This document discusses diamond-like carbon (DLC) coating and its potential application to an industrial adhesive tape. It provides background on the history and development of DLC coating, describing the chemical and mechanical properties that make it useful for reducing friction. The document outlines different methods for depositing DLC coatings, such as plasma-enhanced chemical vapor deposition and cathodic arc deposition. It also reviews previous studies applying DLC coatings to materials like polymers and discusses how DLC coating can improve tool lifetime, reduce wear, and lower friction in applications like machining and bone cutting. The document aims to assess whether DLC coating could feasibly reduce the friction of an industrial adhesive tape for uses like attaching to drawer surfaces.
























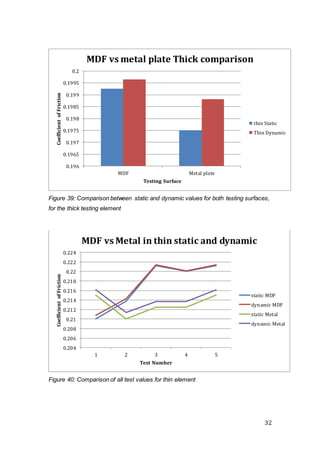













































![Product costing[1]](https://cdn.slidesharecdn.com/ss_thumbnails/productcosting1-150928111626-lva1-app6891-thumbnail.jpg?width=640&height=640&fit=bounds)




















