3D bioplastic scaffolds are used to culture cells into specific shapes for tissue engineering. This document details an experiment to produce micro-scale scaffolds using PLA (polly-lactic acid) 3D printing. Benchmark models were designed in CAD software and 3D printed while adjusting variables like speed, temperature, and extrusion. Analysis found that tool speed, temperature, and extrusion multiplier most impact filament diameter and consistency. The refined settings produced scaffolds within +/- 5 micrometers of the target 250 micrometer diameter, establishing precision but not fully meeting the goal of +/- 25 micrometers.
International Journal of Engineering Research and Applications (IJERA) is an open access online peer reviewed international journal that publishes research and review articles in the fields of Computer Science, Neural Networks, Electrical Engineering, Software Engineering, Information Technology, Mechanical Engineering, Chemical Engineering, Plastic Engineering, Food Technology, Textile Engineering, Nano Technology & science, Power Electronics, Electronics & Communication Engineering, Computational mathematics, Image processing, Civil Engineering, Structural Engineering, Environmental Engineering, VLSI Testing & Low Power VLSI Design etc.
It is a brief seminar on Atomic Diffusion Additive Manufacturing called as ADAM. It is a metal 3D printing process which is highly accurate & efficient.
International Journal of Engineering Research and Applications (IJERA) is an open access online peer reviewed international journal that publishes research and review articles in the fields of Computer Science, Neural Networks, Electrical Engineering, Software Engineering, Information Technology, Mechanical Engineering, Chemical Engineering, Plastic Engineering, Food Technology, Textile Engineering, Nano Technology & science, Power Electronics, Electronics & Communication Engineering, Computational mathematics, Image processing, Civil Engineering, Structural Engineering, Environmental Engineering, VLSI Testing & Low Power VLSI Design etc.
It is a brief seminar on Atomic Diffusion Additive Manufacturing called as ADAM. It is a metal 3D printing process which is highly accurate & efficient.
Betaleadership et Espace Innovation, agilité en entrepriseSylvain Loubradou
Conférence en tandem avec Ludovic Remaury sur les "nouveaux" modes de managements, en s'inspirant de "Reinventing Organizations" de Frédéric Laloux et en abordant l'application de l'agilité en entreprise.
Conférence adressée aux experts-comtables et notaires.
La veille de Red Guy du 27.11.13 - Les dronesRed Guy
Cette semaine au menu de la veille :
L’actu mise à nu :
Les constructeurs sont économes
Facebook verdit
Scoop : la France collabo !
Point de vue : Les drones
Innovations et tendances :
#UnrapJoy
Miele se donne un mal de chien
Pour Monoprix, le must, c’est 5 petites robes noires
�
Update: Vorlesung BAW - Social Media ToolsClaudia Becker
Die Präsentation enhält die Folien meiner Vorlesung an der BAW München im Lehrgang "Social Media Manager". Die Zielgruppe sind sowohl Unternehmensmitarbeiter, die Social Media in ihrer Firma implementieren möchten als auch Agenturmitarbeiter und selbstständige PR-Berater, die ein konkretes Social Media Projekt für ihre Agentur oder ihren Kunden bearbeiten.
Die Folien enthalten Basis-Informationen über gängige Social-Media Tools, die über Twitter und Facebook hinausgehen. Zum Ende beziehen sich die Folien auf die konkreten Projekte der Lehrgangs-Teilnehmer.
Ich freue mich über Fragen und Anregungen in den Kommentaren! Viel Spaß beim Anschauen :)
Link zum Lehrgang: http://www.baw-online.de/lehrangebot/lehrgaenge.php
Betaleadership et Espace Innovation, agilité en entrepriseSylvain Loubradou
Conférence en tandem avec Ludovic Remaury sur les "nouveaux" modes de managements, en s'inspirant de "Reinventing Organizations" de Frédéric Laloux et en abordant l'application de l'agilité en entreprise.
Conférence adressée aux experts-comtables et notaires.
La veille de Red Guy du 27.11.13 - Les dronesRed Guy
Cette semaine au menu de la veille :
L’actu mise à nu :
Les constructeurs sont économes
Facebook verdit
Scoop : la France collabo !
Point de vue : Les drones
Innovations et tendances :
#UnrapJoy
Miele se donne un mal de chien
Pour Monoprix, le must, c’est 5 petites robes noires
�
Update: Vorlesung BAW - Social Media ToolsClaudia Becker
Die Präsentation enhält die Folien meiner Vorlesung an der BAW München im Lehrgang "Social Media Manager". Die Zielgruppe sind sowohl Unternehmensmitarbeiter, die Social Media in ihrer Firma implementieren möchten als auch Agenturmitarbeiter und selbstständige PR-Berater, die ein konkretes Social Media Projekt für ihre Agentur oder ihren Kunden bearbeiten.
Die Folien enthalten Basis-Informationen über gängige Social-Media Tools, die über Twitter und Facebook hinausgehen. Zum Ende beziehen sich die Folien auf die konkreten Projekte der Lehrgangs-Teilnehmer.
Ich freue mich über Fragen und Anregungen in den Kommentaren! Viel Spaß beim Anschauen :)
Link zum Lehrgang: http://www.baw-online.de/lehrangebot/lehrgaenge.php
Technology for Plastic Mold Tooling - Direct Metal Deposition HCL Technologies
This whitepaper highlights the benefits of DMD(Direct Metal Deposition) technology in mold cycle time reduction. It presents a comparative analysis conducted for cycle time performance of a mold consisting of a conventionally machined tool steel insert to a mold fitted with a Chromium Copper insert with a coating of tool steel deposited by the DMD process.
In recent years, key developments have taken place in computer- aided design, casting design, simulation, rapid tooling, intelligent advisory systems and Internet based engineering and most foundries are presently caught between change and survival. This is especially true in case of the foundries operating in the developing countries
Experimental Test on Carbon Fiber/Epoxy and Glass Fiber /Epoxy Pultruded Rods...IOSR Journals
In this work, composite rods of glass fiber/epoxy and carbon fiber/epoxy with 80% of fiber loading
and 20% of matrix are produced by using pultrusion technique. Pultrusion is a continuous process for
manufacture of composite materials with constant cross-section. Reinforced fibers are pulled through a resin,
possibly followed by a separate performing system, and into a heated die, where the resin
undergoes polymerization. Many resin types may be used in pultrusion
including polyester, polyurethane, vinylester and epoxy. These two types of rods are subjected to tensile test,
chemical absorption and impact tests at various temperatures like room temperature and at below room
temperatures.
Modeling and Optimization of Mold Filling Parameters for Maximization of Pr...
PLA Micro-Scaffolds for Cell Culture
1. PLA Micro-Scaffolds for Cell Culture
Nathan Tahbaz
Lichen Wang
Abstract
3D bioplastic scaffolds are regularly used to culture cells into a specific shape or pattern
for use in tissue engineering application. These structures are typically acquired from a
commercial fabricator, or produced in lab. A high resolution scaffold with micro-scale structures
Introduction
PLA (polly-lactic acid) is a biodegradable thermoplastic with a melting point of 150-160°
C. Because of these characteristics, it is well suited for use as a scaffold substrate. PLA
provides an acceptable surface quality for cells to seed onto, and can theoretically be dissolved
after cell propagation has been achieved. Its melting point and low viscosity allow for
sterilization at room temperature using conventional UV or alcohol methods.
Experimental procedure
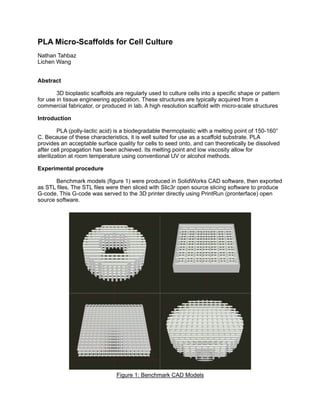
Benchmark models (figure 1) were produced in SolidWorks CAD software, then exported
as STL files. The STL files were then sliced with Slic3r open source slicing software to produce
G-code. This G-code was served to the 3D printer directly using PrintRun (pronterface) open
source software.
Figure 1: Benchmark CAD Models
2. During the slicing step of the procedure, variables such as tool speed, temperature, and
extrusion multiplier were adjusted. This adjustment was made based on a quantitative analysis
of the previously produced scaffold via digital bright-field microscopy. This process produced
incremental improvements in the quality of preceding samples as well as iterative data gathering
Results
The primary factors in determining filament diameter and consistency appear to be tool
speed, temperature, and extrusion multiplier. Profiles for different model types and required
filament diameters were extrapolated from data. These profiles can constantly produce
acceptable scaffold structures with a tolerance of +/- 50 micrometers (with a bias towards over
extrusion, e.g. + ).
The majority of the trials were conducted with the goal of producing a 250 micrometer
filament diameter, as such the profile for producing models with a filament diameter of 250
micrometers is the most refined. The filament diameter of scaffolds produced with the refined
profile measured within +/- 5 micrometers of each other. This result establishes a standard for
precision in terms of filament diameter (figures 3 & 4)
Conclusions
The overall goal of the experimental series was to refine the settings required to produce
a scaffold structure within expectable tolerances of the CAD model it was printed from. Based
on this goal, the initial data gathered would show the experiment to be a moderate success. At
the end of the experimental trials, filament diameter tolerance was at +/- 50 micrometers. While
the hypothesized final tolerance was +/- 25 micrometers, the final result shows an improvement
of 60 micrometers from initial trials.
Figure 2: Filament Diameter