Mile stone
•Download as XLS, PDF•
0 likes•230 views

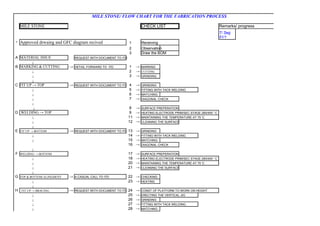
The document outlines the milestones and checklist for the fabrication process. It involves 17 steps from A to Q, including material issue, marking and cutting, fitting, welding of top and bottom, alignment, fitting and welding of bracing, finishing, dimension checks, coordinate checks, visual checks, removal from jig, requests for non-destructive testing, matching of parts, and finally blasting before shifting to the stockyard. Some joints may require non-destructive testing in the fitting stage.

Recommended
More Related Content
More from Adarsh K. Jain
More from Adarsh K. Jain (20)
Recently uploaded
Recently uploaded (20)
Mile stone
- 1. MILE STONE/ FLOW CHART FOR THE FABRICATION PROCESS MILE STONE CHECK LIST Remarks/ progress T/ Seg 51/1 * Approved drwaing and GFC diagram recived 1 Receiving 2 Observation 3 Draw the BOM A MATERIAL ISSUE → REQUEST WITH DOCUMENT TO ITD ↓ B MARKING & CUTTING → DETAIL FORWARD TO ITD 1 → MARKING ↓ 2 → CUTTING ↓ 3 → GRINDING ↓ C FIT UP → TOP → REQUEST WITH DOCUMENT TO ITD 4 → GRINDING ↓ 5 → FITTING WITH TACK WELDING ↓ 6 → MATCHING ↓ 7 → DIAGONAL CHECK ↓ ↓ 8 → SURFACE PREPERATION D WELDING → TOP 9 → HEATING ELECTRODE PRIM/SEC STAGE 260/400 ' C ↓ 11 → MAINTAINING THE TEMPERATURE AT 75 'C ↓ 12 → CLEANING THE SURFACE ↓ E FIT UP → BOTTOM → REQUEST WITH DOCUMENT TO ITD 13 → GRINDING ↓ 14 → FITTING WITH TACK WELDING ↓ 15 → MATCHING 16 → DIAGONAL CHECK ↓ F WELDING → BOTTOM 17 → SURFACE PREPERATION ↓ 18 → HEATING ELECTRODE PRIM/SEC STAGE 260/400 ' C ↓ 20 → MAINTAINING THE TEMPERATURE AT 75 'C ↓ 21 → CLEANING THE SURFACE ↓ G TOP & BOTTOM ALINGMENT → A CASUAL CALL TO ITD 22 → CHECKING ↓ 23 → HEATING ↓ H FIT UP → BRACING → REQUEST WITH DOCUMENT TO ITD 24 → CONST OF PLATFORM TO WORK ON HEIGHT ↓ 25 → ERECTING THE VERTICAL JIG ↓ 26 → GRINDING ↓ 27 → FITTING WITH TACK WELDING ↓ 28 → MATCHING
- 2. ↓ I WELDING → BRACING 29 → SURFACE PREPERATION ↓ 30 → HEATING ELECTRODE PRIM/SEC STAGE 260/400 ' C ↓ 32 → MAINTAINING THE TEMPERATURE AT 75 'C ↓ 33 → CLEANING THE SURFACE ↓ J FINISHING → (TOP, BOTTOM & BRACING) 34 → GRINDING ↓ 35 → BUFFING ↓ 36 → CHISELING ↓ K DIMENSION CHECK (INSPECTION BY ITD/PB/AAI, WITH DOCUMENT) 37 → RECORDING ALL MEASUREMENTS ↓ L COORDINATE CHECK (INSPECTION BY ITD/PB/AAI, WITH DOCUMENT) 38 → RECORDING ALL COORDINATE POINTS ↓ M VISUAL CHECK (INSPECTION BY ITD/PB/AAI, WITH DOCUMENT) 39 → CLEANING ↓ 40 → GRINDING ↓ 41 → BUFFING ↓ N CAN BE REMOVE FROM JIG 42 → CUT/ FITTING & WLDG OF TEMP. MEMBER ON TRUSS ↓ 43 → NEEDS P& H CRANE ↓ O REQUEST FOR NDT 44 → NEEDS PBI MARK IDENTIFICATION ↓ 45 → CONST OF PLATFORM TO WORK ON HEIGHT ↓ 46 → SURFACE CLEANING P MATCHING OF PARTS 47 → CONSTRUCTION OF TEMPORARY JIG ↓ Q READY FOR BLASTING AND CAN BE SHIFTED TO STOCKING YARD BY ITD NOTE: SOME JOINT OF BOTH TYPICAL & EXPANSION TRUSS NEEDS NDT (UT) IN THE FIT UP STAGE.