-
vation function
f
k(netk)
=
∂ok
∂(netk)
(27)
and noting that
∂E
∂ok
= −(dk − ok) (28)
allows rewriting formula Eq. (26) as follows:
δok = (dk − ok)f
k(netk) for k = 1, 2, . . . , K (29)
Eq. (29) shows that the error signal term δok depicts the local
error (dk − ok) at the output of the kth neuron scaled by the
multiplicative factorf
k(netk), which is the slope of the acti-
vation function computed at the following excitation value
netk = f−1
(ok) (30)
The final formula for the weight adjustment of the single
layer network can now be obtained from Eq. (24) as
wkj = η(dk − ok)f
k(netk)ynj (31)
The updated weight values become
w
kj = wkj + wkj for k = 1, 2, . . . , K
j = 1, 2, . . . , J (32)
Formula Eqs. (31) and (32) refers to any form of non-linear
and differentiable activation function f(net) of the neuron.
Let us examine the following two commonly used delta
training rules for the two selected typical activation functions
f(net).For the unipolar continuous activation function defined
in Eq. (12) f(net) can be obtained as
f
(net) =
exp(−net)
[1 + exp(−net)]2
(33)
This can be rewritten as
f
(net) =
1
1 + exp(−net)
×
1 + exp(−net) − 1
1 + exp(−net)
(34)
Again using Eq. (12) in Eq. (34), we get
f
(net) = o(1 − o) (35)
Delta value of the Eq. (29) for this activation function can
be rewritten as
δok = (dk − ok)ok(1 − ok) (36)
Summarizing the above discussion, the updated individual
weights under the delta learning rule can be expressed for
k = 1, 2, . . ., K and j = 1, 2, . . ., J as follows:
w
kj = wkj + η(dk − ok)ok(1 − ok)ynj (37)
for
ok =
1
1 + exp(−netk)
The updated weights under the delta learning rule for the
single layer network can be expressed using vector notation
as
W
= W + ηδoynt
(38)
where the error signal vector δo is defined as the column
vector consisting of the individual error signal terms.
δo
=
δo1
δo2
.
.
.
δoK
](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-7-320.jpg)

![V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795 793
Fig. 5. Liquid composition of components with reboiler temperature.
sults of simulation as obtained using semi rigorous model.
The results for distillate compositions are shown in Fig. 5
and Fig. 6. As seen from Fig. 5 and Fig. 6 the estimated com-
position that from proposed ANN based estimator is close to
the one obtained from semi rigorous model. In Figs. 5 and 6,
the composition of liquid xd5 and vapor compositions yd4 and
yd5, respectively are zero in the distillate product.
6. Discussions and conclusions
The distillate product of distillation control system must
hold composition as near the set point(s) as far as possible
in the faces of upsets. The disturbances are generally in the
flow and composition of feed. The control of the product
composition is difficult because the product quality cannot
be measured economically on line. This is because the in-
strumentation is either infeasible and/or measurement lags
and sampling delays make impossible to design an effective
control system. This problem is solved by using of secondary
measurements in conjunction with a mathematical model of
the process to estimate the product quality. An artificial neural
network based estimator developed here can be used for the
inferential control of distillation column. The developed es-
timator control strategy with minimal computational burden
and high speed can be proposed for the distillation control
system, which is generally non-linear in nature.
As for simulation study program discussed a 15-tray col-
umn with a reboiler and a reflux drum with five-component
mixture is considered for testing the estimator. One hundred
and thirty input-output patterns are generated using simula-
tionprogramandareusedfortrainingthedevelopedestimator
of Fig. 4. Out of the above-generated patterns some of them
are used for testing purpose. Temperature profile taken as in-
put vector consisted of 17 temperature entries of 15 trays,
reboiler and reflux drum. The output vector of the estimator
is constituted by five liquid and five vapor distillate compo-
sitions for the mixture considered. Also the estimator’s input
vector consisted of 17 elements and output vector had 10 ele-
ments. A 5-layered network model is taken with [17, 10, 35,
35, 35] configuration i.e. 17 input neurons, 10 output neurons
and 35 neurons in each of the three hidden layers. The net-
work is trained using 110 patterns and 20 test inputs are given
for testing. Training the estimator took about 60,000 × 110
iterations and about 45 h.
It is observed on 1.2 GHz, Intel Pentium-IV processor, that
developed simulation program takes 0.16 s for its execution
and developed ANN based estimator takes 0.05 s for the same
Fig. 6. Vapor composition of components with reboiler temperature.](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-9-320.jpg)
![794 V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795
process, thus, the total time saving of 68.75% can be achieved
using ANN model, without sacrificing the accuracy.
Appendix A. Nomenclature
f(net) activation function
Γ [•] a non-linear diagonal operator
δo error signal vector
δok error signal vector produced by kth neuron
δyj error signal term produced by jth neuron of hidden
layer having output y
v weight increment for hidden layer of neurons
w weight increment for input layer of neurons
f
y column vector for hidden layers
ηi
v vaporization efficiency
η learning parameter (positive constant)
E error gradient vector
ηij Murphree stage efficiency
B bottom product rate (kmols/h)
d desired output vector
dp desired output vector for pth pattern
di desired output from ith neuron
dpk desired output from kth neuron for pth pattern
D distillate product rate (kmols/h)
Ep least squared error for pth pattern
Fi total feed flow rate into ith tray (kmols/h)
hF total molar enthalpy of feed (kJ/kmol)
hfij component feed enthalpy (kJ/kmol)
hi total molar enthalpy of liquid mixture (kJ/kmol)
Hi total molar enthalpy of vapor (kJ/kmol)
hlij component liquid enthalpy (kJ/kmol)
HNi,j hidden neuron for ith hidden layer and jth node
Hvij component vapor enthalpy (kJ/kmol)
INB input neuron for reboiler temperature
IND input neuron for reflux drum temperature
INI input neuron for ith tray temperature
K, L, M number of neurons in three hidden layers respec-
tively
Kij equilibrium constant
Li total liquid flow rate leaving the tray (kmols/h)
lij component liquid flow rate leaving the ith tray
(kmols/h)
MB liquid molar holdup in reboiler (kmols)
MD liquid molar in reflux drum
Mi liquid molar holdup on ith tray (kmols)
NC number of components
net scalar product of weight vector and input vector
netI scalar product of ith weight vector and input vector
NT total number of trays in distillation column
O output vector of neuron
Ok kth output of neurons processing node
ONi output neuron for ith output
QB reboiler heat duty (KJ/h)
QC condenser heat duty (KJ/h)
R reflux rate (kmols/h)
vn updated weights of hidden layer
vnij connection weights of ith node of one layer to jth
node of preceding layer
vn weight vector of hidden layer
V weight matrix of hidden layer
Vi total vapor flow rate from the tray (kmols/h)
vij component vapor flow rate from the tray (kmols/h)
w multiplicative weight vector
wi multiplicative weight for ith input
w updated weights of input layer
wij multiplicative weights for input to ith neuron from
jth input element
W weight matrix
x liquid composition of more volatile component
(mole fraction)
xFij component liquid composition of jth component in
feed (mole fraction)
xij liquid composition if jth component on ith tray
(mole fraction)
xn input vector to neuron
xni ith input to neuron
y vapor composition of more volatile component
(mole fraction)
y* equilibrium vapor composition of more volatile
component (mole fraction)
yij vapor composition of jth component on ith tray
(mole fraction)
yij
* equilibrium vapor composition of jth component on
ith tray (mole fraction)
yn input vector to neuron layer
References
[1] N.R. Amundson, A.J. Pontinen, Multicomponent distillation calcu-
lations on a large digital computer, Ind. Eng. Chem. 50 (5) (1958)
730–736.
[2] Y.-S. Choe, W.L. Luyben, Rigorous dynamic models of distillation
columns, Ind. Eng. Chem. Res. 26 (10) (1987) 2158–2161.
[3] M. Rovaglio, E. Ranzi, G. Biardi, M. Fontana, R. Domenichini,
Rigorous dynamic and feed forward control design for distillation
process, AIChE J. 36 (4) (1990) 576–586.
[4] R. Weber, C. Brosilow, The use of secondary measurements to im-
prove control, AIChE J. 18 (3) (1972) 614–627.
[5] B. Joseph, C.B. Brosilow, Inferential control of process. Part I:
Steady state analysis and design. Part 2: The structure and dy-
namics of inferential control systems. Part 3: Construction of
suboptimal dynamic estimators, AIChE J. 24 (3) (1978) 485–
509.
[6] E.Q. Marmol, W.L. Luyben, C. Geogarkis, Application of an
extended luenberger observer to the control of multi-component
batch distillation, Ind. Eng. Chem. Res. 30 (8) (1991) 1870–
1880.
[7] E.Q. Marmol, W.L. Luyben, Inferential model based control of
multi-component batch distillation, Chem. Eng. Sci. 47 (1992) 887–
898.
[8] P. Bhagat, An introduction to neural nets, Chem. Eng. Prog. (1990)
55–60.](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-10-320.jpg)
![V. Singh et al. / Chemical Engineering and Processing 44 (2005) 785–795 795
[9] A.J. Morris, G.A. Montague, M.J. Willis, Artificial neural networks:
studies in process modeling and control, Trans. I Chem. E 72 (Part
A) (1994) 3–19.
[10] L.W. Luyben, Process Modeling, Simulation and Control for Chem-
ical Engineers, Mcgraw Hill International Editions, Chemical Engi-
neering Series.
[11] J.M. Zurada, Introduction to Artificial Neural Systems, Jaico Pub-
lishing House.
[12] P.B. Deshpande, Distillation Dynamics and Control, Instrument So-
ciety of America, Tata McGraw Hill Publishing Co. Ltd.
[13] J.C. MacMurray, D.M. Himmelblau, Modeling and control of a
packed distillation column using artificial neural networks, Comput.
Chem. Eng. 19 (10) (1995) 1088.
[14] J. Ou, R.R. Rhinehart, Grouped neural network model predictive
control, Control Eng. Pract. 11 (2003) 723–732.
[15] S. Tamura, M. Tateishi, Capabilities of a four layered feed forward
neural network: four layers versus three, IEEE Trans. Neural Net-
works 8 (2) (1997) 251–255.
[16] S.Y. Kung, J.N. Hwang, An Algebraic Projection Analysis for Op-
timal Hidden Units Size and Learning Rates in Back Propagation
Learning, Princeton University, Department of Electrical Engineer-
ing, Princeton, NJ 08544, U.S.A.
[17] N. Murata, S. Yoshizawa, S. Amari, Network information criterion-
determining the number of hidden units foe an artificial neural
network model, IEEE Trans. Neural Networks 5 (6) (1994) 865–
872.
[18] M. Kano, N. Showchaiya, S. Hasebe, I. Hashimoto, Inferential
control system of distillation composition using dynamic par-
tial least squares regression, J. Process Control 10 (2000) 157–
166.
[19] M. Kano, N. Showchaiya, S. Hasebe, I. Hashimoto, Inferen-
tial Control of Distillation Composition: Selection of Model and
Control Configuration, Control Eng. Pract. 11 (8) (2003) 927–
933.
[20] D.A. Brydon, J.J. Cilliers, M.J. Willis, Classifying pilot plant dis-
tillation column faults using neural networks, Control Eng. Pract. 5
(10) (1997) 1373–1384.
[21] D. Sbarbaro, P. Espinoza, J. Araneda, A pattern based strategy for
using multidimensional sensors in process control, Comput. Chem.
Eng. 27 (2003) 1943.
[22] B.R. Bakshi, G. Stephanopoulos, Representation of process trends.
IV. Introduction of real time patterns from operating data for diag-
nosis and supervisory control, Comput. Chem. Eng. 18 (4) (1994)
303–332.
[23] V. Kurkova, Kolmogorov’s Theorem and multi layer neural networks,
Neural Networks 5 (1992) 501–506.
[24] R.P. Lippmann, Neural Nets for Computing, Lincola Laboratory,
M.I.T, Lexington, MA 02173, U.S.A.](https://image.slidesharecdn.com/singh2005-230807010533-56b55453/85/singh2005-pdf-11-320.jpg)
















































![Polymer [ बहुलक ] Chemistry Notes PDF - Irfanullah Mehar - JJ Sir Chemistry.pdf](https://cdn.slidesharecdn.com/ss_thumbnails/polymerchemistrynotespdf-irfanullahmehar-jjsirchemistry-260210172118-3f9b37f7-thumbnail.jpg?width=640&height=640&fit=bounds)


