PROJECT REPORT
ON
IDENTIFICATION OFMATERIALS
2nd
semester of
Industrial Purchase and Materials Management
By
Ghanshyam Parmar (Roll No.:024)
Dwarkesh Panchal (Roll No.:020)
Centre for Lifelong Learning and Extension
The Maharaja Sayajirao University of Baroda
Signed by : 5XXX1XXX5554
Signed on : 01-Feb-2017 09:19
Reason : SELF
Location : VADODARA
Signature Not Verified
2.
The Maharaja SayajiraoUniversity of Baroda
Centre for Lifelong Learning and Extension
CERTIFICATE
This is to certify that the project entitled “IDENTIFICATION OF MATERIALS” is a
bonafide record of the project work done by Ghanshyam Parmar (Roll No.24) and
Dwarkesh Panchal (Roll No.20) in the partial fulfillment of requirements for the
Industrial Purchase and Materials Management of the
Centre for Lifelong Learning and Extension,
The Maharaja Sayajirao University of Baroda, Vadodara.
Mr. V. C. Narsinghani Dr. Shilpa Kapadia
(Course Faculty) (Asst. Director & Course Co-ordinator)
3.
Declaration
We Ghanshyam Parmarand Dwarkesh Panchal a Student of Industrial Purchase and
Materials Management of the Centre for Lifelong Learning and Extension, The Maharaja
Sayajirao University of Baroda, declare that present dissertation is an original study and is
based entirely on the work carried on by us for the partial fulfillment of Industrial Purchase
and Materials Management, M. S. University of Baroda.
The present work has been published neither in part nor in full, nor has any degree
been awarded to us for it either by this University or by any other University We hereby
also testify that the present project report is not based on the work of any other person.
Dwarkesh Panchal Ghanshyam Parmar
(I.P.M.M.) (I.P.M.M.)
(Roll No.20) (Roll No.24)
4.
CONTENTS
Acknowledgments
1. Introduction toMaterial Management 1
2. Introduction to Identification Of Material 2
3. Identification by Codification 4
3.1 Advantages of Codification 4
3.2 Variety Reduction 5
3.3 Codification Systems 7
3.4 Check Digit for Cataloguing 20
3.5 Codification Methodology 21
3.6 Benefits of Codes 22
3.7 National and International Codification 24
3.8 Design of Codification Digits 25
3.9 Codification Structure 25
3.10 Significance of Digits 26
4. Bar Code Technology 27
4.1 Bar Codes Aspects 28
4.2 Bar Code Terminology 29
4.3 Types of Scanners Readers 31
4.4 None-Contact Readers 33
4.5 Bar Code Applications 33
5. Standardization / Variety Reduction 36
5.1 Benefits of Standardization 36
5.2 Simplification and Standardization 38
5.3 Process of Standardization 39
5.4 Items to be Standardization 39
5.5 Methods of Standardization 40
5.6 Standardization in India 41
5.7 Concept of Standardization 42
5.8 Standards and Quality 46
5.9 Guidelines and Controls of Standards 48
6. Radio Frequency Identification (RFID) 51
6.1 Introduction 51
6.2 RFID v/s Barcoding 52
6.3 Major Benefits of RFID Technologies 53
6.4 Transformation of Supply Chain through RFID 54
6.5 Tracking Management 55
6.6 Warehouse Management 55
6.7 Yard Management 56
7. Conclusion
8. Bibliography
5.
Acknowledgements
I have agreat pleasure in acknowledging the help given by various individuals
throughout the project work. This project is itself an acknowledgement to the inspiration,
drive and technical assistance contributed by many individuals.
I express my profound sincere and heartfelt gratitude to Dr. Shilpa Kapadia Asst.
Director and Course Co-ordinator of the Centre for Lifelong Learning and Extension, for
her help in the fulfillment of the project.
I also express my deep gratitude to the faculty members Mr. V. C. Narsinghani, Mr.
Bharat Pagare, Dr. Jayesh K. Pandya, Mr. Shankar Jha, and other faculties for their
valuable guidance, timely suggestions and help in the completion of this project.
I extend my sincere thanks to all the non-teaching staff for providing the necessary
facilities and help. Without the support of anyone of them this project would not have
been a reality.
Sincerely
BY
Ghanshyam Parmar
Dwarkesh Panchal
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
1
INTRODUCTION TO MATERIAL MANAGEMENT
1.1 MATERIAL MANAGEMENT
The International Federation of Purchasing and Materials Management accept the definition of materials
management given below. According to it, materials management is a total concept having its definite organization
to plan and control all types of materials, its supply, and its flow from raw stage to finished stage so as to deliver the
product to customer as per his requirements in time. This involves materials planning, purchasing, receiving, storing,
inventory control, scheduling, production, physical distribution and marketing. It also controls the materials
handling and its traffic. It thus ensures a continuous supply of good quality material at the lowest possible price, at
the same time keeping the inventory level to minimum so that working capital is not blocked in inventory but
without compromising the operations due to shortage of inventory. Materials Management is basically maintenance
of inventory. Possessing a high amount of inventory for long periods of time is not usually good for a business
because of inventory storage, obsolescence and spoilage costs. However, possessing too little inventory isn't good
either, because the business runs the risk of losing out on potential sales and potential market share as well.
1.2 INVENTORY
The raw materials, work-in-process goods, completely finished goods and spare parts (MRO maintenance,
repair and operations) that are considered to be the portion of a business's assets is called inventory.
There are three basic reasons for keeping an inventory:
Uncertainty of demand: There is uncertainty of demand from the customer’s side which is mostly fluctuating
because of micro and macro environment.
Uncertainty of suppliers/supply: There is also an uncertainty from the supply side, i.e., from the vendors to
supply materials, largely due to political, economic, social and technological factors.
Uncertainty of logistics: It is due to uncertainty of logistics that the above two uncertainties are there. This
is due to infrastructural constraints, lack of human resources, technological
Constraints etc.
1.2.1 TYPES OF INVENTORIES:
Raw materials: Scheduled for use in making a finished good. It contributes to 20-30% of the inventory.
Work-In-Progress: In the phase of transformation to finished goods. It contributes about 10-35% of the
inventory.
Spare Parts/MRO (Maintenance, Repair and Operations): It is that part which is used for
Repair and maintenance work. It contributes about 3% of the total inventory.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
2
INTRODUCTION TO IDENTIFICATION OF MATERIALS
Codification of materials can also be termed as the identification of materials. This deals with uniquely
identifying each item in the inventory. It is useful in requisitioning items or the operational departments, in placing
of orders by the purchase department, in receiving and Expediting the items on receipt from the supplier, in having
a unique record of each of the items in stores and in work-in-process or in warehouse so as to facilitate the control
over the inventory levels, and also in having a good control over the loss, deterioration, obsolescence, non-
movement, or pilferage of the items in the inventory. Unique identification of the materials – whether they are raw
materials, work-in-process or finished goods – is the first step towards a good materials management system.
Without it, the control over inventory by rigorous exercises such as inventory techniques is not very effective.
Without it, confusion might prevail in the operational departments. Moreover for a good quality control system a
unique identification is a pre-requisite. There are many other advantages such as variety reduction and
standardization etc.
It is amazing to find that in many of our large public and private sector corporations, a considerable amount
of inventory lies in the stores or elsewhere because of a confused nomenclature and a lack of proper identification
system. Many items in inventory such as pipes, rods, angles, electrical switches, cables, valves, similar equipment,
spare parts and even nuts, bolts and such items in inventory are available under different names and codes thereby
reducing the actual availability of the item for operational needs. An item may be called a ‘nut and bolt’ by one
section of the organization, whereas another may call it a ‘fastener’ and because of this there are two separate
requisitions made, two separate purchase orders sent out, and two separate inventory levels of the items built into
the system. One section might call an item a ‘pipe’ whereas another might call it a ‘conduit’ in fact both sections
using the same item. This increases the inventory level unnecessarily Prevention of duplication is one of the
important benefits of a good materials coding system.
Needless to say, for proper stock taking a good identification is of immense help. Many cases have been observed
in large corporations where the concerned people do not even know what materials have been lying in the inventory
for a large duration of time. These materials could easily be eliminated from the list, salvage value recovered and
the storage space freed. It is also not uncommon to observe that although a material is available with the stores in
reality due to duplication of the identity it is often quoted as ‘not available’ and thus, many production programs
suffer with consequent loss to the organization as a whole Proper identification of inventory items helps in
simplification of all the processes such as storing, receiving, procuring, manufacturing, warehousing and this results
in a multiplicity of benefits to the company. It is a simple concept. If followed it might produce results of proportions
equivalent to that of a rigorous application of the inventory control principles with, perhaps much less effort.
2.1 PROCESS OF CODIFICATION
The material code should be unique, specific, precise, logical and exhaustive. Each code should uniquely
represent one item. It should be simple and comprehensible to all. Codification should be compact, concise,
consistent and flexible enough to accommodate new items. As far as possible, uniform dimension, say the metric
system should be adopted. It should be meaningful and oriented towards the needs of an individual organization.
The groupings should be logical, holding similar parts near to one another. Each digit must be significant enough to
represent some characteristics or aspect of the items.
One of the ways for codification is by representing each material by a number, the digits of which indicate
the group, the sub-group, the type and the dimension of the item. Many organizations in the public and private
sectors, railways have their own system of codification, varying from 8 to 13 digits. The first two digits normally
represent the major groups such as raw materials, spare parts, hardware items, packing materials, tools, oil,
10.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
3
stationery etc. Dimensional characteristics of length, width, head diameter usually constitute the further 3 digits
and the last 3 digits are reserved for minor variations. The codification process could be obtained by the nature of
items in grouping all items of the same metal content, say ferrous, non-ferrous etc.
The system of codification could be built by the end use of items, that is, items grouped according to
maintenance, spinning, waving, packing, foundry, machine shop etc. The codification can be thought of on the basis
of source of purchasing where items obtained from one source of purchasing are grouped together and given codes.
The codification could also be built on the basis of alphabetical listing. It can also be done by numerical digits or by
a combination of English letters and numerals. The universal decimal classification of codification, which is used in
libraries, introduces decimals for identifying items.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
4
IDENTIFICAION BY CODIFICATION
3.1 ADVANTAGES OF CODIFICATION
The primarily role of the materials manager is to serve the user promptly after identifying the term.
Unless the warehouse manager is able to identify instantaneously the user’s requirement, he will
not be able to render good service.
Delays lead to the building of queues at the service stations and consequent delays in the production
line upsetting production plans.
Avoiding of long description: One of the ways of avoiding long descriptions is to develop
Telegraphic and short descriptions. It could be an alphabetical system or a numerical system or a
Combination of both. In any case it should be a scientific system.
Accurate and logical identification: A separate code is allotted to each of the items available in the
storehouse indicating the size, quality, price, usability, special characteristics, specification, etc. of
the item concerned. The system should effectively distinguish one item from another even if they
belong to the same sub-class.
Prevention of duplication
Standardization and variety reduction
Efficient purchasing department: An efficient coding system simplifies the job of filling up of the
purchase orders. This is especially useful in centralized purchasing.
Efficient storeroom performance: Codes lead to effective stock control, efficient recording and
result yielding accounting. Since everything is clear due to codes and numerical codes, if used, make
the storeroom operation efficient, accounting becomes up-to-date, scientific and perfect. Chances
of mistakes are minimized. The presence of codes minimizes fraud, reduces time and energy needed
for recording, and enables to detect the defects quickly and easily. Price and valuation also become
more accurate and reliable.
Ease of computerization: Codification systems are highly compatible with computerization. This is
particularly true of large organizations.
Ease of pricing and costing: Long description of prices is a cumbersome job and fails to satisfy the
need of indexing and easy referencing. Referencing also becomes slow in a long descriptive price
list. In order to make it easy and more reliable, codes are introduced. Costing in manufacturing unit
is to be done in a manner which makes it more reliable and simplified. Codes can do it. As per
requirement the cost may be calculated job-wise, for which different cost headings may be
provided.
13.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
5
Facility in physical location of items: Long descriptions are not of help in locating and indexing the
materials in the storehouse. The materials in the storehouse have to be kept in an order which may
facilitate their placement and location. Also, indexing in logical order facilitates operations in the
storehouse. For making it less time and energy-consuming, items may be arranged according to the
codes allotted to the materials. This may facilitate the locating and indexing of the materials in the
storehouse.
Efficient inspection: Inspecting is checking of the quality of the materials as per the purchase order.
This has to be efficient, since quality production depends on proper inspection. Codes clearly
indicate the type and correct quality of the material assisting in speedy inspection.
Planned production and increased throughput: From the points discussed above, it is evident that
codification helps in avoiding lengthy and unwieldy descriptions, enables accurate identification,
achieves standardization, reduces variety, facilitates mechanical recording, simplifies costing and
pricing, ensures efficient inspection and saves time and energy in storeroom operations. All these,
naturally help in planned production, in preparing the production schedule and strictly adhering to
it.
14.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
6
3.2 VARIETY REDUCTION
It is interesting to note that in an electric company in UK, a few decades ago, a metal screw of 6" length and
3/ 8" diameter was known by 111 names.
These names were given by the respective users in their indents according to the particular types of usage.
Some of them had common names as pin, locating peg, stud, rod, spindle, collar pin and screw, etc. with
prefixes attached to them.
The details of all the names are given below:
Pin, (2) Pin huge, (3) Carrier link pin, (4) Value cottor pin, (5) Clutch toggle pin, (6) Swing bolt pin, (7) Main
spindle locating pin, (8) Pin towing eye, (9) Roller pin, (10) Pin link, (11) Locating pin, (12) Operating pin, (13)
Trip arm pin, (14) Special pin, (15) Eye bolt pin, (16) Bearing pin, (17) Water pump driving pin, (18) Plain pin,
(19) Shaft pin, (20) Coupling pin, (21) Jaw pin, (22) Piston rod pin, (23) Kicket catch pin, (24) Thrust collar
pin, (25) Resec frame shop pin, (26) Drive pin, (27) Pin anchor, (28) Pin pivot, (29) Pin crank, (30) Dowel pin,
(31) Wire pin, (32) Bond pin, (33) Driving pin, (34) Jaw pin, (35) Rod, (36) Hinge rod, (37) Lock rod, (38) Push
rod, (39) Valve rod, (40) Plain rod, (41) Dash pot rod, (42) Connector link rod, (43) Canopy rod, (44) Dowel,
(45) Wheel stud dowel, (46) Peg, (47) Locating peg, (48) Valve cotter, (49) Roller shaft, (50) Pivot, (51) Brush,
(52) Plug, (53) Spindle, (54) Stop, (55) Roller, (56) Plunger, (57) Connector, (58) Traunion, (59) Electrode,
(60) Sealing sleeve, (61) Intercooler, fitter dowel, (62) Starting handle, (63) Distributor drive, (64) Governor
drive, (65) Man handling bar knuckle, (66) Pump drive, (67) Centre drive peg, (68) Slave spindle, (69) Clutcher
roller, (70) Counter shaft, (71) Rest spindle, (72) Drain tap boss, (73) Fuel pump tupper, (74) Pin push lever,
(75) Jacket leg plug, (76) Davel from main bearing, (77) Breather hole plug, (78) Selector bar plug, (79)
Governor weight spindle, (80) Roller spindle, (81) Inlet rocket bracket, (82) Oilway plug, (83) Armature cradle
bearing rod, (84) Connector moving oscillator coil, (85) Latch, (86) Button, (87) Stud, (88) Rivet, (89) Spacer,
(90) Bar, (91) Value stem, (92) Flag pivot, (93) Cran river, (94) Post, (95) Post mileage, (96) Pawl spindle, (97)
Driving bar, (98) Lever spindle, (99) Armature stud, (100) Pincon spindle, (101) Water pump dowel, (102)
Chain anchor dowel, (103) Oil relief ball stop, (104) Contact lever axle, (105) Pin clamp lever axle, (106) Float
lever stud, (107) Pin mould holding, (108) Motor drive spindle, (109) Sanding valve roller, (110) Woodscrew,
and (111) Rock drill.
Neither the storekeeper nor the user thought that they were referring to the same item by different names
resulting in 111 locations in stores, 111 sets of documentation, high stock for each item, stockouts if one
name was not available, etc. Introduction of codification removed the 110 items in one stroke, with reduced
documentation, less inventories and more space. Introduction of codification reduced 111 varieties to 1 and
removed 110 bins, documents, order, follow up, materials intelligence, etc.
15.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
7
3.3 CODIFICATION SYSTEMS
There are various kinds of codification systems:
3.3.1 Alphabetical system
3.3.2 Numerical system
3.3.3 Decimal system
3.3.4 Brisch system
3.3.5 Kodak system
3.3.6 Mnemonic system
3.3.7 Colour codification system
3.3.1 ALPHABETICAL SYSTEM
Under this system of codification, ‘alphabets’ are basic and codes to materials are allotted in alphabets
which have no relation with numbers. Each item in the storehouse is grouped according to the nature, use,
etc., and materials are then analyzed from the point of view of codification. The first alphabet of the name
of the material is invariably the starting point of codification in this system. Subsequently, sub alphabet is
also used depending upon its other characteristics.
3.3.1.1 ADVANTAGES
It is simple.
It requires no training either for the code allotment or for its implementation.
The first alphabet of the name of the material is the starting point of codification in this system and
thus it helps in simple identification of material from the code itself.
3.3.1.2 DISADVANTAGES
It is not easy to remember.
There are chances of duplicating. Coding mistakes may be frequent.
It is not possible to expand it to the desired level because of the limited availability of the alphabets,
since it is difficult to select proper alphabets for each of the items in the storehouse.
16.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
8
3.3.1.3 WHEN TO USE:
Since there is only a limited availability of alphabets in this system, it is suitable only to those storehouses
which are small in size.
3.3.1.4 CASE STUDY
Materials Codes
IRON
IRON ORE IN-O
IRON PIG IN-P
IRON MELTED IN-M
IRON STEEL IN-S
IRON SHEETS IN-ST
IRON BARS IN-BA
17.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
9
3.3.2 NUMERICAL SYSTEM
This system is based on numbers. Numbers are allotted as codes to the materials making provision
for future expansion as well. The system is further divided into further sub-headings:
Simple number: Each item is allotted a number. A few numbers are kept for future; if expansion of the
storehouse takes place, these reserved numbers are put to use.
Block number: Items of similar nature are grouped together and to one group a block number is allotted
which may further be subdivided according to need. For example, raw materials may be allotted a block of
numbers from 1 to 500, racking materials a block of numbers from 501 to 1000, consumable stores from
1001 to 1500 and so on. When each of the major groups is further grouped such as Raw Cotton, Cotton Yarn
of A quality, Cotton Yarn of B quality, etc., the numbers allotted may be from 1 to 100, 101 to 201 to 300.
Dash or stroke system: This is an improvement over the block number system. In this system, in between
certain digits a stroke or dash is put to describe varying characteristics of the item being codified.
3.3.2.1 ADVANTAGES
It is simple. Numbers are allotted as codes to the materials making provision for future expansion
as well.
It is flexible to a certain extent.
It may be adjusted according to need.
3.3.2.2 DISADVANTAGES
It is suitable only for small storehouses.
It is not as flexible as required.
It is neither free from repetition nor simple to work and remember.
3.3.2.3 WHEN TO USE
Since this system is not as flexible as is required, it can also be used only for small storehouses. Since this
system uses numbers instead of digits, it is possible to use it for larger warehouses.
18.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
10
3.3.2.4 CASE STUDY
Materials Simple Number Block Number Dash Number
RAW MATERIALS 01 1-100 17
IRON ORE 05 1-10 17-1 OR 17/1
IRON PIG 06 11-20 17-2 OR 17/2
IRON MELTED 07 21-30 17-3 OR 17/3
IRON BRIGHT 08 31-40 17-4 OR 17/4
IRON STEEL 09 41-50 17-5 OR 17/5
IRON SHEET 10 51-60 17-6 OR 17/6
IRON BARS 11 61-70 17-7 OR 17-7
STAINLESS STEEL 12 200-400 203
FULL PLATE 13 281-290 203-3 OR 203/3
HALF PLATE 14 291-300 203-4 OR 203/4
QUARTER PLATE 15 301-310 203-5 OR 203/5
19.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
11
3.3.3 DECIMAL SYSTEM
Under this system of codification, within the range often numerals 0-9, some significance is attached to
every digit in the code. Thus, the whole range of items in stores can be codified without difficulty. Generally
7 to 8 digits will be found sufficient for all practical purposes, but it may also be extended up to 10 digits in
order to accommodate any other characteristic of the material desired to be described.
The entire ranges of items have first to be classified under a broad class. Further classification will follow
some group patterns, according to their particular nature. Further sub-divisions will follow for type, size,
grade, shape, condition etc.
Thus, digital numbering order will be first digit will signify the broad class, the second digit, will signify the
group, third digit will signify the sub-group, fourth digit will signify the type, fifth digit will signify the size,
sixth digit will signify the grade, seventh digit will signify the shape and eighth digit will signify the condition
and so on.
This means that after the stores’ items have been primarily classified under broad classes, each group and
sub-grouping will again allow 8 different classifications according to type, size, grade etc.
Under this significant and sequential numerical decimal system of coding, much importance is attached to
digital significance of each and every digit and then the sequential order follows as described above. From
the diagram (Fig. 14.2 (a)), the digital code structure may be visualized.
If however for any particular class characteristic, more than 10 sub-divisions are necessary, the one digit
decimal system can be necessary, the one digit decimal system can be substituted for two-digit decimal
system. For example if for type, size and grade, it is thought that provisions have to be made for more than
ten, it may be done by a decimal after two digit numerals. This will make a provision for 100 items in each
group starting from 00-99
3.3.3.1 ADVANTAGES
This method offers the advantage of expansion to the farthest limit.
By putting decimal points and increasing the number of digits, this method may accommodate any
number of items with the same clarity and simplicity.
This method is supposed to be more scientific than all the others discussed before.
20.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
12
3.3.3.2 DISADVANTAGES
It is rather complicated.
It requires a little bit of technical knowledge on the part of both the stores management and the
using departments.
This system is complicated and the decimal point, if wrongly inserted, may convert all the
advantages of this system into disadvantages and the whole accounting and material control system
may be disturbed.
3.3.3.3 WHEN TO USE
This method offers the advantage of expansion to the farthest limit. By putting decimal points and increasing
the number of digits, this method may accommodate any number of items with the same clarity and
simplicity. This method can be used by large storehouses quite effectively and advantageously.
21.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
13
3.3.4 BRISCH SYSTEM
The Brisch system is based on numbers from 0 to 9 and consists of blocks (typically three) separately by
decimal points. The blocks are assigned specific classification of the materials. The first (left most) block
represents the major classification (such as raw materials, packing materials, finished materials, etc.), the
second block represents the next level classification (such as nature, use, quality, characteristics, etc.), while
the third block represents the lowest level classification (such as quality of the material, its components, its
appearance, price, availability, source of supply, marketability, frequency of use, etc.).
3.3.4.1 ADVANTAGES
An advantage of the Brisch system is that the coding can be tailored in part to a particular company's
peculiarities.
Divides all facets of materials into number of main categories according to nature of business.
1st group: major classification. E.g.: raw materials, MRO etc.
2nd group: type of material.
3rd group: specifications.
The main objective of this system is for component retrieval and variety reduction.
This system is so designed that any or all aspects of an industrial organization can be classified and coded.
3.3.4.2 DISADVANTAGES
With the coding system as is, such production attributes as operations, proportions and size are not
embodied in the main code since only a 7-digit code is used, and it has some shortcomings in terms of the
breadth of materials that can be represented by using the code.
Also, since no alphabets are allowed to be used, it can code even lesser number of items from the inventory.
3.3.4.3 WHEN TO USE
Brisch system was developed by two UK engineers, it is used in large warehouses in engineering
organizations from operations through materials, components, assemblies and products, to tools, plants,
and finally scraps and waste.
22.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
14
3.3.4.4 CASE STUDY
Materials CODES
Main Sub-I Sub-II Full Code
RAW MATERIALS 63
IRON ORE 01 63.01
IRON PIG 02 63.02
IRON MELTED 03 63.03
IRON BRIGHT 04 63.04
IRON STEEL 05 63.05
IRON SHEET 06 63.06
IRON BARS 07 63.07
DIA 16 41 63.07.41
DIA 18 42 63.07.42
DIA 22 43 63.07.43
DIA 32 44 63.07.44
23.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
15
3.3.5 KODAK SYSTEM
This system was developed by the Eastman Kodak Company of New York, USA. This system of codification
assimilates all the benefits of the other systems discussed earlier. Primarily, its fundamentals are based on
numerical system of codification. In place of decimals, hyphens are generally used for breaking up the
number into varying groups of digits. Here the basis is the purchase category, i.e. the source of supply. The
suppliers here are grouped according to the groups of items which they normally supply to the storehouse.
Then numerical codes are allotted to each of the groups. Further sub-groups are made as usual, of course
the basis being purchase categorization.
The system follows a 10-digit numerical code. The composition is in 3 groups of digits. First there are
Three digits, then four digits, and lastly three digits again. For allotting these numerical codes, digits are
(xxx-xxxx-xxx) used and hyphens are inserted in between two groups separating the groups from each other.
3.3.5.1 ADVANTAGES
It is based on the source of supply – it thus facilitates in tracing the material as to what is its origin.
For example, a bolt is coded as hardware item if this is listed in hardware catalogues and available
with hardware suppliers. Another bolt, coded as maintenance, would have its source as a part of a
machine.
Alphabets are not used in this system. Recording and accounting, thus, becomes easy under this
system.
For the use of punch cards, this system provides greater facilities.
It becomes clear from the foregoing discussion that the Kodak system is more elastic, expandable
and has got more absorption capacity than other systems. Moreover, having a 10-digit code system,
it may codify even minor details which may not be possible in other systems.
3.3.5.2 DISADVANTAGES
The basic classification is restricted to a representation of 2 digits only (or a maximum of 99), thus,
limiting the number of basic classes of materials that can be represented.
Alphabets are not used in this system, thus, limiting the number of classes that can be made.
3.3.5.3 WHEN TO USE
KODAK System, by virtue of being a 10-digit system, can be applied to even the smallest of items like a bolt
or a nut. This system is truly an all-encompassing system.
24.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
16
3.3.5.4 CASE STUDY
The following case study will bring home clearly the working of Kodak system which may advantageously
and effectively be adopted by many of the storehouses.
Basic (preliminary) classification of materials based on the purchase categorization shown in below table.
First 2 digits class code Materials
00-20 Raw materials
21-35 Machines and mechanical equipment
36-40 Mechanical products and loose tools
41-49 Electrical products and electrical equipment
50-52 Laboratory equipment
53-68 Chemicals, equipment, and miscellaneous chemical products
69-78 Office equipment and other miscellaneous items
79-83 Furniture and fixtures
84-87 Fuel stock
88-93 Semi-finished end product
94-99 Miscellaneous
Sub-classification (details) of the materials class code 53-68: chemicals, equipment and miscellaneous
chemical products.
Second 2 digits sub-class code Materials
53 Tanks
54 Pumps
55 Mixers
56 Packing machines
57 Plastic materials
58 Paints
59 Lubricants
60 Acids
61 Solvents
62 Phosphorus
63 Sulphur
Further sub-classification indicating kinds in a particular sub-class or materials. Class-code 53-68, chemicals,
etc. Sub-class-code 60, acids (below table).
Third digits 0-9 sub-class code Materials
600 Carbonic acid
601 Sulphuric acid
602 Sulphurous acid
25.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
17
Now 601 indicates the main class, 53-68 chemicals, etc. 60 sub-class acids, and 1 sulphuric acid. This kind
may further be divided into different types of sulphuric acid, which may further be allotted codes in 0-9
digits as given below
Sulphuric acid Type
86 A
87 B
88 C
89 D
90 E
91 F
This process will continue. The items will be classified and further sub-classified taking minor variations into
consideration. 601-87 code indicates the chemical product, acid, sulphuric of B-type. If there are no minor
details, the code to this material will be allotted in, of course, 2 digits, leaving the remaining digits unutilized
for further variations if at later stage it is decided to classify the sulphuric acid into various sub-classes. The
code for this item will read as under:
601-87xx-xxx Chemical product (53-68 group), acid (60), sulphuric acid (1), type B (87), unutilized digits
(xx-xxx).
26.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
18
3.3.6 MNEMONIC SYSTEM
When we use letters to help memory, we call such a system a mnemonic system. This system is therefore,
a special application of the alphabetical system. Alphabets are allotted to an item according to its initials or
abbreviation.
Mnemonic Codification
Materials Code
Furniture FU
Iron IR
Steel ST
Building Material BM
Paint Oil PO
Mnemonic system alone is confusing since one symbol may convey impression of two or more objects, as for
example, ‘FIT may mean furniture or fuel or St may indicate stationery or steel.
27.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
19
3.3.7 COLOUR CODIFICATION SYSTEM
This system uses color marking for easier and more ready identification on metals, bars, pipe, drum and
cable. Common color codes for metals
Materials Colour
PIPE YELLOW
COPPER BLACK
DRUM WHITE
If the above items are sub-divided then the colour of the sub-divided items can be represented as follow
Sub-Item Colour
BRIGHT COPPER WHITE AND GREEN
FLAT COPPER WHITE AND BLUE
Secondary colours can be used to give more information e.g., blue and white could indicate high speed steel,
and so on.
Colour identification is the best method to identify steels of different types. Indian standard institute have
also issued a few standards on colour making.
IS 2049-1963: Colour code for the identification of wrought steels for general engineering purposes. IS 2379-
1963: Colour code for the identification of pipe lines. IS 2479-1969: Colour code for the identification of
aluminum and aluminum alloys for general engineering purposes.
Where ever standard colour codes are available, as above, they may be used with advantage. Where no
such codes have been evolved so far, the organization must develop a local code where ever a mix-up is
feared. It will be disastrous if no such initiative is taken.
28.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
20
3.4 CHECK DIGIT FOR CATALOGUING
In addition to the digits that build up the codes, we have to introduce a check digit to take care of any
mistake that may arise during transfer of data. When processing is done by the computer or any other data
processing machine, computations are done on the code numbers themselves to verify the accuracy of
codification. The check digit is introduced as an additional digit and is usually added at the right end. Its
value is calculated by a ‘modules 11’ procedure. Here the digits of the original code are multiplied from the
right by two, three, four and the sum of these products is divided by eleven. The check digit is given by the
reminder. It is zero, if the reminder happens to be zero or ten. While processing the data, the same
computations are repeated and if the figures do not tally, an error is indicated. The system of check digit
has been found to be very effective for computerization. The computer is programmed to give error signal
if there is any ambiguity in codification process.
29.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
21
3.5 CODIFICATION METHODOLOGY
Codification or cataloguing is the process of representing each item by a number or alphabet, the digits of
which indicate the group, the sub-group, the type and the dimension of the item. Sometimes the bin location
and the suppliers’ names are also included in the codification process. Many organizations in the
Government, public and private sectors, have developed their own system of codification. The number of
digits varies from seven to fifteen depending upon the number of items and other characteristics like
machine using the part, part number, vendor’s name, geographical location, check digit control code, etc.
As the number of digits increases, the amount of information that can be built into the code also increases;
but correspondingly, the chances of committing an error, while recalling a code also increases.
Once the number of places has been agreed upon, the next step is to split into classes and subclasses, each
class of digits signify into grouping or classification based on materials, type of product and availability.
Usually subgroups with more than four digits are not encountered in practice. The first two digits normally
represent the major groups such as raw materials, spare parts, packing material, tools, lubricants,
stationery, etc. The next two places indicate the subgroups such as ferrous, non-ferrous, arranged in an
alphabetical manner and the dimensional characteristics e.g. length, width, and diameter. The last group is
for minor variations such as type of steel, carbon content, special valves, etc. The bin location and suppliers
identification are included in some special cases. In addition, organizations using computer find it
convenient to introduce a check digit in the last place. This is done in order to check, whether a code number
has been correctly entered or not. It should be noted that this takes care of mixing up of data of one material
to another. Description should always start with the noun, followed by descriptive adjective to complete
the description. One or more manufacturer’s catalogue number must be included, where applicable.
Allowance for item addition is accomplished by the number sequence in the alphabetical sort code.
There should be a logical basis and uniqueness for classification into each group. Each code should represent
one item and each item by only a single code. It should be simple and understood by all. It should be
compact, concise, consistent, and as short to include all the desired characteristics.
While building a code, care should be taken to provide flexibility so that future additions and expansions
can be accommodated in the code. For instance, Bharat Heavy Electrical Limited, BHEL, had only 8 digits
codes when it started, but later on when inter plant common codes were thought of, it had to redo and
presently a 12-digit common code has to be developed.
30.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
22
3.6 BENEFITS OF CODES
According to industrial engineering principles, the starting point for any cost reduction programme
is to identify the individual, material, or problem uniquely, so that repetitive items, formats, etc. may be
drastically reduced. It is well known that the same person is identified by different names by the wife,
children, friends, colleagues, boss, subordinates, relatives, even though the individual is the same. The
identification card ID card in schools/ colleges and family ration card are known to all.
The usual process of identification is through the names of individuals. Identifying individuals by
their names may not always be successful as there are several. Hence the income-tax department identifies
the tax payers by means of the permanent account number, consisting of numerals and alphabet. This
process of identifying human beings and materials through numbers and alphabet, is called codification.
Postal index number— pin, gas, car, telephones, bank accounts, prisoner numbers, aircraft seat number, LIC
policy number, code of ethics, secret messages, part numbers, are common examples of codes that we see
in day-to-day life. Without codification, it is impossible to use computers. Sometimes color codes, as in
traffic signal, are also used. Codification is usually treated as a part of materials management, but has
extensive applications in all areas. The universal decimal/ classification, used in the libraries, is also a typical
example.
While dealing with the materials, a common practice is to describe them by individual names. One
storekeeper might classify an item as Sal Ammonic, whereas a research chemist might identify it under the
name of Ammonium Chloride, only to be told that it is not available. The classic example comes about 50
years ago from an electric company, UK, where a screw with a diameter of 3/ 8" and length of 6" had as
many as 111 names depending on the type of usage and the department using the screw.
Every item must be assigned by a unit for control purposes, by adopting units of system internal or
kilogram meter and seconds. As far as possible, uniform dimensions say metric system, should be adopted.
There should be no redundant digit and each digit must represent some significant characteristic. In a
numerical code there can be 10— zero to nine— different groups in each place whereas in an alphabetical
system, each place can represent 26— A to Z items. Hence, it should be meaningful and oriented towards
the needs of an organization and involves a lot of effort on the parts of different executives.
The codification process should extend to spare parts as well. Unfortunately, the suppliers’ part
numbers are still used by most of the organizations. Rationalized codification is essential in the case of
spares for easy identification, because the range and number of spares is very large. Many expensive spares,
such as bearings manufactured by different suppliers, have considerable interchangeability. Hence a
common code should serve the purpose from a functional point of view irrespective of the manufacturer or
the machine in which the item is used.
Codification is the only known scientific method of material identification in the warehouses. In
view of technological upgradation, industrial growth and intensive specialization, the number of items is
bound to increase rapidly. Hence, there is the need to reduce the present duplication by codification.
31.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
23
As a result of rationalized codification, many firms have reduced the number of items. It enables
systematic grouping of similar items and avoids confusion caused by long description of the items. Since
standardization of names is achieved through codification, it serves as the starting point of simplification
and standardization. It helps in avoiding duplication of items and results in the minimization of the number
of items, leading to accurate records. Codification enables easy recognition of an item in stores, thereby
reducing clerical efforts to the minimum. If items are coded, easy recognition enables improving service. If
items are coded according to the sources, it is possible to bulk the items, while ordering. To maximize the
aforesaid advantages, it is necessary to develop the codes with all concerned, namely personnel from
design, production, engineering, inspection, accounting, finance, maintenance, and materials.
In this context the control code is used in many organizations to serve the following purposes:
o Items in regular day-to-day purposes, controlled by relevant formula with store originating
the purchasing.
o Purchases originate by operating and maintenance executives.
o Ordering, minimum, maximum levels fixed by operating department.
o Items not to be recorded.
o Items to be charged off.
o Items to be declared as obsolete.
o Items awaiting disposal.
32.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
24
3.7 NATIONAL AND INTERNATION CODIFICATION
Codification will be effective only if the departments concerned of an organization— like industrial
engineering, maintenance, production, finance, etc. are involved in the preparation and also in the use of
codes. In other words, the codes must be used by all departments in the organization for credibility. The
feasibility of vendors and customers using the code for common items must be critically examined. The
process is from
o Individual,
o Department,
o Company,
o Industry,
o Industry associations,
o National and
o International level by sharing information.
In the case of multi-plant organizations, it would be advantageous to have the same code, in all the
units for facilitating interplant transfers. This may be extended to different organizations, belonging to the
same industry groups. In this context, it is necessary that industry associations should start developing
common codes. This concept of codification at the industry level should be extended to the national levels,
where all the industries using the same material will identify each item by a common code. The advantages
in national codification particularly in cost reduction and lower inventory levels, need not be
overemphasized in a scarcity ridden inflation inbuilt economy, like India. A lead in developing the national
codification can be given by national associations like FICCI, ASSOCHAM, AIMO, Government agencies,
productivity agencies.
The International Standard Organization can coordinate efforts for an international codification for
common items. Admittedly, the development of the international codification seems to be a utopia, but the
efforts are worth the result in the area of cost reduction.
33.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
25
3.8 DESIGN OF CODIFICATION DIGITS
The codification system should be so designed as to form a logical method of unique identification
for each and every item in the raw material warehouse. Sometimes the system includes semi-finished
assemblies and final products. The final product is usually given a part number at the sellers end. However,
the user must develop internal codification and avoid part number, particularly for the spare parts as the
same item can be supplied by more than one vendor. If necessary, a digit of the codification can be allocated
to represent the suppliers, as rarely the organization will have more than ten suppliers for a specific item.
For this purpose, the system must be logical, unique and simple so that ciphering expert is not needed to
decode the items every time. One item should be represented by one code and one code must indicate only
one item.
All organizations grow in size and level of activities. Hence the design of codification system should
be flexible enough to allow for expansions. Codification in multi-plant organization is more complex. It is
desirable to develop a comprehensive codification to facilitate inter-plant transfers by fixing one place to
include the location of the plant as well.
3.9 CODIFICATION STRUCTURE
Alphabet or numerals or a combination of both can be used for codification purposes. An example
of the alpha numerical system is the permanent account number of the income tax department. Names are
earliest examples of alphabetical codes. Telephone system uses numbers as an example of numerical
devices. Colors can also be used as codes and this system is being extensively used in electronic components
and steel rods. The three colors red, orange and green are used all over the world as a means of traffic
communication.
In practice, codification is done by a group of industrial engineers, who consult all the concerned
people from stores, purchase, inventory control, maintenance, production, design, marketing and accounts.
The first decision to be taken is whether to use alphabet or numerals or a combination of both. A place in
the alphabetical system can cover A, B ... Z, or 26 characteristics, while a digital system can cover only ten
varieties, namely, 0, 1, 2... 9. However, it is difficult to interpret and handle alphabet in practice. These are
normally used in one or two situations for ease of use or including some special characteristics, like income
tax permanent account member.
34.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
26
3.10 SIGNIFICANCE OF DIGITS
The digits can have some significant intelligence built in all of them or only in some of them while the rest
are in chronologically ordered codes. A critical decision that needs to be taken on codification is the number
of digits or number of places. This is basically a compromise between various opposing factors such as
o Ease of remembrance,
o error-free usage,
o Building up of intelligence,
o Number of items,
o Logical ordering,
o Special requirements such as supplies, etc.
For easy remembrance and reduction of errors in usage, the fewer the digits, the better. On the
other hand, for increasing the intelligence, for including various varieties and for minute classification, the
opposite codification of as many digits as possible is better. A nine to fifteen digit system is used in a majority
of organizations. Once this decision is taken, the process of filling in the digits must be planned. It would be
better to design the code in such a way as not only to clearly identify all items, but also indicate the use and
location of each item.
The digits are grouped together so that each group can possess intelligence about a particular type
of quality. Thus we can have separate groups to indicate the material, sizes, suppliers, use, bin location and
any other groupings as needed by the organization. The different items within a group are denoted by
different codes. Normally zeroes are avoided in codes to reduce mistakes. For example the first digit 1 may
indicate raw material, 11 may be metals, 112 non-ferrous metal, 1123 aluminum, 11234 may be aluminum
plates, then sizes, check digit follow. Sometimes all the places will not be required by the items. Uniformity
of numbering will mean unnecessarily expanding the digits, where they are not actually required. This
problem has to be tackled at the designing stage itself.
3.11 PROBLEM AREAS
Codification is not beneficial until and unless all the concerned personnel make use of it
advantageously. In a large number of organizations, temporary codes are given for new items and the
practice is continued indefinitely. The maintenance staff invariably use supplier’s part number while
indenting. This forces the materials manager to be at the mercy of a single supplier, with his stipulated price,
quality and lead time. Use of the supplier’s part number can be avoided by indicating a place for vendors in
the internal codification. The users avoid codifications by resorting to non-stock items. Non-stock items are
those that are procured only upon specific requirements and are issued at once. Some organizations show
more than 50 per cent of items as non-stock items! This is very dangerous from control and service point of
view. Rarely required non-repetitive non-stock items should account only to about 10 per cent of the total
number of items. These should be segregated and the remaining items must be included in the codification
process. The codification system must clearly identify the raw material, components, local bazaar purchase
items, spares, semi-finished items and finished goods. It has to group like items together for better
management control through acceptance or all concerned.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
27
BAR CODE TECHNOLOGY
Bar code is a major aspect of codification used raw materials and finished goods shops, malls, dress
shops and retail stores to identify the item, billing, ordering, stacking and identification. Today even retailers
are using bar codes for identification instead of traditional alpha numerical or numerical codification with a
check digit. Automatic Identification and Data Capture (AIDC) industry is growing very fast here technology
is an important component both for hardware and software. Bar code technology comes under AIDC
industry. Trained professionals are required for solution provider, end-user, educators and research &
developers. In this chapter some inputs are provided by Mr. A.K. Jain Chairman of Institute of AIDC
Technology and Science. AIDC technologies include bar-coding, Radio Frequency, Voice Recognition and Bio-
Metric.
Discrete Symbol
Continuous symbol
37.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
28
Bar Code Structure
4.1 BAR CODE ASPECTS
It is an automatic identification technology.
It is predefined format of dark bars and white spaces
Bar coding is structured to contain a specific piece of information.
It allows real-time data to be collected accurately and rapidly.
Combination of bar code technology with computer.
Application software with bar codes improves performance, profitability and productivity. Data
Entry Techniques
Manual methods
Key board operation
1 error − 300 characters
Automatic methods are (j, k, l, m, n, o, p)
Optical character recognition
Magic ink
Machine vision
Radio frequency identification
Smart cards
Bar code Benefits of Bar Codes
Represent unique identity of a product
Accuracy of error-free data input
Aid effective management of resources and inventories
Labour savings by avoiding manual system
Cost efficient
Real-time data collection
Measurement of work-in-progress throughout the factory
Rapid access to total production costs
More accurate dispatch
Aid effective management of inventories
38.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
29
4.2 BAR CODE TERMINOLOGY
Bar code is an optical machine readable representation of data entry.
It shows data about the object to which it attaches.
Bar codes were originally scanned by optical scanners called bar code readers, scanners, and
interpretive software are available devices including desktop printers and smart phones.
Bi-directional symbol.
A bar code symbol format which permits reading in either direction across the bars and spaces.
Check digit to arrive at correct configuration.
A calculated character within the bar code for error detection.
Fixed beam scanner.
A satisfactory bar codes scanner.
The symbol must be moved through the light beam to be read.
Hand-held scanner.
A scanner held and operated by a human operator.
Inter character gap.
The space between the bars or spaces.
4.2.1 MOVING BEAM SCANNER
A bar code scanner that uses a moving light team to dynamically scan and decode a bar code symbol.
Three generations of bar code scanners are given in Figures.
The lighter reflective element of a bar code.
Start character: A special pattern of bars and spaces used to identify the beginning of a bar code
symbol.
Stop character: A special pattern of bars and spaces used to identify the end of a bar code symbols.
39.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
30
4.2.2 BAR CODE SCANNER
It consists of a light source, lens and a light sensor.
A device used to extract information optically from a bar code.
Bar code symbol consists of a series of vertical dark bars separated by light spaces.
When illuminated reflected light is detected by electro-optical scanner.
The intensity of reflected light from the dark bars is less than that of spaces.
Reflected light is converted into electrical voltage signals.
Analog voltage are digitized into raw data.
The decoder converts this data into the character data representation of the symbols code.
First Generation Wand Barcode Reader (Touch Scanner)
Second Generation Touch Third Generation Laser
40.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
31
4.3 TYPES OF SCANNER READERS
Must touch or come in close proximity of symbol.
Good where the label cannot be placed in an easy to view position.
Normally hand-held stationary units.
Common type is pen/ wand reader.
A high density resolution wand used to read a low density symbol might see an ink spot as bar or an
ink void as a space.
A low resolution wand may not be able to recognize a narrow bar of high density symbol.
Positioned angle of wand to the surface and movement speed across the symbol are key
parameters.
The various types bar code scanner (readers) are shown in Figures.
Table Top Laser Scanner In Counter Slot Laser Scanner
Automation Scanner
41.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
32
Bar code printers come in different ranges as entry level, medium duty and heavy duty bar code printers
and are shown in Figure.
Labels of barcode are printed on different type of ribbons i.e. Wax (for normal product labeling), wax resin
(for scratch proof labeling), resin (to print on polyester) or wash-care (for printing taffeta and Satan). These ribbons
are available in different widths & lengths, suitable for various type of printers. These are shown below in Figure.
Barcode Printer
Ribbons for Barcode Printer Plain Labels for Bar Code
Portable Terminals are units that can be used off-line or in batch mode without computer at a remote location to
capture the data. Various models are available depending upon the application of the industry. These units are very
light weight to handle. Figure depicts Window based Portable Terminal and Figure shows Wireless Portable
Terminal.
42.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
33
4.4 NON-CONTACT READERS
Reader need not come in contact with symbol. Scan distance may be from 6" to several feet, depending
upon symbol size and scanner size hand-held fixed beam readers.
4.5 BAR COD APPLICATIONS
Inventory control
Portable readers
Work in progress
WIP components/ assemblies/ semi-finished items
Finished items
Shipping
Electronic data interchange (EDI)
Direct communication between computers of two companies— manufacturer and vendors
Industry-wide-FDI standards
Reduces cost and saves time of business transactions
Retail applications
Super markets - Big shops
Counter-mounted bar code scanner
Universal Product Code
Price and description information
Warehousing
Health care applications
Drugs, devices, instruments
Identification of expiry date
Blood banking— blood groups
Expiry date
Donor traceability
4.5.1 Bar Coding in Libraries
Effective library needs each document bar coded
Two labels preferably
Label to contain accessories number equivalent to bar code call number
Institution logo advantages
ISBN bar code could be used
Database program links the bar code to bibliographical details of documents
Authorized identity card includes bar code card could be used by library institutional ID card
Social security number
Bar code reader interfaced to computer tracking of books
Typical sequence in library would be: Data base creation (OPAE)— Generate bar code for all
transact able documents— Bar code membership cards— Installation of suitable scanning
equipment-Set different criteria for transactions
Quick and error free entry of access and membership codes
43.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
34
Ensures total integrity of collected data (m) No queuing up at checkout/ check in counter
staff
Avoids piling up of data entry work for counter staff
Aids generation of suitable reminders to delinquent borrowers
Stock verification made easy.
Theft detection
Report generation
Billing purposes
Bar coding issued in many large libraries, shopping malls usefully to order, identify, and serve the customer
and billing purposes effectively. Various major applications of bar code technology in materials management
are shown in Figure. This technology has extensive usage in asset management, healthcare sector, event
management, security systems, and different organizational areas.
Incoming and Dispatch Control
Work in Process Tracking
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
36
STANDARDIZATION / VARIETY REDUCTION
Indian standard time, Greenwich Mean Time, standardized hours of work, standardized railway
gauges, standardized path for aircraft in space, standardized shoe sizes, standardized shirts, measurement
standardization, role of metric system, standardization of weights, standardization of measures, standardization of
educational syllabus, standardization of driving on roads/ highways, standardization of work times, standardization
of eating/ resting/ yogic exercises, sleeping times, food items, blood groups, rupee notes, medicines, health
standards, standardization of hierarchy, standardization of corruption, standardization of school uniform,
standardization of office uniforms, standardization of days and holidays, etc. helps to identify and reduce varieties
by standardizing processing systems. A to Z Benefits of Standardization the materials and inventory manager must
have an unambiguous nomenclature for identifying the items, in order to serve the customer promptly. Indian
standards institution and international standards organization are the APEX agencies, contracts safety standards
test facilities, etc.
5.1 BENEFITS OF STANDARDIZATION
The materials and inventory manager must have an unambiguous nomenclature for identifying the
items, in order to serve the customer promptly. Indian standards institution and international standards
organization are the APEX agencies, contracts safety standards test facilities, etc.
In this process, standardization, which reduces the variety, plays a vital role by reducing the number
of varieties of the same item held in the warehouse.
More than any other executive, the stores-in charge comes into direct contact with a variety of
materials. He can gain knowledge on the uses of the material in the store and can contribute
significantly to achieve standardization. Standardization enables one to concentrate on large
quantity of fewer items.
It is possible to place economic order quantity of orders of staggered deliveries with bulk discount.
Economic for size at manufacturing, will not be a problem as items can be manufactured with the
same set up timings for standard items.
Since the inventory is likely to be less, the working capital commitment of the organization will also
be less.
The items can be easily identified by all persons in stores as the bin location can also be
standardized.
Standardization reduces the time involved in negotiation process with the suppliers as
communication is better with prompt delivery schedules.
The procurement lead time gets reduced as everyone knows the item clearly.
The buyer-seller relations can be improved as all dimensions including price analysis, specifications
lead time, etc., are standardized without scope for disputes.
47.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
37
5.1.1 Cost Reduction and Standardization
Standardization promotes healthy competition amongst vendors as standard items can be bought
by several companies.
Standardization minimizes obsolescence.
It is possible to have rate/ running contracts for standard items.
Standardization reduces design time by concentrating on fewer parts.
It minimizes drafting time through repetitive use of standard drawings.
It expands the engineers list of known and proven items.
It reduces specification writing by repetitive use of standard specifications.
Interchangeability of parts is assured through standardisation.
Lower cost of production through continuous manufacturing run with less material handling
problems and increased capacity utilisation, is achieved by standardisation.
The workers at all levels and departments become more efficient by repeated handling of items and
it is possible to utilise less skilled workers for standard operations.
Standardisation enables reduced inspection and quality control burden.
Since methods are standardised, it ensures safety to all.
Standardisation directly reduces the variety and improves the information system of the warehouse
manager.
Standardisation enables reduced number of maintenance tools and improves maintenance
practices
Standardisation aims at maximum variety of finished products with minimum categories of
assemblies, subassemblies and components.
In general, standardisation results in simple operations, minimum paper work, improved inter
departmental coordination, ease of computer application and pinpoints areas involving inefficiency.
In short, standardisation is a means to faster and better understood communication, with fewer
mistakes and hence smoother life.
48.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
38
5.2 SIMPLIFICATION AND STANDARDISATION
A standard is defined as a model or general agreement or a rule established by authority, consensus,
or custom, created and used by various levels of interest. Standardization is the orderly and systematic
formulation, adoption, application and review of industrial standard which leads to simplification or variety
reduction. This implies reducing unnecessary varieties and standardizing to the most economical sizes,
grades, shapes, colours or types of parts. The word “standard” is multi-valued as it may mean a physical
standard, prototype of mass or a technical document. Industrial standard is the generally accepted
statement of the requirement.
Standardization eliminates the rule of thumb method as the width of the thumb varies widely from
one individual to another. When Noah built the Ark, measurements were made in cubits, cubit being the
length of a man’s forearm. Thus, if Noah had been a smaller person or a hulking giant of a man, the size of
the Ark of 300 cubits could have varied considerably.
In this context, simplification is the process of reducing the variety of items. It reduces the number
of types and sizes of items to a minimum, consistent with the needs of an organization. Simplification in
company operations is an essential process of standardization.
Specification is defined as the concise statement of requirement to be satisfied by a product, a
material or a process indicating the procedure by means of which it may be determined whether the given
requirements are satisfied. Specification changes according to the purpose of the use of material. Thus
Aluminum used for cooking utensils should be at least 99 per cent pure, where 95 per cent may be sufficient
for an electric conductor. An important factor is to avoid both over specification and under specification as
both these strategies will lead to increased costs. Over specification increases the cost due to the extra
effort needed to reach higher standards.
Standardization is the process of formulating and applying rules for a beneficial and orderly
approach to a specific activity. It is based on consolidated efforts of science, technology and experience,
reflecting in:
o Units of measurement,
o Terminology,
o Products,
o Process,
o Safety of persons, systems and procedures.
49.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
39
5.3 PROCESS OF STANDARDISATION
The task force, responsible for standardisation must follow a procedure to get the items
standardised. They should get all relevant facts from the concerned executive. They should develop
standards, which are easy to understand and to implement. There should be a constant reviewing, updating
and monitoring committee so that best benefits accrue to the company.
The process of standardisation can be conceived on a three dimensional plane, to include
factors such as levels, aspects, subjects and their interrelations. The levels include individual, department,
company, industry, nation, international universe, while the aspects may include forms, ethics, code of
conduct procedures, contracts, inspection, testing sampling, agreements or reporting, notes, etc. The third
dimension, namely the subjects, encompasses industry, education, agriculture, communication, transport,
mining, trade, commerce, energy, family planning, construction and administration.
The standardisation process may take the form of a document containing a set of conditions
to be fulfilled, a fundamental unit or physical constant or an object for physical comparison. The apex body
of standards in India is the Bureau of Indian Standards, formerly known as the Indian Standards Institution
(ISI). It has formulated 25,000 standards, after consulting the involved people. At the International level,
International Standard Organisation is based in Geneva.
5.4 ITEMS TO BE STANDARDISATION
The materials and inventory manager should involve executives from design, maintenance,
inspection, operations and costing department in order to ensure that the recommended standards are
implemented. This team should update its knowledge on the latest available technological developments
to effectively implement the process of standardisation. If the standard is approved as a company standard,
the standard department should make necessary reproductions and distribute copies as mandatory to all
concerned.
We have the kilogram as the standard of weight, metre as the standard of length except in
United Kingdom. Keeping to the left as the standard of the road, motors are made only in certain ratings,
bulbs only in specific voltages, etc. Procedures, formats, reporting systems, sampling inspection plans, letter
heads, operating manual, standard costing methods, etc. are the examples one comes across in the field of
standardisation. It is easy to standardise items for which published standards by the Indian Standards
Institution are available. It is advantageous to tackle non-critical high value, easily available items for
standardisation, as otherwise there will be opposition from design departments. MRO—Maintenance,
Repair and Operation-items like fasteners, hardware items, maintenance, etc. are a good starting point to
impose standardisation. If you want 14 watt bulb, then you have to pay lot of money.
50.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
40
5.5 METHODS OF STANDARDISATION
Whenever published standards are available from outside sources like Indian Standards Institution,
the same can be applied. The frequency distribution of demand for each type and size of an item in terms
of quantity of materials purchased/used/or products sold, would be an excellent starting point for
standardisation and variety reduction in an organisation. For instance, consider the example where the
diameters in millimetres of pipes are 5.0, 5.1, 5.2, 5.3, 5.4, and the past pattern shows that only two sizes
5.1 and 5.4 are often used. Then the orders for the remaining three dimensions can be gradually
discontinued if these items are not critical from performance and safety angles.
The preferred number series—a series of standard sizes in suitable steps used in bulbs and currency
developed by Renaud and known as R-5, R-10, R-29, R-40, etc. is another way of starting the standardisation
process. The values of the series are available in the Indian Standards 1076 published by the Indian
Standards Institution.
5.5.1 ROAD BLOCKS
Standardization should not lead to monotony and prohibit innovation. For instance, it is not
possible to introduce standardisation of the end product in job shop, but assemblies/parts
constituting the final product may be standardised. Similarly, it is possible to standardise items like
shoes in terms of seven or eight sizes. Standardisation must not lead to rigidity in design or restrict
technical development. Standardisation is also based on previous practices. For instance, Russians
specify motors by weight and not by horsepower. Indians usually measure weight in kilogram but
height in British units as six feet and not centimetres. These practical approaches have to be borne
in mind while standardisation process is developed as it should not make life complex.
51.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
41
5.6 STANDARDISATION IN INDIA
One may recollect that considerable publicity was given to the large-scale cost reduction in
materials cost through standardisation by the US defence services under the guidance of the then Defence
Secretary, Robert S. McNamara.
Effective steps have been taken in a number of organisations in India for cost reduction
through reduction in the number of stores items. The aim of standardisation should be to have uniform
standards for similar items, and the standards evolved should take cognizance of the indigenous availability
of materials to the maximum extent possible. Realising this importance, the Indian Standards Institution
(ISI) has promoted over 27,000 standards covering raw materials, components and finished products. These
are widely publicised and are readily available from the Indian Standards Institution.
Standardisation enables the materials manager to achieve overall economy and ensures
interchangeability of parts. Since more than one manufacturer can supply standard items, it will imply better
availability, better price and better delivery. Standardisation also implies routinizing purchase efforts, less
stock and hence less obsolete items. It also means less inspection efforts; as a matter of fact, many
organisations do not check routine items bearing the ISI mark in a detailed manner and resort to inspection
of only a small fraction of items. It is also possible to enter into rate/running contract with standard items.
At the suppliers’ end, manufacturing into economic lot sizes is not a problem for standard items.
While dealing with Variety Reduction and Standardisation, the Committee on Public
Undertakings mentions the following 40th report on materials management in public undertakings.
Another reason for large inventories in public undertakings was that the items of stores
were of multitudinous variety. Thus in Oil and Natural Gas Commission it was found that in the same project
different makes of machines were being used for identical purposes. This was true not only of imported
machinery and equipment but also of indigenous makes. For instance, in the case of 3 ton trucks, Bedfords,
Fargos and TMBs were all in use, simultaneously in most of the projects. The result was that each major
project had to stock about 5000 to 8000 categories of spare parts pertaining to motor vehicles alone.
Similarly in Hindustan Insecticides it was noted that there were too many varieties for
certain items of stores, e.g., Valves—150 varieties, Ball and Roller Bearings—64 varieties, MS bolts and
nuts—44 varieties, Drills H.S. (S.S. and T.S.)—36 varieties, etc.
In yet another undertaking, namely, Fertilizers and Chemicals Travancore Ltd., there were
nearly 100 varieties of electric motors. There were too many varieties of tools, oils, paints, enamelled
copper-wire electrodes, heat exchangers, pumps, oil seals, valves, ball-bearings, various hardware items,
printing and stationery items and so on. The committee therefore desires that the matter should be pursued
vigorously by public sector undertakings in coordination with Indian agencies.
52.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
42
5.7 CONCEPT OF STANDARDISATION
A standard is defined as a model or general agreement of a rule established by authority, consensus,
or custom, created and used by various levels of interest. For instance, an individual may be the starting
point of using the standard and then his department will use the same standard to suit its needs. The firm
may similarly prepare, by consulting different departments, a standard for guiding the activities. Related
industries in the industry group may also prepare industrial standards. At the national level, by consulting
manufacturers, scientists, users and government departments, national standards are evolved. Such
national standards are presented and discussed to form international standards. The standards could cover
a variety of industries, such as engineering, textile, chemical, pharmaceutical, agricultural as also education.
The topics covered under standards can include purchase contracts, forms, sampling, testing, safety
measures, etc. Thus, standardisation can be conceived on a three-dimensional plane of levels, industries
and topics.
5.7.1 Simplification
The process of standardization logically leads to simplification or variety reduction. This
implies reducing unnecessary varieties and standardising to the most economical sizes, grades,
shapes, colours, types of parts and so on. In large organisations handling 50,000 items, there are
several items under stock having very little variation in quality, dimension or functional
effectiveness. Nevertheless these continue to be in stock for historical reasons. Practical experience
indicates that often this plethora of variety is not even perceptible.
These items can be analysed by their frequency of usage or movement analysis over the last
few years. Frequency or movement analysis would bring out items which are seldom used or not
used at all. On the basis of this analysis, a company could set standards to replace these items. The
setting up of a standard depends on the effect the dimension variation has on the performance of
the product. To illustrate let us take a look at the frequency figures below. It is evident that for the
same variation from the optimum size B, the performance of the product in Figure is less affected
than in Figure. Therefore, for items which affect the product performance as in Figure a great deal
of flexibility is introduced in fixing up standards with a firmer quality control where the standards
are near A or C for an item.
Performance of the product Affected product performance
53.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
43
5.7.2 PREFERRED NUMBER SERIES
We are all aware that bulbs of 15, 25, 40, 60, 100 and 150 watts are available. It is interesting
to note that these numbers have been worked out on the basis of what is known as an R5 series.
They are known as “Preferred numbers”. This series is a geometric progression with its starting
number as = 15 and its fifth number 150 is 10 times the first number which is 15. Similarly,
one could have an R10, R20 ... R80series. These are series which increase 10, 20 ... 80 times in the
10th, 20th ... 80th steps, respectively, the increments being based
on The choice of a series depends on the range of dimensions to be
covered. Similar logic is applicable in the case of currency, such as rupee notes of denomination 1,
2, 5, 10, 20, 100, 1000, 5000 and 10000. It is not essential to use all preferred numbers in a series.
Some could be omitted.
Preferred numbers can be pre-determined by manufacturers in advance of production,
whereas frequency analysis is based on data over a fairly long period. However, preferred numbers
cannot be used where dimensions are not involved. A good example would be colours in the textile
industry.
5.7.3 VARIETY REDUCTION CASE STUDY
Now we come to the related topic of variety reduction. With the improving technology, the
number of items available for stocking has been growing up at a tremendous speed. Each of these items will
have a different rate of consumption. There may be items which have not moved for more than 5 years. In
organisations which stock more than say 5,000 items the problems become more. Hence to control the
inventory one will have to reduce the variety. Varieties increase because of development of new items and
because of change of standards.
Variety reduction has to be done in three spheres in an organisation. Every organisation
gets an input of materials, processes the materials and sells the output. Thus, the possibilities of increasing
varieties arise at the input stage, processing stage and output stage. While the reason for the increase in
varieties at the input and processing stages will be due to the demands of the production department, the
increase in the output stage will be dictated by marketing forces.
The varieties usually start growing in number in the small items with low usage. Items like
fasteners, which are available according to British and metric standards are usually stocked separately. Thus,
for comparative sizes 2 items will be stored—one may be a B.S. thread screw, and the other a metric thread
screw. If the organisation standardises on metric units the varieties can be reduced.
In the case of work-in-progress, the increase in varieties will be due to technical bottlenecks.
Let us consider a unit which is manufacturing vessels of different volumes but with the same internal
diameter. It is obvious that a higher volume vessel can be trimmed to a lower volume if there are some
defects at the top. But usually the manufacturing shop stockpiles defective products separately instead of
converting into lower sizes then and there. Thus if 5 sizes are being manufactured, then there will be a
variety increase in W.I.P. of 4 sizes of defectives which can be converted. Of course a defective in the
smallest size has to be scrapped. The solution to such a problem will lie in balancing the line. This practice
is normally adopted in household utensils industry. Utilisation of off-cuts is a typical case in point in this
context.
54.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
44
Finally, we come to the variety increases in output. Here the market requirements dictate
the number of varieties. It may be noted that BHEL to manufacturing 220 MW generating sets giving up the
present 120 MW sets and transmission equipment at 400 KV ratings will become the standard. Thus, the
increase in variety here is due to the technological development. Even in the case of consumer products the
market will require different sizes and packing—toothpastes are sold in 3 or 4 packings, bulbs are sold in
15W, 25W, 40W, 60W ... ratings, shoes are sold in 1 to 9 sizes, etc.; while sizes of shoes, readymade
garments, etc., are standardised, on population—distribution, ‘preferred numbers’ are used to decide on
the variety of packings, and other items.
The basis for using the preferred number series is because it has been noticed that
customers prefer a geometric progression of size differences (1, 2, 4, 8, 16 ..., etc.), rather than an arithmetic
progression (2, 4, 6, 8, 10 ..., etc.). The extreme points are the largest and smallest sizes to be manufactured.
A decision will have to be taken on the total number of sizes. Then the ratio by which the increase is made
in a geometric progression is given by:
In order to obtain maximum benefits, an organisation has to use standardisation, variety
reduction, codification and selective control techniques.
5.7.4 STANDARDISATION BENEFITS
The examples and benefits of standardisation can be found in all activities and sectors of
the economy as it reduces the number of items, variety, shape, and categories. Standardisation is an activity
giving solutions to repetitive problems, aiming at achievements of optimum degree of order, in a given
context through the process of formulating, issuing and implementing standards.
By the consensus of all concerned for the benefits of all concerned, standardisation is also
defined as the rational approach to solving problems for the benefit and with cooperation of all concerned
for total economic benefits.
Standardization reduces the number of items and makes life smoother for all.
o The benefits are improvements of suitability of goods and services for the intended
purposes.
o It ensures order from disorder/chaos, to bring harmony amongst all concerned, by
recognising the capability of suppliers and needs of consumers.
o Standardization means variety reduction, simplification, rationalisation, and smoother
working life.
o For instance, standardization of the unit of measurement into metric system, has solved a
lot of problems and avoids tremendous confusion.
55.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
45
The following are the benefits obtained in India in different disciplines due to standardisation.
o In purchasing larger quantities of fewer items and buy more economical quantities through
use of industrial, national or other standard specifications.
o Eliminates misunderstandings and disputes.
o Reduces the negotiation burdens.
o Develops broader competition among suppliers.
o Lower prices with improved availability and delivery.
o In engineering, it expands the engineers’ list of known and proven items and improves
product knowledge.
o Reduces design time and effort devoted to specials.
o Reduces drafting effort through repetitive use of standard drawings.
o Reduces design and development time on new products by increasing the percentage of
design detail, carried over from older products.
o Reduces the specification writing burden by repetitive use of standard specification.
o Simplifies the selection and listing of common materials and items.
o In manufacturing it was fewer materials and reduced variety of parts.
o Higher volume—longer runs—continuity of operations justifying more mechanisation,
special purpose machines and better tools.
o Increased uniformity of operations—simpler training and more highly developed skills.
o Reduces inspection and quality control burden.
o Standard tools and machine parts simplify set up time for repair and maintenance.
o In distribution concentration on reduced variety of products.
o Delivery schedules and commitments more easily maintained.
o Training of distribution and field personnel simplified.
o Effective utilization of packaging and materials handling techniques.
o Simplified and minimized service burden.
o In general, reduced inventories of materials, parts and end products.
o Reduced volume of disposals, less loss from obsolescence.
o Reduced storage and warehousing costs.
o Conducive to more definite planning and more accurate forecasting—more efficient use of
entire physical plan.
o Simplifies office work by improved inter-departmental coordination and reduces
unprecedented emergencies.
56.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
46
5.9 STANDARDS AND QUALITY
Quality is defined as the totality of features of services that bears its ability to satisfy the stated and
implied needs of consumer and is valued by the fitness for the stipulated service.
The specified needs arise from a contractual environment, while the implied needs are obvious and
identified needs.
The needs are expressed as performance, safety, reliability, availability, energy consumption,
maintainability, economics, specification, etc.
The quality feature—when established by consensus, translated into technical parameters,
documented, and issued by an authority—becomes a standard.
Hence the standard and the quality are the two faces of the same coin. In this context, according to
International Standards Organisation—a standard is a technical document available to public drawn up with
consensus, cooperation and approval of all concerned, based on consolidated results of science and
technology.
Aimed at promotion of optimum benefits for the community, standard is, therefore, a benchmark
that promotes building up of quality and creates favourable conditions for future improvements in quality.
5.9.1 PROFESSIONAL APPROACH
A cost-conscious-professional approach is needed to identify the needs, and preference of
customers; to establish quality features, to set appropriate standards, for an integrated approach.
This integrated approach involves all functions of an organisation including market research, design
and development of vendor development, purchase of raw materials and sub-assemblies,
production planning, quality checks, marketing, industrial engineering, after-sales service,
administration, finance and accounts.
Each of these above functions has elements having an impact on standard/quality of final
product/service and hence is the need for an integrated approach to quality and standards
management.
The integrated approach enables benefits of implementation of Quality Systems Standard
(QSS) and the following steps are required:
o Preparation of quality manuals for parent and feeder sectors to push up quality
levels to international levels.
o Quality manuals should provide for quality upgradation plans to be reviewed
periodically.
o Involvement of all concerned while establishing quality manual coupled with
sustained interest towards adherence to standards after they are established.
o Comprehensive system of planned and documented internal quality audit to
determine the effectiveness of quality systems.
o Apply quality systems standards to purchases of raw material and sub-assemblies.
o This eliminates unnecessary inspection and testing. And ensures quality assurance
systems even in small units.
o Documentation of test data and quality control records.
The Bureau of Indian Standards (BIS) is the apex statutory body for standardisation and formalities
Indian standards and operates BIS certification, formerly known as IS scheme. It has also laboratory
57.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
47
services for certification and about 25000 standards have been formulated. Quality certification
standards in BIS establishment of IS: 1020 series in line with International Standard Organisation
9000 series. BIS certification has come to stay even though it is voluntary. It is mandatory for
electrical group. The Government of India desires that BIS launches registration of quality systems
for the widest possible segments.
58.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
48
5.9 GUIDELINES AND CONTROLS OF STANDARDS
The composition of technical committee for evolving Indian standards includes the users, technologists,
testing agencies, manufacturers, consumers and other interested persons and the following guidelines are
adopted.
o Product development not restricted.
o Do not present biased viewpoints.
o Do not impose hidden trade barrier.
o Impossible test programs not included.
o Revision to keep up with developments.
The Operational Controls of BIS and certification scheme is done in the following manner:
o Regular and surprise visits to the licensee’s factory paid by competent technical personnel.
o Samples selected at random from production.
o Testing product at works.
o Samples selected during surprise visit tested at independent laboratories.
o Technical audit of test records.
o Samples purchased from market.
o Investigation of consumer complaints on certified product.
o Renewal yearly after review of performance during the year.
o Of the various levels of standardisation, the company standard assumes tremendous
significance, as it involves the corporate excellence, research, development marketing,
operations, quality, production and materials in the organisation.
o The company standard is evolved by the efforts of an individual, then to the department
and finally to the corporation as a whole. This paves the way for the industry standards and
then the national standards.
o The policies, procedures and manual standards specification, consumer expectation and
marketing demands on design tolerance could form the starting point of the company
standards.
o The subject standardization includes all types of industries, commerce, trade, agriculture,
transport, communication, technology, etc. This is illustrated in Figure 14.3, as evolved by
the Indian Standards Institution.
o For each of the above subjects, there are a large number of aspects like inspection,
codification, test results, formats, sample size, procedures, manuals, performance
appraisal, etc.
o The large number of techniques of standardisation includes consensus, practice, custom,
tradition, precedence, habit, removal of some size, frequency distribution, preferred
number series, etc.
o The international standards organization ISO is the specialized international agency of
standardisation. This comprises national standard bodies of 91 countries including India,
with 180 technical committees.
o The objective of ISO is to promote development of standardisation, to facilitate
international exchange of goods and services, and to develop cooperation in the sphere of
intellectual, scientific, technological and economic activity.
o The people who develop international standards are an estimated 20,000 engineers,
scientists and administrators. They are nominated by ISO members to participate in the
committee meetings and to represent the consolidated views and interests of industry,
government, labour and individual consumers in the standards development process.
o ISO coordinates the exchange of information on international and national standards,
technical regulations and other standards-type documents, through an information
59.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
49
network, called isonet, which links ISO information center in Geneva with similar national
centers in 60 countries.
o ISO 9000 registration—Indian counterpart is IS 10201—is considered the minimum
acceptable level for an international supplier. Those who cannot demonstrate this minimum
level, cannot sell the product in certain international markets. They may be barred from
those markets.
o A supplier without ISO registration can face higher insurance rates or may be denied
insurance because of product liability law instituted by the European community and
Austria.
o The supplier must be able to demonstrate that the product is manufactured consistently
within a system that conforms at least to internationally accepted standards. ISO 9000
series can succeed, where other standardization efforts have failed
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
51
RADIO FREQUENCY IDENTIFICATION (RFID)
6.1 INTRODUCTION
As the economy gradually recovers from the global recession, businesses are focusing on
maximizing their supply chain efficiency to sustain profitability and viability during both good economic
times and bad economic times. Companies with part or all of their businesses dependent upon
transportation and logistics understand the necessity of reducing cost, improving service and efficiency, and
increasing ROI from one end of the supply chain to the other. A growing number of organisations including
manufacturers, third-party transportation and logistics providers and retailers understand that RFID is
becoming a major force in the transformation of global supply chain visibility and operations.
Radio Frequency Identification (RFID), one of the Automatic Identification and Data Capture (AIDC)
technologies, has attracted significant attention in the fields of supply chain and manufacturing, and more
recently, in various service sectors. As the name implies, RFID transmits information through radio waves
between RFID tags (or transponders) and readers (interrogators). The collected information is passed onto
RFID middle ware for processing, for use in business applications. Each tag consists of unique identification
information about the item to which it is attached, e.g. item ID, date of production, shipping detail, expiry
date, etc. depending on the intended uses.
As a means of collecting, transmitting and utilising data, RFID offers many advantages over other
AIDC technologies such as barcodes. The benefits of RFID are well-perceived by industry, including retail,
logistics, manufacturing, the military, healthcare, pharmaceuticals and the service sector. A substantial
range of RFID applications have been implemented; different industries may have different interest in the
technological benefits. These benefits include unique identification of each tagged item and status
monitoring, improved stock visibility and traceability at any stage in the supply chain, increased data
accuracy and sharing, automated inventory counts, automated receiving and scanning, reduced shrinkages,
and so on. As pioneers of RFID adoption, Wal-Mart and the US Department of Defence carried out trials on
RFID application in their supply chain and reported promising outcomes. Mandates were issued in phases
for their suppliers to apply RFID tags on their shipments. Other early adopters include Procter & Gamble,
Gap, Tesco UK, and Marks & Spencer UK. Recently, large-scale RFID projects have been implemented. DHL
has tagged 1.3 m pallets for its delivery operations to all 89 Metro Cash and Carry in France, and Sam’s Club
(wholesales retails to resowned by Wal-Mart) has issued mandates for all their suppliers to apply RFID tags
in stages. There is evidences how in gan increase of pilot trial sand implementations. Due to its well-
perceived capability and popularity in the business world, there has been a rapid growth of interest in RFID
in the academic community across different disciplines.
63.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
52
6.2 RFID V/S BARCODING
For many organisations, the solution is the automation of visibility and management processes.
Most transportation and logistics companies have been using barcoding successfully for years now. A
growing number are also adding Radio Frequency Identification solutions. RFID is essentially a more
automated way of knowing what you have and where it is. There are substantial differences between bar-
coding and RFID. One of the most significant is the fact that barcodes need a clear line-of-sight to bar code
scanners, making them difficult and slow to work within many locations and situations. Another is the high
number of man-hours it takes to count shipments, inventory and assets with barcodes. In addition, barcodes
are able to identify only the type or class of goods, rather than individual items. RFID, on the other hand,
identifies and locates every single item you want to track, from trucks to forklifts to returnable transit items
(RTIs) to containers to whatever is being shipped in them. With RFID there are no line-of-sight requirements,
so one can read a great many tags simultaneously. RFID lets you read, write and re-write to flexible, low-
cost tags that offers greater data capacity, durability in harsh environments and the security of being difficult
to replicate. And one can read them at distances of up to 30 feet.
An RFID system includes tags, or transponders, that include a small antenna and a chip that can hold
a significant amount of data such as product number, manufacturer, location and much more. It also
includes three basic types of RFID readers.
Fixed readers have an external antenna and are often located at entry points to facilities and yards.
Handheld readers provide on-demand scanning and are used by personnel moving through the space.
Mobile readers can be located on moving equipment, such as trucks and forklifts, for faster, more accurate
inventory and process tracking.
Readers that work by sending an RF signal at a selected frequency, energizing tags to send their
stored information to the reader and system server. Depending upon one’s project, one can choose from
UHF “passive” tags that use the RFID reader for power, or “active” tags that cost more but have their own
batteries and can be used for projects that require longer read ranges. UHF passive tags are increasingly
being deployed because the lower tag costs allow increased visibility into broader categories of goods and
assets. No matter which tags are right for one’s solution, the benefits of RFID can be significant. In general,
the industry is seeing about a 10 per cent improvement in counting efficiency with RFID.
64.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
53
6.3 MAJOR BENEFITS OF RFID TECHNOLOGIES
RFID technologies offer several contributions to supply chain through their advanced properties
such as unique identification of products, ease of communication and real-time information. The progress
through RFID can be observed in different types of supply chains such as warehouse management,
transportation management, production scheduling, order management, inventory management and asset
management systems. RFID can improve the traceability of products and the visibility throughout the entire
supply chain, and also can make reliable and speed up operational processes such as tracking, shipping,
checkout and counting processes, which leads to improved inventory flows and more accurate information.
Companies integrate and store data obtained through RFID technologies in their information technology
systems for better supply chain planning and management. There is thus a strong link between IT
applications and RFID technologies. Through these numerous benefits, RFID technologies can provide cost
reduction, increased revenue, process improvement, service quality, etc. As mentioned before, the
objective of RFID implementation is not only to improve current systems, further reorganizing processes
using this new technology can also lead to large gains in the overall supply chain effectiveness. Study
indicates that reengineering models increase possible benefits gained through RFID for all processes of
distribution centres and retailers. It concludes that RFID integration through new business architectures
provides more benefits than technology integration in current business processes.
65.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
54
6.4 TRANSFORMATION OF SUPPLY CHAIN THROUGH RFID MAJOR ISSUES
6.4.1 Inventory Inaccuracy Problem
Inaccuracy problems in inventory management are important in supply chain management.
Although many companies have automated their inventory management using information systems,
inventory levels in information systems and the real physical inventory levels often do not match. The
difference between these inventory levels is called in accuracy and can deeply affect the performance of
firms. It is reported that 65% of the inventory records in retail stores were inaccurate. The result was
obtained in a case study, by examining about 370,000 inventory records from 37 stores of an important
retailer (Gamma). Such in accuracies could reduce the profit of retailer’s by 10% due to higher inventory
cost and lost sales.
RFID technologies provide better product traceability through real-time data capture properties
that enable improvements in the supply chains against these inventory in accuracy errors. It is in particular
very successful to eliminate transaction errors. Although RFID cannot eliminate all errors, they can be
detected quickly and by considering the existence of this problem in planning processes, they can be dealt
with effectively.
6.4.2 Bull Whip Effect
The bull whip effect is an important phenomenon in supply chain management that has been
studied for about fifty years. It is explained that the demand variations of the customer become increasingly
large when they diffuse backwards through the chain. The bull whip effect was first introduced by Forrester.
He observed a fluctuation and amplification of demand from the downstream to the upstream of the supply
chain. He stated that the variance of the customer demand increases at each step of the supply chain
(customer, retailer, distributor, producer and supplier). Furthermore; he concluded that the main cause of
this amplification is the difficulties in the information sharing between each actor of the supply chain.
Several researchers conclude that Auto-ID technologies such as RFID can reduce the bull whip effect
and improve supply chain performance. It indicates that an automated information system can improve the
inventory visibility that can thus reduce safety stocks and the bull whip effect. RFID integrations into supply
chains can reduce bull whip effect and improve inventory replenishment management performance. RFID
technologies can prevent the bull whip effect through more accurate forecasting. Auto-ID technologies can
reduce the bull whip effect through information sharing between all supply chain actors by accessing
information in a single way. RFID can also reduce the bull whip effect by a better visibility obtained through
real-time information of items and locations.
6.4.3 Replenishment Policies
In inventory management, replenishment policies are very important methods for determining the
frequency and the size of orders to maximize customer satisfaction with low ordering, holding and stock out
costs. There are several replenishment policies under continuous or periodic review inventory systems.
Companies try to choose the best policy for them. Inventory replenishment decisions are made based on
inventory levels in the information system. Real-time inventory information obtained by RFID technologies
ensures the accuracy of these levels
66.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
55
6.5 TRACKING MANAGEMENT
One of the biggest business issues in our industry is lack of visibility of shipments and goods and the
implications that this lack of visibility can have on in customer service. When you don’t know where a trailer,
container, or pallet is at any given time, you don’t know where your products are, and neither do your
customers. Efficiency suffers, asset utilisation shrinks, labour costs increase, asset productivity and value
lessen and payments are delayed. RFID solutions are currently solving these internal asset management and
tracking problems globally for a growing number of logistics companies and departments. One of Asia’s
largest logistics organisations, Toll Global Logistics needed to more efficiently track goods and shipments at
its Singapore facility. With goals including reducing man-hours by decreasing reliance on manual procedures
and increasing visibility for the company and its customers, the organisation deployed a system that tagged
each of the location’s 150,000 pallets with UHF passive RFID tags. When shipments arrive, staff members
scan the barcodes on the boxes, further use a portal to read RFID tags on the pallets these boxes are loaded
into (or taken out of). The pallet identification data are then linked and sent via Wi-Fi to software that stores
the data and makes it available to both internal users and customers. Toll Global Logistics estimates that
the system will save about six minutes of staff time per pallet, resulting in more than 600 man-days per year.
6.6 WAREHOUSE MANAGEMENT
In warehouses and distribution centres, RFID solutions are helping to deliver process improvements
that positively impact customer satisfaction and your bottom line. RFID automation helps increase efficiency
in receiving, sortation, routing, locating and shipping, Use of RFID-enabled equipment, such as forklifts and
handheld RFID readers, automates information capture, allowing thousands of items to be scanned
simultaneously and eliminating costly, error-prone pen and pencil recording or time-consuming handheld
barcode scanning. RFID automation increases picking and put away efficiency, maximises order accuracy
and minimises re-deliveries. Your labour productivity is enhanced throughout the facility. Most important,
with RFID streamlining end-to-end workflow, you assure that the right goods reach the right customer at
the right time. Southeastern Container manufactures plastic bottle pre-forms in three injection-molding
facilities in the eastern United States. Pre-forms are then shipped to bottle manufacturing plants in
cardboard containers and plastic bins, with empty containers being returned to the molding facility to repeat
the cycle. But problems in the return process were costing thousands of dollars a year due to loss and
damage. The company replaced existing containers with RTIs, returnable folding plastic bins designed to
increase efficiency and reduce cost. Since these new containers cost nearly ten times the cost of a
cardboard container, Southeast Container introduced an RFID-driven end-to-end cycle counting system to
track container lifetimes against the number of cycles guaranteed by the manufacturer. Each container is
permanently identified with a passive RFID tag for locating and tracking each unit in real time, enhancing
visibility and extracting maximum business value from each container. The company expects to achieve
payback on this project in less than two years.
67.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
56
6.7 YARD MANAGEMENT
In many transportation and logistics organisations, yard management is the last bastion of manual
processes. The process is virtually the same—and just as inefficient—the world over. You have an employee
moving through the yard on foot or in a vehicle, counting how many pieces of equipment, containers and
vehicles are in the yard and noting their location on paper with pen or pencil. It’s a time-intensive and error-
prone process that causes a number of visibility-related problems, including redundant trailer moves,
shipping delays and costly penalties, yard and gate congestion, product shrinkage, excessive use of
refrigeration, wasted fuel and lost time. To address these problems, numerous organisations across the
supply chain are turning to RFID systems that automate asset tracking and locating and reduce or eliminate
manual processes in these yard-based environments. RFID is able to significantly reduce human intervention
by, enabling machine-to-machine information sharing to greatly enhance accuracy. In a large Kimberley-
Clark production facility, eight different departments are requesting trailer moves every day. Trying to
manage the yard, the company performs daily four-hour manual yard checks. Even so, significant time and
dollars are being wasted trying to locate trailers; trailer re-handling and multiple trailer moves are often
required to manage status and location. Efficiency also suffered from a lack of tools for management of
trailer pools and third-party services.
Kimberley-Clark solved its yard management problems with a complete RFID system that included
fixed readers at gates with handheld readers as backup. RFID tags were attached or detached to trailers
entering or leaving the gate. Readers were also installed on yard trucks, along with GPS and Wi-Fi for faster,
more accurate, more automated yard management that eliminated manual checks. Results were
outstanding, including trailer location in 10 minutes as opposed to up to three hours, a 19 per cent reduction
in trailer detention, 31 per cent reduction in third-party service costs, a 23 per cent reduction in trailer
rental, and an overall 6 per cent reduction in total costs.
68.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
57
Conclusion
The Objective of this project is identification of materials in material management. Materials
identification helps in uniquely identify the material. Material stock levels duplication has been
eliminated by codification (by giving unique identification number to each materials).
Advantages of codification in material management. Different types of codification system
in material management. Codification automatically leads to the process of standardization and
Variety reduction. Systematic grouping of similar items is facelifted by codification. Codification
structure, methodology. Barcode and Radio Frequency Identification.
This Project is divided into six section. These section are designed looking in to present
requirements and also scope for future developments.
First Section is Introduction to Material Management covers material management,
inventory and types of inventory Second section is Introduction to Identification of Materials covers
related topics. Identification by codification, Bar Code Technology, Standardization Variety
Reduction and Radio Frequency Identification (RFID).
69.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
58
Bibliography
Books
Handbook of Materials Management (Second Edition) by P. Gopalakrishnan
Stores Management by K. S. Menon
Introduction to Materials Management by J. R. Tony Amold
Websites
https://en.wikipedia.org
www.businessdictionary.com
https://www.google.com
www.materialsmanagement.info
70.
IDENTIFICATION OF MATERIAL
INDUSTRIALPURCHASE AND MATERIAL MANAGEMENT
59
ABBREVIATIONS
MM Materials Management
MRO Maintenance, Repair and Operations
BHEL Bharat Heavy Electrical Limited
FICCI Federation of Indian Chambers of Commerce and Industry
ASSOCHAM The Associated Chambers of Commerce and Industry of India
AIMO All India Manufacturers Organisation
ISI Indian Standards Institution
QSS Quality Systems Standard
BIS Bureau of Indian Standards
ISO International Standards Organization
RFID Radio Frequency Identification















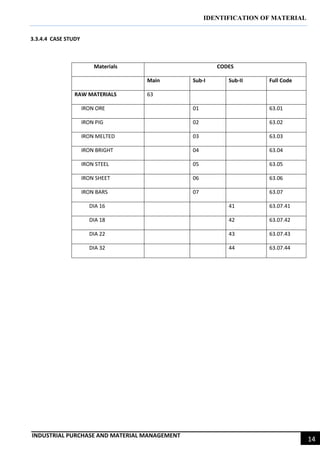






























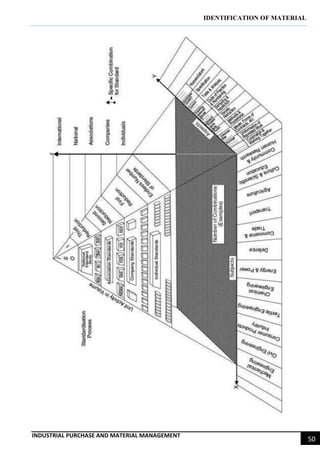


















































![Industrial management 5 7 8 units [pls visit our blog sres11meches.blogspot.in]](https://cdn.slidesharecdn.com/ss_thumbnails/industrialmanagement578unitsplsvisitourblogsres11meches-140511092042-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)














