Downloaded 182 times

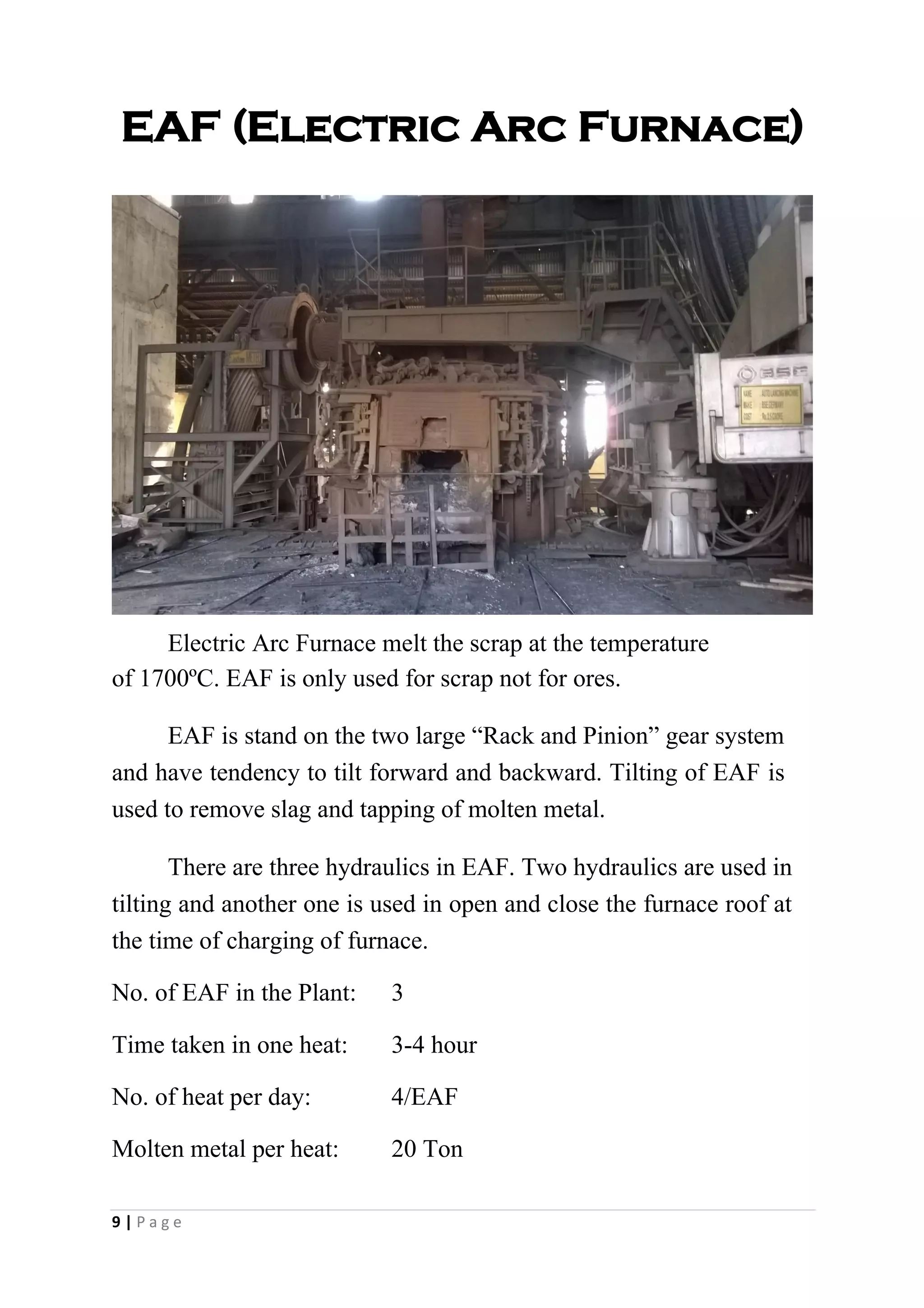
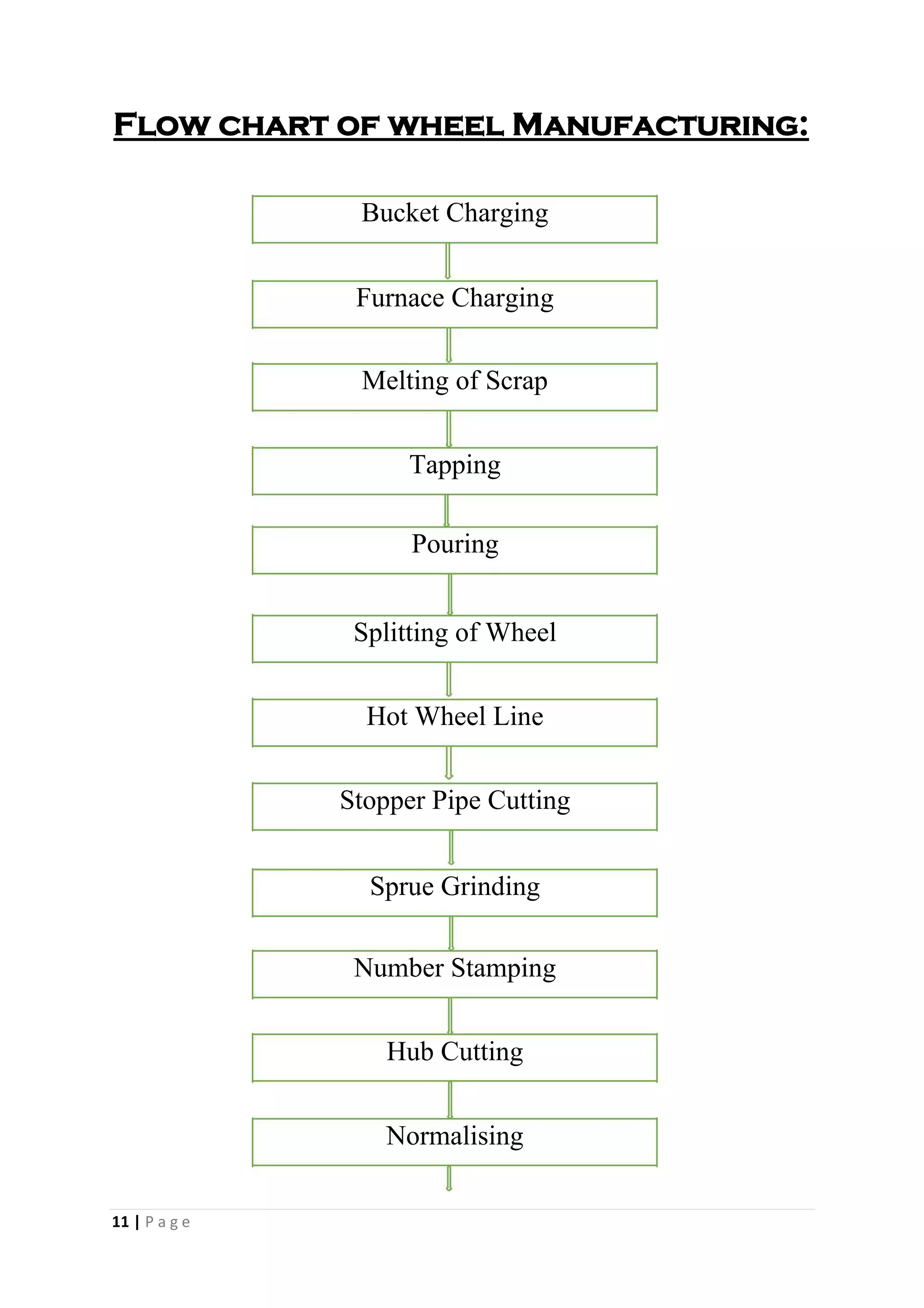
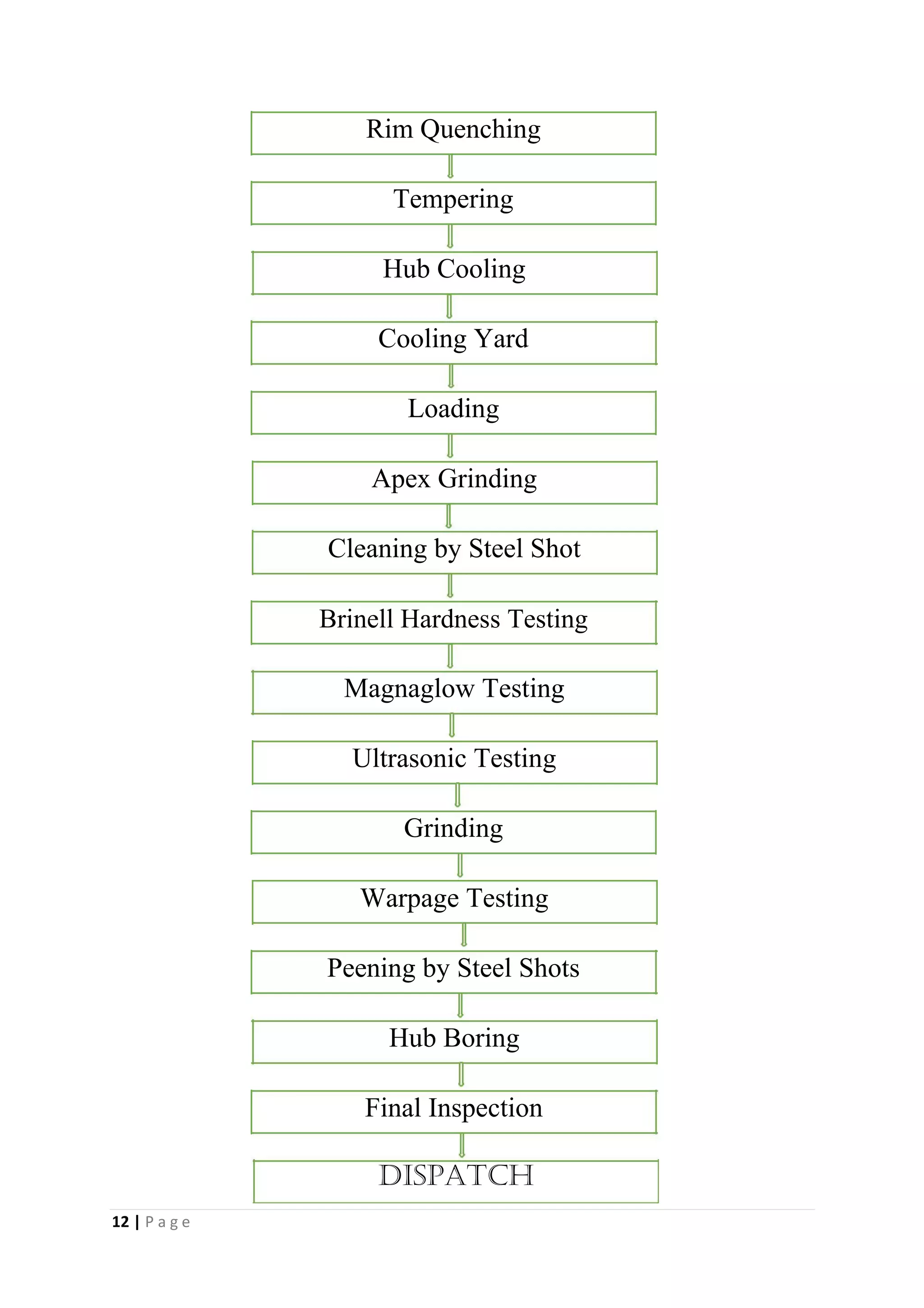



The document provides details about Shani Kumar Singh's 6-week internship at the Rail Wheel Plant in Bela, Bihar. It includes a description of the plant's facilities and wheel manufacturing process. The plant uses electric arc furnaces to melt scrap steel, which is then poured into molds to form cast wheels. Different shops support activities like mold repair, final processing of wheels, and maintenance. The internship report provides technical details to give insight into the plant's operations.









































































