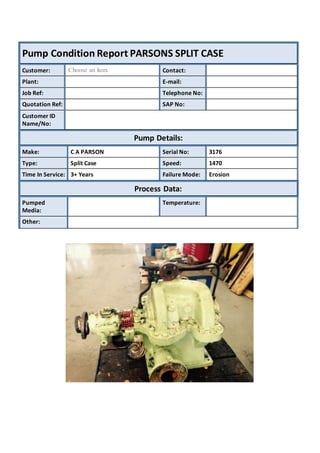
1. Pump Condition Report PARSONS SPLIT CASE
Customer: Choose an item. Contact:
Plant: E-mail:
Job Ref: Telephone No:
Quotation Ref: SAP No:
Customer ID
Name/No:
Pump Details:
Make: C A PARSON Serial No: 3176
Type: Split Case Speed: 1470
Time In Service: 3+ Years Failure Mode: Erosion
Process Data:
Pumped
Media:
Temperature:
Other:
2. Repair Work Scope:
Inspect & Report
Load onto our transport
• Deliver equipment to our works from customersite using our transport.
• Book in equipment on Job Control System.
• Dismantle equipment in accordance with Decontamination Certificate, where applicable.
• Degrease / hot detergent wash / steam clean / solvent clean. Dispose of waste.
• Check condition of all parts to determine repair work scope. Enter on Job Sheet.
• Determine spares availability.
• Produce and deliver equipment report.
Source material and manufacture new shaft to suit impeller bores
Skim neck rings on both impellers
Source material and Manufacture new inter-stage segments
Balance impellers to G2.5
Source material and manufacture 4 off new one piece casing wear rings to suit impeller
Source material and manufacture new Tuffnell bearing bush
Source new ball bearing
Source key steel and manufacture new keys
Source new Bibby coupling
Source gasket material and manufacture gaskets
Skim casing half joints and re-build as required
Source white metal for build up of bearings
Remove all sheared screws from wear ring housings
Repair oil thrower
Clean all components and work areas ready for final build
Bed in all keys to keyways
Build up white metal areas as appropriate
Assemble all components in accordance with workshop procedures
Blank off all ports and perform pressure test
Final clean off pump exterior and paint as required
Affix Repair Labels
Deliver to TATA Scunthorpe using our transport.
3. Technicians findings/Recommendations
All 4 split neck rings U/S as there is a large gap between faces.
Wear on shaft and Tuffnell bearing worn U/S.
Impellers both loose on shaft
Impeller keys loose in shaft keyway
Mech seal has uneven wear
Seal seat on element damaged
Casing faces are worn
Neck ring seats on impellers damaged
Stationary seat requires locating pin
Drive end Ball bearing worn to excess (RM59)
Play in white metal to housing fit
White metal oil thrower is out of shape.
Recommendations
Manufacture complete new shaft
Manufacture new inter stage segments
Skim neck rings on both impellers
Balance impellers to G2.5
Manufacture 4 off new one piece casing wear rings to replace split rings
Manufacture new Tuffnell bearing bush
Manufacture new throttle bush
Fit new ball bearing
Manufacture new keys and bed into shaft keyways
New Bibby coupling Required
Manufacture gaskets
Skim casing half joints and re-build as required
Apply new white metal for build up of bearings
Remove all sheared screws from wear ring housings
Repair oil thrower by straightening
Pressure test pump and mechanicalseal
4. Quote & Delivery:
Repair price including all spares - £
x from receipt of order.
Terms & Conditions:
Validity: 30 days
Payment: 30 days from date of invoice
Terms: Terms and conditions of sale apply (copy available on request)
If this unit is to be scrapped or returned unrepaired the cost to cover inspection will be £
Lead time: working days dependanton parts availability at time of order
Report
Compiled By: David Clayden
Date:
5. Pump Inspection Report:
(refer to the model risk assessments and relevant workshop procedures)
If this pump is ATEX the work must be carried out under the supervision of a competent person
Item
No
Component Condition Recommendation
/ Action
Photo (if required)
1. 1As Received Overall OK
appearance
when shaft was
rotated by hand
there was a
tight spot
Strip inspect and Quote
2. Name Plate Legible Note details
3. 3Shaft NDE Tufnell
journal has
wear on shaft.
Both impellers
are loose on
shaft. Keyways
show wear and
key are loose.
Scoring on
white metal
bearing
journals.
Mechanical seal
journal has
wear. The mid
section impeller
bush journal is
also scored. The
mechanical seal
seat on the
element is
scored.
A new shaft will be
manufactured to suit
impellers and journal
areas.
6. 4. Shaft Nuts Good Condition Clean and re-use
5. 4Coupling Bibby type
Has excessive
wear on
element
locating areas.
And the keyway
area was
stepped by
wear.
Replace with new.
6. B
5
Impellers The bores are
concentric.
Generally in
good condition.
There is
grooving on
neck areas. The
impeller locking
nuts are in good
condition.
The impellers will be
reused on the new
shaft.
The neck areas will be
machined to remove the
scoring and suit new
wear rings.
BACK
8. 8. 1
7
Wear Rings All 4 sets of
wear ring half
segments are
badly worn
New wear rings will be
manufactured (These
will be replaced with
solid rings on customer
approval)
there are several
sheared screws in the
housing seats these will
be drilled out
9. 6Bottom Half
Casing
The Bottom
casing half joint
face has uneven
spots. Also the
wear ring
segments
where held in
place with pan
head screws
some are
sheared.
The faces will be build
machined to flat on both
halves. The sheared
screws will be removed
/ machined as
necessary.
10. Top Half Casing The Bottom
casing half joint
face has uneven
spots. Also the
wear ring
segments
where held in
place with pan
head screws
some are
sheared.
The faces will be built up
and machined to flat on
both halves. The
sheared screws will be
removed/ Machined as
necessary.
Drive End
9. 11. 1
0
Bearing and
Housing
There is scoring
on the white
metal surfaces
Top and bottom
halves caused
by shaft running
out of true.
There is slight
play on the
bearing housing
to bearing
brasses.
Both bearing halves will
be built up with white
metal and re-bedded.
The bearing brasses will
be built up to suit
housing using white
metal.
12. 1
2
End Cap The end cap has
scoring.
This will require a sleeve
to be manufactured and
fitted.
13. Throttle Bush The Throttle
bush is scored
on the ID
Manufacture new
14. 1
5
Mechanical
Seal
The mechanical
seal has been
badly damaged
Replace with new seal.
10. 15. Follower OK Clean and re-use
Non Drive End
16. 1
8
Tuffnell
Housing
The Housing
area is in good
condition with
no signs of wear
A replacement will be
manufactured.
17. 1
9
Bearing The Tuffnell
bearing Bush is
badly worn
11. Spares Required:
Detail: Quantity:
Mechanical seal 1
Bearing 1
Gasket material 0.5mm paper 1
Gasket material 1mm EPDM rubber 1
Fastener set off 1
White metal 1
Machining Required:
Report Item No: Detail: Quantity:
8 Manufacture wear rings 4
3 Manufacture shaft 1
13 Manufacture Tuffnell Bush 1
3 Keys 3
10 Skim and rebuild top half- joint casing face 1
9 Skim and rebuild top Bottom half- joint casing face 1
6 Skim neck rings DE Impeller 1
12. 6 Skim neck rings NDE impeller 1
7 Manufacture inter-stage ring (2 halves) 1
8 Remove sheared screws 1
12 Manufacture and fit sleeve into DE end cap 1
Dimensional Clearances in millimetres
Description: Shaft Outside
Diameter:
Inside Diameter:
Coupling: 25.395-25.37
Drive End
Bearing
Journal
28.62
28.62
White metal
bearing journal
34.92
34.93
34.93
34.94
White metal
bearing:
35.03
35.05
35.035
35.07
Clearance
fit
.225
.250
Impeller DE
On Shaft
38.12
38.125
38.11
38.12
Bore
38.19
38.18
38.16
38.15
Shaft
Keyway
9.64
9.56
9.57
-
Impeller
keyway
9.55
9.57
9.56
-
Key
9.635
9.56
9.59
9.54
Impeller NDE
On Shaft Bore Keyway on
shaft
Impeller
keyway
Key