This document is a workshop manual for Perkins New 1000 Series diesel engines used in industrial and agricultural applications. It provides detailed instructions for servicing and repairing engine components. The manual contains 25 chapters covering general information, specifications, procedures for servicing components like the cylinder head, pistons, crankshaft, timing case, cylinder block, and systems like cooling, fuel, lubrication, and electrical equipment. It also includes data and dimensions for engine parts.



























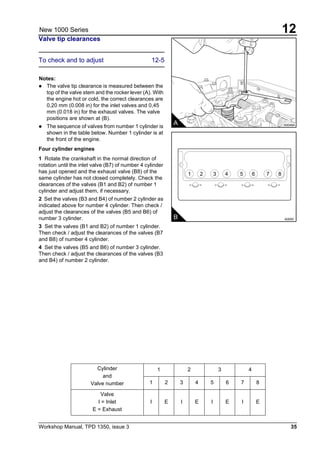



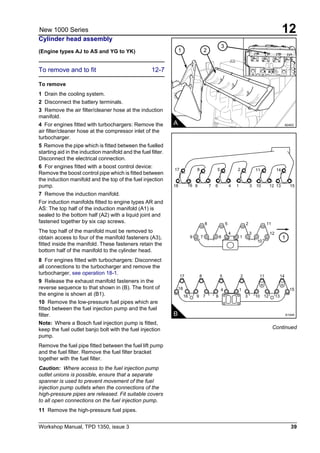
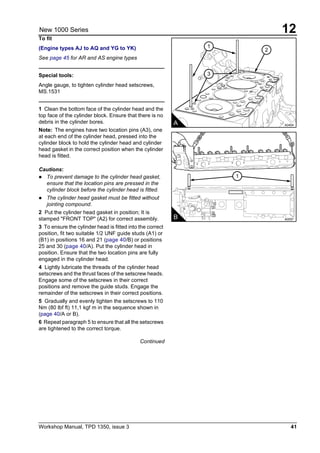



























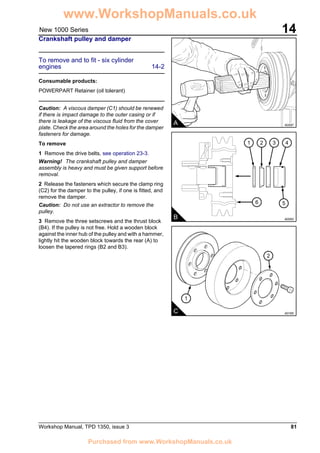
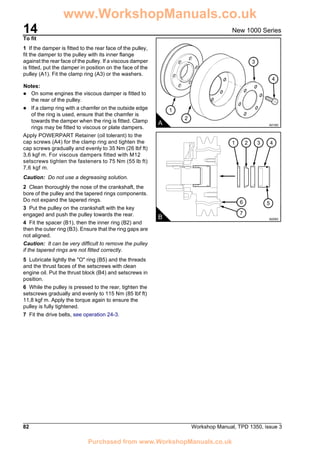
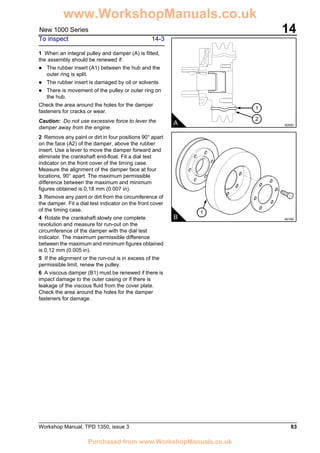
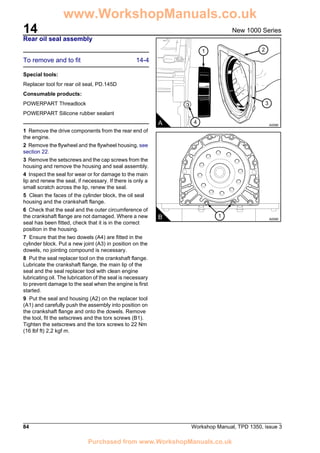
























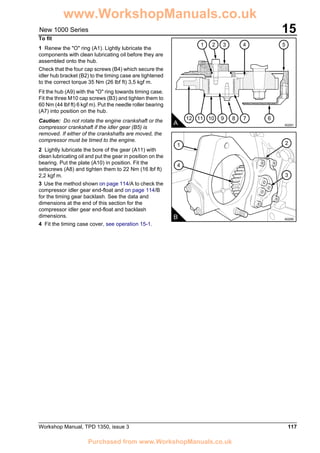













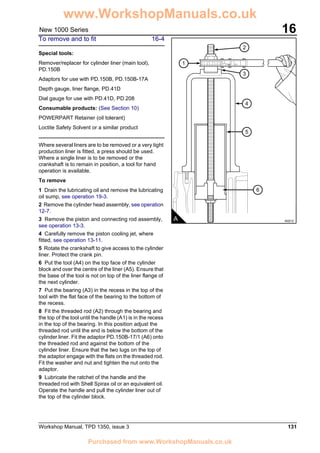
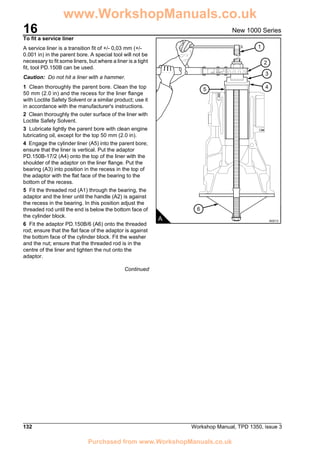

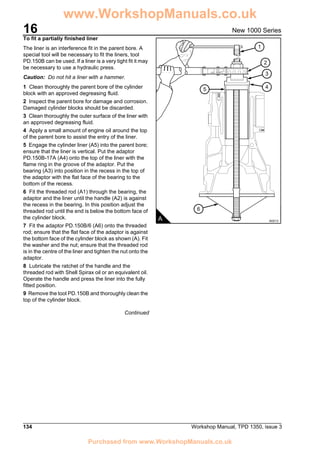














































































































































































![Yammar manual tk486_v,_tk486e[1]](https://cdn.slidesharecdn.com/ss_thumbnails/yammarmanualtk486vtk486e1-201015200004-thumbnail.jpg?width=640&height=640&fit=bounds)















































