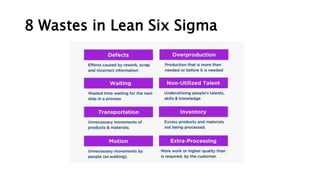
1) The document discusses the eight types of waste in Lean Six Sigma - overproduction, defects, waiting, transportation, unused talent, inventory, motion, and extra processing. Examples are provided for each type.
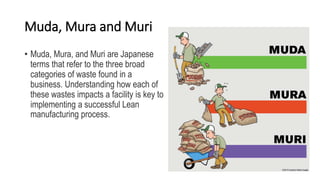
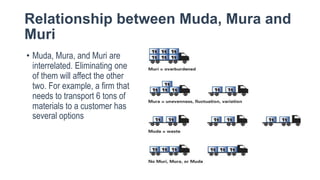
2) It also discusses the Japanese terms "Muda", "Mura", and "Muri" which refer to categories of waste. Muda includes the seven common types of waste. Mura refers to unevenness in production levels. Muri means being overburdened and can apply to employees or equipment.
3) The relationship between the three is explained - eliminating one affects the others. For example, reducing overburdening a truck (Muri) could increase uneven deliveries (
























![2._Muda_2-1[1].pptx for all hardware and network service](https://cdn.slidesharecdn.com/ss_thumbnails/2-250224083609-63289abf-thumbnail.jpg?width=640&height=640&fit=bounds)