1. Research Article
Received: 25 August 2009 Revised: 30 September 2009 Accepted: 1 October 2009 Published online in Wiley Interscience:
(www.interscience.wiley.com) DOI 10.1002/jctb.2294
Extraction of alcohol using emulsion liquid
membrane consisting of paraffin oil as an
organic phase and lecithin as a surfactant
B.S. Chanukyaa,b and Navin K. Rastogia,b∗
Abstract
BACKGROUND: This paper reports on the use of a liquid emulsion membrane involving paraffin light oil as membrane phase
and lecithin as surfactant for the extraction of alcohol from anthocyanin extract and simulated pineapple wine.
RESULTS: The extraction of alcohol was found to depend on the many factors such as surfactant concentration, contact time,
stirring speed, stirring time, and ratio of membrane emulsion to feed volume. Results showed that optimum conditions for
maximum alcohol extraction (25%) were lecithin concentration 3%, contact time 20 min, stirring speed 250 rpm and ratio of
membrane emulsion to feed volume 1 : 2. Multistage extraction using this liquid emulsion membrane was found to completely
remove alcohol from anthocyanin extract and from simulated pineapple wine in seven stages and five stages, respectively.
CONCLUSION: This liquid emulsion membrane was found to be a useful method for the extraction of alcohol from aqueous feed.
c 2009 Society of Chemical Industry
Keywords: de-alcoholization; emulsion membrane; surfactant; aqueous phase
INTRODUCTION
Liquid emulsion membranes have been developed into a versatile
technique for a variety of applications involving selective and
controlled transport of biochemicals. They essentially contain
threephases;theinnermost(interior)phaseisusuallyaqueous,the
intermediate phase is an organic solvent (membrane phase) and
the outer (exterior) phase is aqueous. Liquid emulsion membranes
are double emulsion, i.e. water/oil/water (w/o/w) systems or
oil/water/oil (o/w/o) systems. Solute is usually transported inward
through the organic phase, because it is thin and permits selective
transport of molecules.1–4 Transport across the membrane is
driven by the ability of the desired species to partition into the
membrane phase, and its diffusion rate through the membrane.
The driving force is simply the concentration gradient. Depending
upon the type of species to be extracted, selectivity can be
enhanced by incorporating suitable carriers in the membrane.5
A schematic representation of the liquid emulsion membrane is
provided in Fig. 1.
Resistance of the individual globules to coalescence determines
the stability of w/o/w emulsions, the breakdown of which
is described through several possible mechanisms involving
coalescence of the aqueous or oil phase, including swelling or
contraction due to water permeation through the oil membrane
by diffusion.6–10 The role of surfactant is of paramount importance
in such a liquid membrane process. It influences the emulsion
stability: an increase of surfactant concentration results in
improved emulsion stability; however, the transport rate of the
solute (extraction rate) decreases due to the presence of more
surfactant molecules at the reaction site at the aqueous–organic
interface.11
A good number of papers are available in the literature
regarding the extraction of carboxylic acids such as acetic, citric
and lactic acids12–16 as well as amino acids such as troptophan,
lysine,phenylalanineandglutamicacid17–19
using emulsionliquid
membranes. A further advantage of liquid emulsion processes is
the creation of very large surface area to volume ratios.20 The
thickness of the membrane (organic film) is very small, while the
surface area is enormous, resulting in very fast separations.21 A
liquid emulsion membrane system of soybean oil and paraffin
was demonstrated for its use in immobilized cell fermentations of
xylose to xylitol.22 Large interfacial areas can be attained in units
that occupy significantly less floor space and cost significantly less
than traditional solvent extraction columns.4
There is considerable worldwide interest today, for health
reason, in methods for the selective removal of alcohol from
wines with minimum effects on their taste, odor or mouth
feel.23 De-alcoholization of beer has been the subject of study
by many researchers involving many processes such as reverse
osmosis,24–26 osmotic membrane distillation,23 hollow fiber mem-
brane contactor,27 pervaporation,28,29 adsorption on zeolites,30
spinning cone column31,32
and supercritical fluid extraction.33
∗ Correspondenceto: Navin K. Rastogi, Department of FoodEngineering, Central
Food Technological Research Institute, Mysore-570 020, India.
E-mail: nkrastogi@cftri.res.in or nkrastogi@yahoo.com
a Department of Food Engineering, Central Food Technological Research
Institute, Mysore-570 020, India
b Aconstituent laboratory of Council of Scientific and Industrial Research, New
Delhi, India
J Chem Technol Biotechnol (2009) www.soci.org c 2009 Society of Chemical Industry
2. www.soci.org BS Chanukya, NK Rastogi
Exterior phase
(Aqueous alcohol
solution or feed)
Organic membrane phase
(Paraffin oil)
Surfactant
(Lecithin)
Interior phase
(Water)
Figure 1. Schematic representation of liquid emulsion membrane.
Etuk and Murray34 reported the use of liquid membranes for
the production of reduced-alcohol beer. Extraction of natural
colorant such as anthocyanin often involves use of solvents such
as methanol, acetone or ethanol to enhance the efficiency of
extraction. However, the presence of solvent residues in the
colorant limits its application as food colorant.35
The objective of the present work is to study the effect of
surfactant concentration, reaction time, stirring speed, initial
alcohol concentration in the feed, ratio of membrane emulsion
to exterior phase, and volume of exterior phase on the extraction
of alcohol from aqueous feed. Attempts have also been made
to extract alcohol from real systems such as pineapple wine and
aqueous anthocyanin extract.
EXPERIMENTAL
Materials
Lecithin and paraffin liquid light were procured from Himedia,
Mumbai, India. Double distilled water was used as dispersed or
internal aqueous phase. Alcohol (99.9%) of AR grade was obtained
from Hayman Limited, England.
Fresh red cabbage (Brassica oleracea) were purchased from a
local market and washed with water. The cabbage leaves were
cut into pieces and pigment was extracted with 20% alcohol
using a domestic mixer. The extracted pigment was filtered with
muslin cloth and centrifuged at 5000 rpm for 10 min to remove
the suspended particles. The solution containing anthocyanin was
found to have 15% alcohol. Fresh pineapple (Ananas comosus L.
Merryl) was purchased from the local market, the fruit was cut into
pieces after removing the outer skin and juice was extracted with
1 : 1 ratio of fruit : distilled water for 5 min using a domestic mixer.
This was filtered twice with a filter cloth to remove the remaining
pieces of pulp and the juice was centrifuged at 5000 rpm for
10 min. The juice was collected and added to 4% v/v ethanol and
referred to as simulated pineapple wine.
Procedure
The extraction of alcohol from aqueous solution of alcohol
(feed) using liquid emulsion membrane involves emulsification
(preparation of liquid membrane emulsion), extraction (extraction
of alcohol from aqueous feed) and settling (separation of emulsion
and aqueous solution with reduced alcohol). These steps for the
extraction of alcohol are presented in Fig. 2.
Emulsion preparation
3 g of Lecithin was mixed with 97 g of paraffin oil at 1500 rpm
for 15 min using a stirrer (Model RQ-122, Remi Motors Limited,
Interior aqueous
phase (Water)
Emulsification SettlingExtraction
Demulsification
Aqueous solution with
reduced alcohol content
(Rafinate)
Organic membrane
phase (Paraffin oil) +
Surfactant (Lecithin)
Aqueous alcohol solution
(Exterior phase or feed)
Figure 2. Steps in the preparation of liquid emulsion membrane and extraction of alcohol from aqueous feed.
www.interscience.wiley.com/jctb c 2009 Society of Chemical Industry J Chem Technol Biotechnol (2009)
3. Extraction of alcohol using emulsion liquid membrane www.soci.org
India). To this mixture, 60 g of interior phase (water in the present
case) was added drop wise at a low stirring speed of 300 rpm. This
mixture was stirred at 3500 rpm for 120 min in order to prepare a
stable emulsion at room temperature (25 ± 2 ◦
C).
Extraction process
The emulsion was mixed with feed or exterior solution (4% v/v,
aqueous ethanol solution) drop wise and stirred at 250 rpm for
20 min using a magnetic stirrer (Model: DBK Multimag Stirrer, M/s.
ServewellInstrumentsLtd,India).Theratioofemulsiontofeedwas
maintained at 1 : 2.5. During the experiment, the reaction vessel
was covered with aluminum foil to avoid alcohol evaporation.
The mixture was stirred for a certain time and then transferred
to a separating funnel, and after 20 min, phases (emulsion and
feed) were separated. During the contact period, some amount
of alcohol was transferred to the emulsion phase. The clear feed
solution (aqueous alcohol solution) of reduced alcohol content
was collected at the bottom of the funnel. The volume of aqueous
feed solution and alcohol content present in it was estimated
using the following procedure.
Estimation
Alcohol was determined as per the spectrophotometric procedure
detailed by Crowell and Ough36
consisting of dichromate
oxidation, which involves the measurement of the formation
of chromic ions. A measured quantity of potassium dichromate in
sulphuricacidsolutionandwaterwasaddedtoavolumeofsample
distillate, which allowed oxidation to occur. Alcohol content was
determined by measuring the generation of chromic ions formed
by alcohol oxidation, which was measured at 600 nm using a
Spectrophotometer (Model: UV 160A, M/s. Shimadzu, Japan).
Monomeric anthocyanin content
The monomeric anthocyanin content was determined using pH
differential method.37 The anthocyanin content was calculated
using the following equation.
Anthocyanin content(mg L−1
) =
A.M.DF.103
ε.l
(1)
where A = total absorbance= [(Aλ max − A700)at pH 1.0 − (Aλ max −
A700)at pH 4.5], M is the molecular weight of anthocyanin
(449 g mol−1), DF is the dilution factor, ε is the extension coef-
ficient (29,600 L cm−1 mol−1) and l is the path length (1.0 cm). All
the experiments were carried out in triplicate and average values
are reported.
Statistical analysis
Significant difference between means were determined by t-test
(two samples assuming unequal variance) using Microsoft Excel.
The significance of differences was defined at P < 0.05.
RESULTS AND DISCUSSION
In a liquid membrane the barrier is formed by a thin liquid film,
which separates two miscible liquids or gases and which controls
the mass transfer between the two phases. Alcohol from the
fluid phase is transported across the membrane to another phase
(stripping phase) by diffusion in the stripping solution.
Extraction of alcohol from aqueous feed solution using liquid
emulsion membrane is dependent on surfactant concentration,
stirring speed, reaction time, initial alcohol concentration, ratio
of membrane emulsion to exterior phase and volume of exterior
phase. The effect of these parameters is discussed in the following
sections.
Effect of surfactant (lecithin) concentration and reaction time
on percentage alcohol extraction
Surfactant concentration is one of the important factors, which has
a direct bearing on stability and swelling leading to the breakup
of liquid emulsion membranes. The variation of percentage
extraction of alcohol for various lecithin concentrations is shown
in Fig. 3, and was found to increase with increasing lecithin
concentration up to 3% (P ≤ 0.05). Further increase in the
concentration resulted in decrease in percentage extraction (P ≤
0.05). This may be attributed to the fact that at lower surfactant
concentrations (<3%), emulsions break up easily leading to
poor extraction. Whereas, at higher surfactant concentration
(>3%), although the membrane stability increases, mass transfer
resistance also increases due to the presence of more surfactant
at the aqueous–organic phase interface, resulting in less transfer
of alcohol to the internal phase. Thus, alcohol extraction was
reduced. The maximum alcohol extraction (approximately 25%)
was achieved when lecithin concentrations was 3% (Fig. 3).
Maximum alcohol extraction using liquid membranes in the
case of an alcoholic drink was reported to be 16%.34
Increase
in surfactant concentration up to a certain level imparts higher
stability to the membrane because of increased adsorption of
surfactant on the micro-droplet interface. Further increase in
surfactant concentration results in swelling of the membrane
leading to reduction in extraction.5 At the same time, high
surfactant concentration also results in lower interfacial tension at
the macro-droplet surface, which results in more leakage because
of lower surface tension, leading to easier breakage of the macro-
droplets.
It may also be observed from Fig. 3 that the alcohol extraction
at 3% lecithin concentration was reduced by 25% after 20 min
separation, probably due to diffusion of alcohol from the interior
phase to the exterior phase, or membrane rupture due to
prolonged stirring.
Based on the results obtained in these experiments, it was
concluded that 3% lecithin concentration and 20 min reaction
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35
%alcoholextraction
Stirring time (min)
2% Lecithin
3% Lecithin
4% Lecithin
Figure 3. Effect of surfactant (lecithin) concentration and stirring time on
percentage alcohol extraction. The ratio of volume of emulsion to feed
solution was maintained at 1 : 2. The ratio of volume of continuous phase
(oil) to dispersed phase (water) was 1 : 1.67. Aqueous alcohol solution was
taken as a feed solution. Initial alcohol concentration and stirring speed
were 4% w/w and 250 rpm, respectively.
J Chem Technol Biotechnol (2009) c 2009 Society of Chemical Industry www.interscience.wiley.com/jctb
4. www.soci.org BS Chanukya, NK Rastogi
time resulted in maximum extraction (∼25%) of alcohol from
aqueous solution. Hence, further experiments were conducted at
these conditions.
Effect of stirring speed
The stirring speed at which feed and emulsion were mixed was
found to have a profound effect on the extraction of alcohol
from the feed. To establish the effect of stirring speed on alcohol
extraction, the feed and emulsion were mixed at stirring speeds
ranging from 50 to 500 rpm for a fixed time period of 20 min.
The results indicated that increasing stirring speeds up to 200 rpm
resulted in increasing extraction of alcohol, up to 26.5% (P ≤ 0.05).
Further increase in stirring speed from 200 to 400 rpm did not
result in any significant change (P ≤ 0.05) in the extent of
extraction. Beyond 400 rpm, alcohol extraction was found to
reduce significantly (P ≤ 0.05 Fig. 4). This may be attributed
to the fact that increasing stirring speed to 200 rpm results in the
formation of smaller sized emulsion droplets leading to enhanced
surface area for mass transfer. However, stirring speeds >400 rpm
adversely affect the stability of emulsion globules, resulting in
breakage and less percentage extraction of alcohol.11
Effect of membrane emulsion to feed volume ratio
To determine the optimum ratio of membrane emulsion to feed
volume, which can yield higher extraction of alcohol, the ratio
was varied from 1 to 5. The results indicated that the increase in
membrane emulsion to feed volume ratio from 1 to 2 resulted in
increase in extraction of alcohol from 22 to 25% (P ≤ 0.05). Further
increase in this ratio resulted in reduction in the percentage
alcohol extraction (Fig. 5). The increase in membrane emulsion to
feed volume should generally increase the percentage extraction
of alcohol. However, higher ratio requires higher stirring speed
due to the increase in viscosity of the mixture. If the speed is
constant at 250 rpm then it will reduce the alcohol extraction due
to improper mixing of phases because of higher proportion of the
more viscous phase.
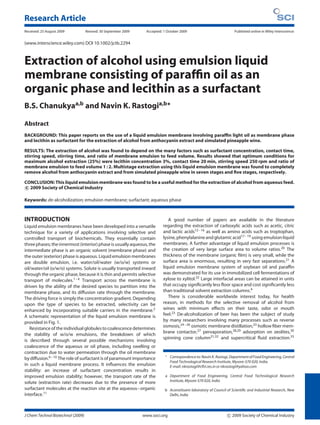
Effect of multiple stage extraction on percentage extraction
of alcohol from anthocyanin extract and pineapple wine
Based on these studies, it was concluded that maximum
alcohol (25%) was extracted from aqueous solution when the
0
10
20
30
40
0 50 100 150 200 250 300 350 400 450 500 550
%alcoholextracted
Stirring Speed
Figure 4. Effect of stirring speed on percentage alcohol extraction. The
ratio of volume of emulsion to feed solution was maintained at 1 : 2. The
concentration of lecithin in oil phase was 3%. The ratio of volume of
continuous phase (oil) to dispersed phase (water) was 1 : 1.67. Aqueous
alcohol solution was taken as a feed solution. Initial alcohol concentration,
contact time and stirring speed were 4% w/w, 20 min and 250 rpm,
respectively.
0
10
20
30
0 6
%alcoholextraction
Ratioofmembraneemulsiontofeedvolume
1 2 3 4 5
Figure 5. Effect of ratio of membrane emulsion to feed volume on
percentage alcohol extraction. The ratio of volume of continuous phase
(oil) to dispersed phase (water) was 1 : 1.67. Aqueous alcohol solution was
taken as a feed solution. Initial alcohol concentration, contact time and
stirring speed were 4% w/w, 20 min and 250 rpm, respectively.
100
120
140
160
180
200
220
240
0
20
40
60
80
100
0 5 8
Anthocyaninconc.(mg/l)
%alcoholextraction
Number of extraction stages
% alcohol extracted
Anthocyanin concentration
(a)
6 71 2 3 4
(b)
Figure 6. Effect of number of stages on the extraction of alcohol
from (a) anthocyanin extract and its effect on anthocyanin content;
(b) simulated pineapple wine and its effect on pH. The ratio of membrane
emulsion to feed volume was maintained at 1 : 2. The ratio of volume of
continuousphase(oil)todispersedphase(water)was1: 1.67.Initialalcohol
concentration (feed solution), contact time and stirring speed were 4%
w/w, 20 min and 250 rpm, respectively.
ratio of membrane emulsion to feed volume was 1 : 2, lecithin
concentration was 3%, contact time was 20 min and stirring
speed was 250 rpm. These optimized conditions were used for
the extraction of alcohol from anthocyanin extract and simulated
pineapple wine using multiple stage extraction (Fig. 6). The
solution containing reduced alcohol content obtained at the
end of first stage extraction was subjected to liquid membrane
www.interscience.wiley.com/jctb c 2009 Society of Chemical Industry J Chem Technol Biotechnol (2009)
5. Extraction of alcohol using emulsion liquid membrane www.soci.org
extraction in the next stage consisting of fresh liquid emulsion
membrane at the optimized conditions, referred to as a multiple
stage extraction.
During extraction of anthocyanin from red cabbage, the extract
contained alcohol and anthocyanin of the order of 15% and
200 mg mL−1, respectively. Figure 6(a) indicates that total alcohol
was removed after seven stages of liquid membrane extraction,
which also resulted in a corresponding loss of anthocyanin
from 200 to 104 mg L−1. Similarly, in the case of pineapple
wine initial alcohol concentration of 4% was reduced to zero
in five stages of extraction, without any significant change in pH
(P ≤ 0.05, Fig. 6(b)). The number of stages of extraction required
for pineapple wine was less than for anthocyanin, probably due to
the lower initial concentration of alcohol in the pineapple wine.
CONCLUSION
Removal of alcohol was successfully achieved from a feed consist-
ing of alcohol in an aqueous feed using liquid emulsion membrane
consisting of lecithin as surfactant and paraffin oil as a membrane
phase. The extraction of alcohol was found to vary depending
upon the lecithin concentration, ratio of membrane emulsion to
feed volume, stirring speed and stirring time. The optimum con-
ditions such as ratio of membrane emulsion to feed volume 1 : 2.0,
lecithin concentration 3%, contact time 20 min and stirring speed
250 rpm resulted in maximum alcohol extraction (∼25%). Liquid
emulsion membrane was found to remove alcohol completely
from anthocyanin extract and simulated pineapple wine.
ACKNOWLEDGEMENTS
The authors thank Dr V. Prakash, Director, CFTRI, Mysore for
encouragement. Authors thank Dr K.S.M.S. Raghavarao, Head,
Department of Food Engineering for valuable suggestions. The
author Chanukya expresses his gratitude and sincere thanks to
Dr P. Nirguna Babu, SIT, Tumkur, for providing an opportunity to
work at CFTRI for M. Tech. project work.
REFERENCES
1 Eyal AM and Bressler E, Separation of carboxylic, amino acids by liquid
membranes. Biotechnol Bioeng 41:287–295 (1992).
2 Gadekar PT, Mukkolath AV and Tiwari KIC, Recovery of nitrophenols
from aqueous solutions by a liquid emulsion membrane system.
Sep Sci Technol 27:427–445 (1992).
3 Pal P, and Datta S and Bhattacharya, Multi-enzyme immobilization in
eco-friendly emulsion liquid membrane reactor – a new approach
to membrane formulation. Sep Purif Technol 27:145–154 (2002).
4 San Roman MF, Bringas E, Ibanez R and Ortiz I, Liquid membrane
technology: fundamentals and review of its applications. J Chem
Technol Biotechnol (In press) (2009). (www.interscience.wiley.com)
DOI 10.1002/jctb.2252.
5 Patnaik PR, Liquid emulsion membranes: principals, problems and
applications in fermentation process. Biotechnol Adv 13:175–208
(1995).
6 Florence AT and Whitehill D, The formulation and stability of multiple
emulsions. Int J Pharmaceut 11:277–308 (1982).
7 Hou W and Papadopoulos KD, Stability of water-in-oil-in-water type
globules. Chem Eng Sci 51:5043–5051 (1996).
8 Bandyopadhyaya R, Bhowal A, Datta S and Sanyal SK, A new model
of batch extraction in emulsion liquid membrane: simulation
of globule–globule interaction and leakage. Chem Eng Sci
53:2799–2807 (1998).
9 Wan YandZhang X,SwellingdeterminationofW/O/Wemulsionliquid
membranes. J Membr Sci 196:185–201 (2002).
10 Zihao W, Yuanli J and Jufu F, The entrainment swelling of emulsion
duringlactic acid extraction by LSMs.JMembrSci 109:25–34(1996).
11 Das C,Rungta M,Arya G,Gupta SDandDe S,Removalofdyesandtheir
mixtures from aqueous solution using liquid emulsion membrane.
J Hazard Mater 159:365–371 (2008).
12 Schafer A and Hossain MM, Liquid membrane for separation and
production of organic acids from fruit juice. Food Aust 48:75–80
(1996).
13 Yuanli J, Fuan W, Hyunb KD and Sook LM, Modeling of the permeation
swelling of emulsion during lactic acid extraction by liquid
surfactant membranes. J Membr Sci 191:215–223 (2001).
14 Yordanov B and Boyadzhiev L, Pertraction of citric acid by means of
emulsion liquid membranes. J Membr Sci 238:191–197 (2004).
15 Manzak A and Tutkun O, Extraction of citric acid through an emulsion
liquid membrane containing Aliquat 336 as carrier. Sep Sci Technol
39:2497–2512 (2005).
16 Park SW, Choi BS, Kim SS and Lee JW, Facilitated transport of organic
acid through a supported liquid membrane with a carrier.
Desalination 193:304–312 (2006).
17 Boyadzhie L and Atanassova I, Recovery of L-Lysine from dilute water
solutions by liquid pertraction. Biotechnol Bioeng 38:1059–1064
(1991).
18 Dzygiel P and Wieczorek P, Extraction of amino acids with emulsion
liquid membranes using industrial surfactants and lecithin as
stabilizers. J Membr Sci 172:223–232 (2000).
19 Bayraktar E, Response surface optimization of the separation of DL
tryptophan using an emulsion liquid membrane. Process Biochem
37:169–175 (2001).
20 Kentish SE and Stevens GW, Innovations in separations technology
for the recycling and re-use of liquid waste streams. Chem Eng J
84:149–159 (2001).
21 Pabby A,Rizhi SHSandSastre AM,HandbookofMembraneSeparations.
Chemical, Pharmaceutical, Food and Biotechnological Applications.
CRC Press, New York (2009).
22 Sirisansaneeyakul S, Chainoy R, Vanichsriratana W, Srinophakun T
and Chisti Y, Xylitol production by liquid emulsion membrane
encapsulated yeast cells. J Chem Technol Biotechnol 84:1218–1228
(2009).
23 Varavuth S, Jiraratananon R and Atchariyawut S, Experimental study
on dealcoholization of wine by osmotic distillation process. Sep
Purif Technol 66:313–321 (2009).
24 Pilipovik MV and Riverol C, Assessing dealcoholization systems based
on reverse osmosis. J Food Eng 68:437–441 (2005).
25 Catarino M, Mendes A, Madeira L, and Ferreira A, Beer dealcoholiza-
tion by reverse osmosis. Desal 200:397–399 (2006).
26 Labanda J, Vichi S, Llorens J and Lopez-Tamames E, Membrane
separation technology for the reduction of alcoholic degree of
a white model wine. Lebnsm Wiss Technol 42:1390–1395 (2009).
27 Diban N, Athes V, Bes M and Souchon I, Ethanol and aroma
compounds transfer study for partial dealcoholization of wine
using membrane contactor. J Membr Sci 311:136–146 (2008).
28 Tan S, Li L, Xiao Z, Wu Y and Zhang Z, Pervaporation of alcoholic
beverages – the coupling effects between ethanol and aroma
compounds. J Membr Sci 264:129–136 (2005).
29 Takacs L, Vatai G and Korany K, Production of alcohol free wine by
pervaporation. J Food Eng 78:118–125 (2007).
30 Anglerot D, Process of making alcohol-free beer and beer aroma
concentrates. US Patent No. 5,308,631 (1994).
31 Makarytchev SV, Languish TAG and Fletcher DF, Mass transfer analysis
of spinning cone columns using CFD. ChemEngResDes 82:752–761
(2004).
32 Sykes SJ, Casimir DJ and Prince RGH, Recent advances in spinning
cone technology. Food Aust 44:462–464 (1992).
33 Medina I and Martinez JL, Dealcoholisation of cider by supercritical
extractionwithcarbondioxide.JChemTechnolBiotechnol 68:14–18
(1997).
34 Etuk BR and Murray KR, Liquid membranes for alcohol reduced beer
production. Process Biochem 25:24–32 (1990).
35 Patil G, Madhusudhan MC, Babu BR and Raghavarao KSMS, Extraction,
dealcoholization, concentration of anthocyanin from red radish.
Chem Eng Process 48:364–369 (2009).
36 Crowell E and Ough CS, A modified procedure for alcohol
determination by dichromate oxidation method. Am J Enology
Vitriculture 30:61–63 (1979).
37 Wrolstad RE, Acree TE, Decker EA, Reid DS, Schawartz SJ, Shoe-
maker CF, et al, Handbook of Food Analytical Chemistry- Pigments,
Colorants, Flavor, Texture, and Bioactive Components. Wiley Inter-
science Publications, New Jersey (2005).
J Chem Technol Biotechnol (2009) c 2009 Society of Chemical Industry www.interscience.wiley.com/jctb