2. BRICKS:
• Composition of good brick earth
• Harmful ingredients in brick earth
• Classification of brick earth
• Manufacture of bricks
• Comparison between clamp burning & kiln burning
• Quality of good bricks
• Test for bricks
• Classification of bricks
• Colours of bricks
• Size and weight of bricks
• Shape of bricks
• Fire-clays
• Fire-bricks
• Sand-lime or calcium silicate bricks
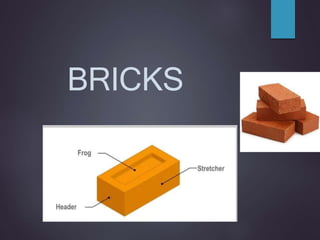
3. BRICKS
Bricks are defined as artificially moulded clay blocks
with mass of natural clay with uniform size and shape.
Bricks are moulded in rectangular shape of suitable
size.
Bricks are suitably dried and burnt to gain strength,
durability etc.., to make them useful for construction
works.
4. Uses of bricks
Construction of walls
Floors
Retaining walls
Arches
Columns
Chimneys
Other ornamental works…
5. COMPOSITION OFGOOD BRICK
EARTH
As per IS 2117& 1991 the clay or mixture of clay selected
should preferably confirm to the following chemical
composition for good results.
• Clay or Alumina: 20 to 30% by weight. It absorbs water and
renders clay plastic. Excess alumina produces cracks on
drying.
• Silt: 20 to 35% by weight. It supports the sharp edges of
bricks and helps to remain constant during drying and
burning of bricks.
6. • Silica: 30 to 50% by weight. It retains its shape and imparts
durability and prevents cracking.
• Excess of silica makes the bricks brittle and weak on burning.
• The total content of clay and silt may preferably be not less than
50 percent by mass.
Other ingredients are 1-2% by weight.
• Lime (CaCO3): It prevents shrinkage on drying and makes the
brick hard.
• Excess lime causes the brick to melt and hence its shape will be
lost.
7. • Ferric Oxide: It gives good red color strength and
durability and improves impermeability.
• Magnesia: It effects the color and decreases shrinkage.
excess quantity leads to decay of bricks.
• Manganese : Excess presence of manganese makes the
brick darker.
• Sodium Potassium: Little excess of these ingredients
decolours the brick.
8. HARMFULINGREDIENTS IN BRICK
EARTH
Lime-changes shape
Iron pyrites-split into pieces
Alkaline salts-melts
Lumps and pebbles-appearance
Vegetation and organic matter-voids
Salty water-patches
9. REQUIREMENTS OFGOOD BRICK
EARTH
It should have required proportion of clay, sand
and other ingredients.
It must be free from pebbles and lumps and
other organic matter.
It should be free from harmful ingredients like
lime, alkaline salts, iron pyrites etc..,
It should be homogeneous on through mixing.
It should be free from lumps of lime and other
impurities.
It should not allow more shrinkage and cracks.
10. Classification of brickearth
Loamy, mild or sandy clay.
Marls, chalky or Calcareous clay.
Plastic, Strong or Pure clay.
11. Loamy, mild orsandy clay:
The type of earth consist of
considerable amount of free silica
adding to alumina.
The presence of sand helps in such
clay helps to fuse sand and thereby to
increase hardness of brick.
12. Marls, chalky or Calcareousclay:
This clay consists of considerable
amount of chalk in addition to
aluminum and silica, such clay
generally makes good bricks.
But to avoid undesirable effects of
excess lime, the sand is sometimes
added to such clay.
13. Plastic, Strong or Pureclay:
This clay consists of alumina and silica and it is
sometimes referred to as strong clay or fat clay.
The raw bricks will crack, shrink and wrap during
drying if pure clay alone is used In making of
bricks.
Hence such clay is corrected by the addition of
sand and ash. the sand prevents shrinkage and the
ash provides lime to act as flux.
16. I. Preparation of brickearth:
• Selection of site and unsoiling.
• Digging.
• Cleaning.
• Weathering.
• Blending.
• Tempering.
17. SELECTION OF SITE AND UNSOILING:
The top layer upto 20cm of the soil is taken out. This is
because the clay in the top layer is full of impurities.
DIGGING:
The clay is then dug from the ground. The clay which is dug
out is spread on a ground level, just little deeper than general
ground level. The height of the heap of the clay is about 60-
120cm.
CLEANING:
The clay should be made clean from pebbles, stones and
vegetable matter. if these particles are in excess the clay
should be washed and screened, which is considered to be
uneconomical.
18. WEATHERING:
The softening of clay is done by exposing it in the
atmosphere. The period of exposure varies from weeks to full
seasons.
BLENDING:
The weathered soil is then loosened and deposited in heaps.
The ingredients of the heap are checked to the standards.
If any ingredients required, it should be placed in layers on the
heap and blended.
Blending is the process of mixing up of all ingredients to form
homogeneity.
19. TEMPERING:
In this stage the clay is brought to a proper degree of
hardness and is made fit for moulding.
Water in required quantity is added and the whole mass is
mixed so as to form a mass of uniform character.
A large scale tempering is usually done in a pug mill.
The process of grinding clay with water and making it
plastic is known as “Pugging”.
20.
21. II. Moulding of bricks
Mouldingis the process of makingrectangular shaped
unitsforproperlytemperedclay.
1. Hand moulding.
(i) Ground moulding.
(ii) Table moulding .
2. Machine moulding.
(i) Dry press method.
(ii) Plastic method.
24. (i) GroundMoulding:
In this method the ground is first leveled and fine
sand is sprinkled over it.
The mould is dipped in water and placed over the
ground. The clay is pressed in the mould in such a
way that it fills all the concerns of the mould.
Any surplus earth from the top of the mould is
removed using cutting wire or metal.
Such bricks do not have frog.
25.
26. (ii) TableMoulding:
The process of operations are carried out on a
specially designed moulding table. the clay , the
mould, water pots, stock board, etc are placed on
this table.
The bricks are moulded similar to the ground
moulding on the table. the cost of brick increase
when table moulding is adopted.
Stock boards have the projections for
forming the frog.
27.
28. 2. Machine Moulding:
The moulding can also be achieved by using machines.
It is quiet economical when bricks are produced in huge
amount.
This moulding is classified into two categories.
(i) Plastic clay machines.
(ii) Dry clay machines.
This machine mould bricks have regular size , shape ,
edges and corners .They are heavier and stronger than
hand moulded bricks.
29. (i) Plastic clay machines:
• This machines contain an opening in rectangular shape
and when we place the tempered clay in to this
machine it will come out through this opening.
• Now, the rectangular strips coming out the opening
are cut by wires to get required thickness of brick.
• So, these are also called wire cut bricks.
31. (ii) Dry claymachines:
Dry clay machines are more time saving machines.
We can put the blended clay into these machines directly
without tempering. Means tempering is also done in
this machine by adding some water.
When the required stiffness is obtained the clay is
placed in mold and pressed hard and well-shaped bricks
are delivered.
These are called pressed bricks and these do not require
drying they may directly sent to burning process.
33. III. Drying:
The object of drying bricks is to remove the moisture
to control shrinkage and to save both fuel and time
during burning.
Drying is essentially evaporation of moisture either in
a normal atmosphere or with controlled humidity and
temperature.
Drying is slow, otherwise cracks may develop on its
surface. The process is usually take a number of days
(3 to 10 days).
35. Natural drying
The main advantage of natural drying over artificial
drying is the saving of fuel.
Drying is usually done by placing the bricks in sheds
with open sides so as to ensure free circulation of air
and protection from bad weather and rains.
The bricks are allowed to dry till they are left with 5
to 7 percent moisture content.
36.
37. Artificial drying
When the bricks are to be dried rapidly on a large
scale , artificial drying is adopted.
The temperature is usually less than 120 degree C
i. Tunnel drier.
ii. Hot floor drier.
38. Tunnel drier:
In the tunnel dryer , the bricks are filled, dried and emptied
in rotation.
The tunnel dryers are economical .
where bricks are put on rolled boards,The boards are
passed through heated tunnels, and when dry are carried
direct to the kiln.
Hot floor drier:
In this floor is heated by a system of flues passing under
it, from furnaces at one end to stack at the other end.
In the hot floor drier the loading of bricks is done at one end
and they are taken out at other end.
39.
40. IV. Burning of Bricks:
In the process of burning, the dried bricks are burned either in
clamps (small scale) or kilns (large scale) up to certain degree
temperature.
In this stage, the bricks will gain hardness and strength so it is
important stage in manufacturing of bricks.
The temperature required for burning is about 1100oC.
If they burnt beyond this limit they will be brittle and easy to
break.
If they are not burnt under this limit, they will not gain full
strength and there is a chance to absorb moisture from the
atmosphere.
41. Clamp Burning
The bricks and fuel are placed in alternate layers.
The amount of fuel is reduced successively in the top layers.
Each brick tier consists of 4–5 layers of bricks.
Some space is left between bricks for free circulation of hot
gases.
After 30 per cent loading of the clamp, the fuel in the lowest
layer is fired and the remaining loading of bricks and fuel is
carried out hurriedly.
42. The top and sides of the clamp are plastered with mud.
Then a coat of cow dung is given, which prevents the escape of
heat.
The production of bricks is 2–3 lakhs and the process is
completed in six months.
This process yields about 60 per cent first class bricks.
44. Kiln Burning - IntermittentKiln:
The example of this type of an over ground, rectangular
kiln is shown in Fig.
After loading the kiln, it is fired, cooled and unloaded
and then the next loading is done.
Since the walls and sides get cooled during reloading and
are to be heated again during next firing, there is wastage
of fuel.
45.
46. Continuous Kiln
The examplesof continuous kiln are Hoffman’s
kiln and Bull’s trench kiln.
In a continuous kiln, bricks are stacked in various
chambers where undergo different treatments at the
same time.
When the bricks in one of the chambers is fired, the
bricks in the next set of chambers are dried and
preheated while bricks in the other set of chambers are
loaded and in the last are cooled.
49. QUALITY OFGOOD BRICKS
Colour
Size and Shape
Texture
Hardness
Soundness
Durability
Porosity
Crushing Strength
Presence of soluble salts
Resistance to fire
Brick earth
50. Colour:
• Good brick should be well burnt and should have
uniform copper colour.
• Over burnt and under burnt bricks losses
uniformity of colour on its surface and its strength.
• Good quality bricks should always be of uniform
colour throughout.
51. Size and Shape:
The bricks should have uniform size and plane,
rectangular surfaces with parallel sides and sharp
straight edges.
52. Texture: The surfaces should not be too smooth to
cause slipping of mortar. The brick should have
precompact and uniform texture. A fractured surface
should not show fissures, holes grits or lumps of lime.
Hardness: The brick should be so hard that when
scratched by a finger nail no impression is made.
Soundness: When two bricks are struck together, a
metallic sound should be produced.
53. Durability: The good bricks should be able to resist, the
effects of weathering agencies like wind, rain,
temperature variations etc.
Porosity: Water Absorption should not exceed 20 per
cent of its dry weight when kept immersed in water for
24 hours.
Crushing Strength: Crushing strength should not be
less than 10 N/mm2. The bricks should not break into
pieces, when dropped from the height of one meter.
54. Presence of soluble salts: Soluble salts, if present in
bricks, will cause efflorescence on the surface of the
bricks.
The bricks, when soaked in water for 24 hours, should
not show deposits of white salt when allowed to dry in
shade.
55. Resistance tofire: The good bricks have to
resist temperature upto 12200C.
Brick earth: Brick earth should be free from
stones, kankars, organic matter etc.
56. TESTING OF BRICKS
The following laboratory tests may be conducted on
the bricks to find their suitability:
(i) Crushing strength (IS: 3495 Part I)
(ii) Water Absorption (IS: 3495 Part II)
(iii) Efflorescence (IS: 3495 Part III)
(iv) Warpage test (IS: 3495 Part IV)
57. TESTING OF BRICKS
(i) Crushing Strength:
The brick specimen are immersed in water for 24 hours. The
frog of the brick is filled flush with 1:3 cement mortar and the
specimen is stored in damp jute bag for 24 hours and then
immersed in clean water for 24 hours.
The specimen is placed in compression testing machine with 6
mm plywood on top and bottom of it to get uniform load on the
specimen.
Then load is applied axially at a uniform rate of 14 N/mm2 . The
crushing load is noted.
Then the crushing strength is the ratio of crushing load to the
area of brick loaded. Average of five specimen is taken as the
crushing strength.
58.
59. TESTING OF BRICKS
(ii) Water Absorption Test:
Brick specimens are weighed dry. Then they are immersed in
water for a period of 24 hours.
The specimen are taken out and wiped with cloth.
The weight of each specimen in wet condition is determined.
The difference in weight indicate the water absorbed.
Then the percentage absorption is the ratio of water absorbed to
dry weight multiplied by 100.
The average of five specimen is taken. This value should not
exceed 20 per cent.
60.
61. TESTING OF BRICKS
(iii) Efflorescence Test:
The presence of alkalis in brick is not desirable because they
form patches of grey powder by absorbing moisture.
Hence to determine the presence of alkalis this test is performed
as explained below:
Place the brick specimen in a glass dish containing water to a
depth of 25 mm in a well ventilated room.
After all the water is absorbed or evaporated again add water for
a depth of 25 mm. After second evaporation observe the bricks
for white/grey patches.
62.
63. TESTING OF BRICKS
The observation is reported as ‘Nil’, ‘Slight’, ‘Moderate’, ‘Heavy’ or
‘Serious’ to mean
(a) Nil: No patches
(b) Slight: 10% of area covered with deposits
(c) Moderate: 10 to 50% area covered with deposit but unaccompanied
by flaking of the surface.
(d) Heavy: More than 50 per cent area covered with deposits but
unaccompanied by flaking of the surface.
(e) Serious: Heavy deposits of salt accompanied by flaking of the
surface.
64.
65. TESTING OF BRICKS
(iv) Warpage Test:
Bricks with parallel and plain surfaces are desirable to keep the
mortar consumption a minimum when placed in masonry.
It is measured with the help of flat steel or glass surface and
measuring ruler graduated in 0.5mm divisions or wedge of steel
60 x 15 x 15 mm.
66. TESTING OF BRICKS
While preparing the estimates, standard sizes of the bricks are
considered and number of bricks to be used in the structure
are estimated.
If the dimensions of the brick will have deviations more than
permitted, the estimated cost of construction may vary.
To check it, 20 bricks are selected at random and they are
stacked along the length, along the width and then along the
height.
Dimension Test (IS 1077)
67.
68. FIELD TESTING OF BRICKS
The following field tests help in ascertaining the good
quality bricks:
i. Uniformity in size
ii. Uniformity in colour
iii. Structure
iv. Hardness test
v. Sound test
69. TESTING OF BRICKS
Uniformity in size: A good brick should have rectangular plane
surface and uniform in size. This check is made in the field by
observation.
Uniformity in colour: A good brick will be having uniform
colour throughout. This observation may be made before
purchasing the brick.
Structure: A few bricks may be broken in the field and their
cross-section observed. The section should be homogeneous,
compact and free from defects such as holes and lumps.
70.
71. TESTING OF BRICKS
Hardness test: For this a simple field test is scratch the brick
with nail. If no impression is marked on the surface, the brick is
sufficiently hard.
Sound Test: If two bricks are struck with each other they
should produce clear ringing sound. The sound should not be
dull.
72.
73. CLASSIFICATION OFBRICKS
Classification of clay bricks based on field
practice
Classification of clay bricks based on
strength
Classification of bricks based on shape
Classification of bricks based on their usage
Classification of bricks based on finish
Classification of bricks based on
manufacturing
Classification of bricks based on burning
74. Classification of clay bricks based on
field practice
a. First Class Bricks:
b. Second Class Bricks:
c. Third Class Bricks:
d. Fourth Class Bricks:
75. a. First ClassBricks:
These are thoroughly burnt and are of deep red,
cherry or copper colour.
The surface should be smooth and rectangular, with
parallel, sharp and straight edges and square corners.
These should be free from flaws, cracks and stones.
These should have uniform texture.
No impression should be left on the brick when a
scratch is made by a finger nail.
The fractured surface of the brick should not show
lumps of lime.
76. A metallic or ringing sound should come
when two bricks are struck against each other.
Water absorption should be 12–15% of its dry
weight when immersed in cold water for 24
hours.
The crushing strength of the brick should not be
less than 10 N/mm2.
Uses: First class bricks are recommended for
pointing, exposed face work in masonry
structures, flooring and reinforced brick work.
77. b. Second ClassBricks:
These are supposed to have the same requirements as the
first class ones except that small cracks and distortions
are permitted.
A little higher water absorption of about 16–20% of its dry
weight is allowed.
The crushing strength should not be less than 7.0 N/mm2.
Uses: Second class are recommended for all important or
unimportant hidden masonry works and centring of
reinforced brick and reinforced cement concrete (RCC)
structures.
78. c. Third ClassBricks:
These bricks are under burnt.
They are soft and light-colored.
They produce a dull sound when struck against each
other.
Water absorption is about 25 per cent of dry weight.
Uses: It is used for building temporary structures.
79. d. Fourth ClassBricks:
These bricks are over burnt.
Badly distorted in size and shape.
Brittle in nature.
Uses: The ballast of such bricks is used for
foundation and floors in lime concrete and road
metal.
80. Classificationof claybricksbased on strength
a. Heavy duty bricks:
The burnt clay bricks having compressive strength more than
40.0 N/mm2 are known as heavy duty bricks.
Uses: For masonry items in heavy structure like bridges
foundations for industrial buildings.
b. Light duty bricks:
The burnt clay bricks having compressive strength less than
40.0 N/mm2 are known light duty bricks.
Uses: Less importance works, compound walls etc.
81. Classificationof bricks based on shape
Subclass ‘A’ bricks: These bricks should have
smooth rectangular faces with sharp corners and
uniform colour.
Subclass ‘B’ bricks: These bricks have slight
distorted and round edges.
82. Classificationof bricksbased on theirusage
a. Common Bricks:
This is a general multi-purpose unit manufactured
economically without special reference to
appearance.
Uses: used for filling, backing and in walls where
appearance is negligible.
b. Facing Bricks:
These are made primarily with a view to have good
appearance, either of colour or texture or both.
Uses: used in fronts of building walls
83.
84. c. Engineering Bricks:
• These are strong, impermeable, smooth, table
moulded, hard and confirms to defined limits of
absorption and strength.
• Uses: Used for all load bearing structures.
85. Classificationof bricksbased on finish
a. Rustic Bricks
Rustic bricks are mechanically textured finish and
varying pattern.
b. Sand faced bricks
Sand faced bricks has texture surface made by
sprinkling by sand inside the mould.
86. Classification of bricks basedon
manufacturing
A. Hand moulded bricks:
These bricks are moulded by hand
B. Machine moulded bricks:
These bricks are moulded by Machine.
i. Wire cut bricks.
ii. Pressed bricks.
87. Classification of bricks based on burning
A. Pale bricks:
These bricks are unburnt.
B. Body bricks:
These bricks are well burnt occupying central position
of the kiln.
C. Arch bricks:
These bricks are over burnt also known as clinker
bricks.
88.
89. SIZEAND WEIGHTOFBRICKS
In India, standard brick size is 190 mm x 90 mm x 90 mm as
per the recommendation of BIS.
With mortar thickness, the dimension of the brick becomes
200 mm x 100 mm x 100 mm which is also known as the
nominal size of the modular brick.
The permissible tolerance as stated in code (IS:1077) are
The weight of standard brick shall be of around 3 kg.
Dimension (mm) Tolerance (mm)
190 +3mm
90 +2mm
90 +2mm
90.
91. COLOURS OF BRICKS
The colours of bricks depends upon the following
factors.
1. Degree of dryness achieved before burning.
2. Natural colour of raw materials.
3. Due to its chemical composition.
4. Nature of sand used for moulding operations.
5. Quality of fuel used for burning.
6. Quantity of air admitted to the kiln during
burning.
7. Temperature at which the bricks are burnt.
92. Ex : Pink bricks are the result of a high iron
content.
White or yellow bricks have a higher lime
content.
As the temperature is increased the colour moves
through dark red, purple, and then to brown or
grey at around 1300 °C
93.
94. SHAPE OFBRICKS
Bullnose brick: A brick moulded with a rounded
angle is termed as a bullnose.
This type of brick is used for a rounded quoin.
A connection which is formed when a wall takes a
turn is known as quoin.
95. Channel bricks: These types of bricks are moulded
to the shape of a gutter or a channel and they are
often glazed. These bricks are used to function as
drains.
96. Coping Bricks:
Coping bricks are used where the coping is to be
provided. The shapes of brick can be chamfered,
half round or saddle-back.
Uses: Coping bricks are used as topmost
direction on parapets.
97. Hollow Bricks:
Hollow bricks are also known as the cellular or cavity
bricks.
They are made up of special homogeneous clay. Hollow
bricks are light in weight.
Uses: Hollow bricks are used in the partition wall.
98. Paving Bricks:
Paving bricks are made up of clay with a higher
percentage of iron. Such bricks resist better the
abrasive action of traffic.
Uses: Paving bricks are most commonly used for
street pavements, garden walks, stable floors, etc.
99. Perforated Bricks:
Perforated bricks have cylindrical holes throughout their
thickness.
These bricks are light in weight and require less quantity
of clay for their preparation.
Uses: Perforated bricks are used in panel of lightweight
structures and multi storeyed framed structures.