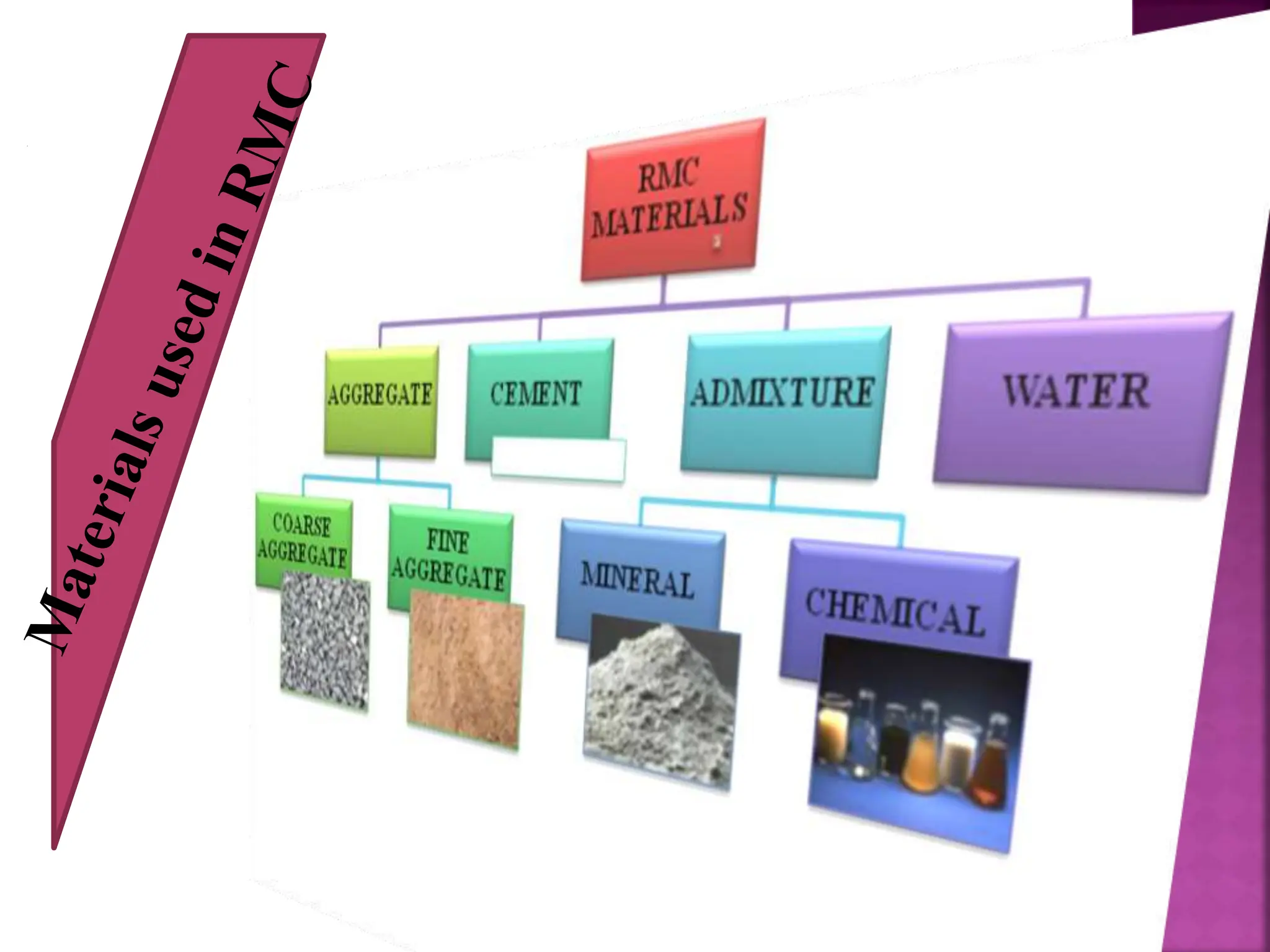
Ready-mix concrete (RMC) is a pre-mixed construction material providing improved durability and sustainability, produced in controlled factory conditions and transported to construction sites for immediate use. RMC offers numerous advantages, including uniform quality, faster construction speed, reduced material wastage, and being eco-friendly, making it suitable for large-scale projects, especially in congested areas. However, RMC has limitations such as high initial investment and reliance on effective transportation systems to ensure timely delivery.