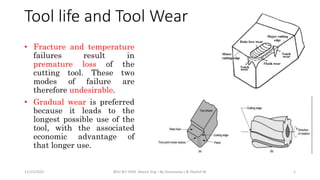
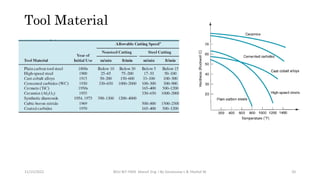
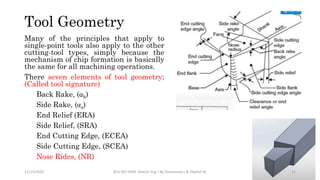
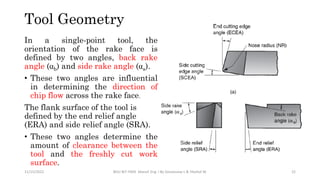
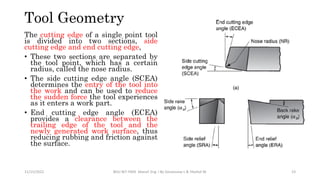
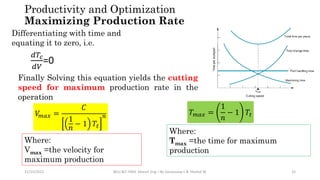
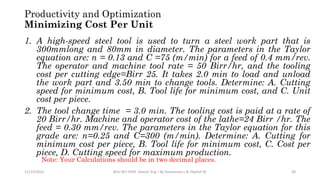
The document discusses traditional machining processes and tooling. It covers topics like turning, milling, and drilling operations; tool motions; tool life and wear; tool materials; tool geometry; machinability; and productivity optimization. Specifically, it describes three modes of tool failure, the factors that influence tool life, tool wear mechanisms, tool material properties, elements of tool geometry, factors that influence machinability, and formulas for optimizing cutting speed for maximum production rate or minimum unit cost.