
Recommended
More Related Content
What's hot
What's hot (20)
Similar to лекція 1 наукові основи-цукор (1)
Similar to лекція 1 наукові основи-цукор (1) (6)
More from shulga_sa
лекція 1 наукові основи-цукор (1)
- 1. ТЕХНОЛОГІЧНІ ПРИНЦИПИ РАЦІОНАЛЬНОЇ ТЕХНОЛОГІЇ ЦУКРУ 1. Принцип найкращого використання сировини В цукровій промисловості вартість сировини (цукрових буряків) складає значну частину собівартості готової продукції. Тому найбільш раціональне використання сировини є одним з основних шляхів зниження собівартості готової продукції. Технологічні якості цукрових буряків — це комплекс біологічних, хімічних і фізичних властивостей, що обумовлюють особливості проведення технологічних процесів, характер і розміри втрат цукрози, вихід і якість цукру, а в кінцевому рахунку — величину коефіцієнта вилучення цукрози із заготовленої і переробленої сировини. Хімічний склад цукрових буряків: вміст цукрози, редукувальних, азотистих, зольних речовин, органічних кислот, речовин колоїдної дисперсності (високомолекулярних сполук) і загалом чистота клітинного соку, фізичний стан сировини (забрудненість землею, зв’язаною гичкою, вільними домішками, механічні пошкодження коренеплодів) дуже впливають на умови перероблення і кінцеві результати. Виконання продуктового розрахунку (як першого етапу аналізу ефективності обраної технологічної схеми) дозволяє найбільше наблизитись до реальних умов технології, оскільки при цьому враховуються втрати на всіх етапах, є можливість оцінити ступінь використання сировини, а також визначити найбільш ефективні етапи. Основні критерії якості сировини для бурякоцукрового виробництва — це високий вміст цільового компонента (цукрози), мінімальний вміст нецукрозних домішок, відсутність пошкоджень коренеплодів та інших дефектів, які приведуть до значних втрат при зберіганні і погіршення якості продукції. Величина вмісту цукрози в сировині визначає майбутній вихід із маси перероблених буряків. Так при переробленні двох партій буряків з цукристістю 18,0 і 14,0 % в першому варіанті отримуємо у 1,5 рази більше цукру, ніж у другому. Важливим критерієм якості сировини є також чистота клітинного та дифузійного соків, яка є кількісною характеристикою вмісту нецукрів і дуже впливає на технологічні та економічні показники виробництва цукру. Проаналізуємо результати перероблення двох партій буряків з однаковою цукристістю(Дг = 17,0 %), але з різною чистотою дифузійних соків: у першому варіанті — Ч1= 90,0 %, а в другому Ч2= 85 %. При однакових умовах очищення цих дифузійних соків (з загальним ефектом очищення ЕЗ= 33,0 %) отримаємо для них такі порівняльні технологічні показники: 1) розрахункові виходи цукрози: В1= 14,2 % і В2= 13,0 % до маси буряків; 2) розрахункові коефіцієнти заводу: К1= 83,5% і К2= 76,5 % до маси введеної цукрози; 3) витрати буряків на виробництво 1 т цукру: А1= 7,0 т і А2= 7,7 т. Таким чином, для одержання максимального виходу цукрози треба переробляти буряки з найвищою цукристістю при низькому вмісту нецукрів у клітинному та дифузійному соках. Загальний вміст нецукрів дифузійного соку(у % до маси соку) дорівнює різниці вмісту сухих речовин і цукрози: Нц=СР–Цк, і буде в першу чергу визначати загальний вміст нецукрів в очищеному соку і сиропі. Оскільки доля видалених нецукрів (так званий ефект очищення соку) в сучасній технології коливається в
- 2. межах 25...35 %, тому безумовно буде більше залишкових нецукрів в соку ІІ сатурації, отриманому із дифузійного соку з більшим вмістом розчинних нецукрів. Виходячи із цього, загальні витрати вапна на очищення дифузійного соку доцільно нормувати пропорційно вмісту розчинних нецукрів у ньому з наступним перерахунком до маси буряків. При переробленні буряків з приблизно однаковою цукристістю, але з різною чистотою одержаного дифузійного соку, витрати сировини на 1 т виробленого цукру зростають із зниженням чистоти дифузійного соку. Проведений аналіз показує, що цукровим заводам дуже невигідно брати для перероблення низькоцукристі буряки із пониженою чистотою клітинного соку, оскільки, по-перше, для випуску 1 т цукру треба переробляти більшу масову кількість буряків, витрачаючи при цьому додаткові матеріальні, енергетичні та трудові ресурси і, по-друге, потрібно витрачати значно більше вапна до маси введених з соком додаткових нецукрів, щоб досягнути підвищених ефектів очищення дифузійного соку — все це приводить до підвищення собівартості продукції. Буряки з низькою чистотою клітинного і одержаного з них дифузійного соку мають більший вміст шкідливих нецукрів, які в процесах очищення соку не видаляються і накопичуються в мелясі, збільшуючи втрати цукрози з нею. В зв’язку з тим, що цукровим заводам приходиться переробляти сировину різної якості, то підвищення ефективності раціонального використання цукрових буряків можна забезпечити лише шляхом удосконалення основних технологічних процесів їх перероблення і впровадження прогресивного обладнання. При цьому актуальним є вирішення проблем інтенсифікації та підвищення ефективності процесів: 1) екстрагування цукрози із бурякової стружки, оскільки цей процес є одним із найбільш енергоємних і характеризується значними втратами цукрози; 2) очищення дифузійного соку для забезпечення максимального ефекту очищення при раціональних витратах вапна; 3) уварювання утфелів і кристалізації цукрози, як завершального етапу виробництва, від якого великою мірою залежить зниження втрат цукрози та якість готової продукції. Порівняння технологічної ефективності роботи заводів лише за величинами отриманих виходів цукрози у % до маси буряків буде неповним без врахування цукристості перероблених буряків. Найбільш коректно результативність роботи заводів можна оцінювати за порівнянням таких універсальних показників як коефіцієнт заводу (відношення виходу до середньої цукристості буряків при їх переробці) та коефіцієнт виробництва (відношення виходу до середньої цукристості заготовлених буряків). Прикладом високоефективного цукрового виробництва може служити цукрова промисловість Франції, що нині є найбільш результативною у світі: при щорічній середній урожайності буряків 600...700 ц/га, цукристості буряків біля 17,0 %, чистоті клітинного соку 88,0 % — виробіток цукрози з 1 га посівів буряків складає приблизно 9,5 т. Причому збільшення випуску цукру здійснюється за рахунок збільшення виробітку цукрози з 1 га бурякових плантацій в результаті підвищення урожайності і покращення якісних показників буряків. Цукрова промисловість України має потенційні можливості для гарантованого щорічного виробництва цукру на рівні 4,0...4,5 млн.т за умови підвищення урожайності буряків до 350...400 ц/га при цукристості 17,0...17,5 % і чистоті клітинного соку 88,0 %.
- 3. До того ж, значення цукрових буряків не обмежуються лише виробництвом з них цукру. При переробці буряків одержують багато інших продуктів: мелясу, яка використовується для виробництва етилового спирту, комбікормів, гліцерину, дріжджів, лимонної кислоти та інших речовин для харчової та хімічної промисловості;жом та гичку — як корм для тварин; відокремлений сатураційний осад — як добриво та ін. Таким чином, цукрові буряки є не тільки цінною технічною, а й кормовою культурою, унікальною за своїм призначенням, всі частини якої використовуються людиною і тваринами, а переробка коренеплодів є майже безвідходним виробництвом. 2. Принцип досягнення максимальної швидкості технологічних процесів Однією із основних задач технології є використання всіх засобів для збільшення швидкості технологічних процесів, відповідного підвищення продуктивності апаратів і зменшення їх розмірів. Більшість хімічних реакцій в технології бурякоцукрового виробництва протікає з участю речовин, що знаходяться в різних фазах, тобто протікають в гетерогенних (неоднорідних) двох- чи трьохфазних системах. Незважаючи на специфічні відмінності між гетерогенними системами, всі вони об’єднуються одним загальним признаком: перш ніж має відбутись хімічна реакція, повинен здійснитись масоперенос реагентів у зону реакції в рідкій фазі. В гомогенних (однорідних) системах, в яких всі реагуючі речовини знаходяться в одній фазі, хімічні реакції відбуваються звичайно швидше, ніж в гетерогенних, а механізм всього технологічного процесу простіший і, відповідно, управління процесом легше, тому необхідно прагнути (де це можливо) до гомогенних процесів, тобто переводити тверді реагуючі речовини в рідкий стан, а також добиватись розчинення газів у рідкій фазі в результаті абсорбції. Хіміко-технологічний процес, як правило, складається із таких взаємозв’язаних стадій: 1) підведення реагуючих компонентів у зону реакції (молекулярною та конвективною дифузією); 2) сукупність хімічних реакцій; 3) відведення із зони реакції одержаних продуктів (молекулярною та конвективною дифузією). Загальну ж швидкість технологічного процесу може лімітувати швидкість одного із трьох названих вище складових стадій, що протікає повільніше інших. Причому, якщо ми хочемо впливати на будь-який технологічний процес, то цей вплив треба зосереджувати якраз на лімітуючу стадію, як на саме вузьке місце процесу. Якщо найбільш повільно проходять хімічні реакції і вони лімітують загальну швидкість, то це значить, що хіміко-технологічний процес здійснюється в кінетичній області: для розрахунку процесів, що протікають в кінетичній області, можна використовувати звичайні залежності із хімічної кінетики, не враховуючи впливу дифузії, оскільки кінетика в цілому визначається лише швидкістю хімічного перетворення. Коли процес протікає в кінетичній області, необхідно посилювати якраз ті технологічні фактори, що особливо впливають на швидкість визначальної реакції. Це — підвищення концентрації реагуючих речовин, температури, зміна тиску, рН, лужності, застосування каталізаторів та інші фактори.
- 4. Якщо ж загальну швидкість хіміко-технологічного процесу лімітує підведення реагентів в зону реакції (або відведення продуктів), то це означає, що процес протікає в дифузійній області. Щоб розрахувати такі процеси, необхідно користуватися залежностями, що описують дифузійні процеси, оскільки кінетика реакції не лімітує процес (хоч може і суттєво прискорити його) і він в цілому обумовлюється швидкістю дифузійного переносу. В дифузійній області швидкість процесу порівняно мало залежить від температури, швидкість дифузійного переносу необхідно підвищувати, перш за все, посиленням перемішування в системі, тобто турбулізацією системи. Якщо ж швидкості всіх елементів, що складають технологічний процес, майже однакові, то процес проходить в перехідній області і тому необхідно впливати як факторами, що прискорюють дифузію, так і реакції, тобто посилювати перемішування, підвищувати концентрації реагентів, температуру тощо. Таким чином, поняття лімітуючої стадії, як стадії, що визначає швидкість процесу в цілому, має важливе значення і тому дослідження кінетики гетерогенних процесів звичайно починають із встановлення лімітуючої стадії процесу. Найбільш просто її встановлюють по температурному коефіцієнту сумарної швидкості процесу. Так, якщо при зміні температури на 10 ° С сумарна швидкість процесу змінюється в 2...3 рази, то лімітуючою стадією є власне хімічне перетворення, тобто маємо кінетичну область. Якщо ж при зміні температури на 10 ° С швидкість змінюється менше, ніж у 1,8 рази, то лімітуючою буде швидкість масопереносу реагентів до зони реакції, тобто маємо дифузійну область. Сучасні хіміко-технологічні процеси в цілому — це складна система, що складається із одиничних, зв’язаних між собою, процесів — хімічних, масо- і теплообміну, гідромеханічних та інших. Гетерогенні процеси зв’язані з переносом речовини від однієї фази до другої, при цьому концентрація речовини в різних фазах (або на поверхні поділу фаз і в ядрі потоку) не однакові. Різниця концентрацій (∆С) є рушійною силою масообмінних процесів. Кінетика масопередачі для гетерогенних процесів в загальному вигляді може бути представлена як залежність від рушійної сили процесу дифузійного потоку q (тобто кількості речовини М, що передається через одиницю поверхні F за одиницю часу ): C)f( F M q Виходячи із кінетичних закономірностей хіміко-технологічних процесів, загальний закон масопередачі можем сформулювати таким чином: дифузійний потік прямо пропорційний рушійній силі і обернено пропорційний опору (R) масопередачі: R ΔC F M і остаточно представимо у формі рівняння швидкості масопередачі: CKF M N , (1.1) де К (обернена опору величина) називається коефіцієнтом масопередачі і виражає собою кількість речовини, що переходить із однієї фази в другу за одиницю часу, через одиницю поверхні фаз при рушійній силі, що дорівнює одиниці.
- 5. Аналіз формули (1.1) показує, що інтенсифікація хіміко-технологічного процесу (через підвищення його швидкості) досягається за рахунок збільшення рушійної сили ∆С (тобто збільшення різниці потенціалів), збільшення константи швидкості процесу К і поверхні контакту фаз F. 2.1. Збільшення рушійної сили процесу ∆С. Можна досягнути підвищенням концентрації взаємодіючих компонентів, тиску газового реагенту, регулюванням температури процесу, відведенням продуктів реакції з метою здвигати рівновагу в сторону продуктів. В гетерогенному трьохфазному процесі сатурації дефекованого соку для підвищення швидкості абсорбції і утилізації СО2 доцільно збільшувати парціальний тиск СО2 в сатураційному газі. Характер зміни рушійної сили для абсорбційних процесів при прямотоці та противотоці руху фаз суттєво відрізняється. При прямотоці ∆С змінюється дуже нерівномірно по довжині шляху контакту і тому швидкість процесу різна по довжині апарата. При противотоці ∆С змінюється менше і швидкість абсорбції буде вищою. Тому на практиці доцільно організовувати процес, як правило, по принципу противотоку, прямоток же застосовують вимушено (наприклад, при сушінні жому гарячими газами). Для гомогенних реакцій рушійна сила ∆С визначається по закону діючих мас як добуток концентрацій реагуючих речовин в даний момент (тобто добуток поточних концентрацій). Якщо реакція незворотня і протікає зліва направо mA + nB pD, то швидкість реакції можна визначити по рівнянню: C n B m A D X CCkCk d dC N (1.2) Одним із дієвих способів інтенсифікації гомогенних хімічних процесів є збільшення концентрацій взаємодіючих компонентів, що підвищує рушійну силу і пропорційно швидкість процесу. 2.2. Збільшення константи швидкості процесу. Досягається підвищенням температури системи, посиленням перемішування реагуючих мас (турбулізацією системи). Для гомогенних процесів при хорошому перемішуванні дифузія реагуючих компонентів назустріч один одному відбувається швидко і тому не грає суттєвої ролі, процес протікає в кінетичній області, тобто лімітується швидкістю хімічної реакції. В гомогенних процесах підвищення температури приводить до сильного збільшення констант швидкості реакції (1.2), згідно формули Арреніуса: kt = k0exp(–E/RT), (1.3) де kt — константа швидкості реакції при температурі Т, k0 — передекспоненційний множник; Е — енергія активації реагуючих речовин; R— газова постійна. Для гетерогенних процесів дифузійний перенос, як правило, лімітує швидкість процесу і визначає коефіцієнт масопередачі. Вплив температури на швидкість процесів в дифузійній області значно менше, ніж в кінетичній. Перемішування збільшує коефіцієнт масопередачі в результаті заміни молекулярної дифузії конвективною, тобто зниження дифузійного опору, який заважає взаємодії
- 6. компонентів. Отже посилення перемішування взаємодіючих речовин доцільно застосовувати для технологічних процесів, що протікають в дифузійній області. 2.3. Збільшення поверхні контакту фаз. Здійснюється в гетерогенних системах по різному в залежності від типу системи: Т-Р, Р-Г, та ін. Спосіб створення поверхні контакту фаз визначає конструкцію апаратурного оформлення для даної агрегатної системи. При сильному перемішуванні поверхня контакту для системи Т-Р буде дорівнювати поверхні всіх твердих частинок, що омиваються рідиною. В системі Р-Г при сильній турбулізації визначення істинної поверхні контакту фаз становиться важкою задачею, тоді розрахунки масопереносу ведуть на одиницю реакційного об’єму. В системі Р-Г можуть бути різні способи збільшення поверхні контакту фаз і відповідні принципи конструкцій апаратів: 1) барботаж — за рахунок диспергування газу через шар рідкої фази. При цьому має місце інтенсивна турбулентна масопередача, при якій важко врахувати площу поверхні контакту фаз. Для системи “дефекований сік — СО2” барботаж є найбільш ефективним способом контакту слабкорозчинного діоксиду вуглецю із лужним соком. 2) розпил рідкої фази у газовій, при цьому площа контакту фаз дорівнює поверхні всіх крапель , на яких відбувається масопередача. 3) пінний режим — в результаті створення шару подвижної піни при пропусканні газу знизу вверх через шар рідини з високою лінійною швидкістю. В пінних апаратах створюється найбільша поверхня контакту газу з рідиною при високих коефіцієнтах масопередачі. 3. Принцип найкращого використання енергії У виробництві цукру, що є найбільш енергоємним із виробництв, що переробляють сільськогосподарську сировину, основні технологічні процеси (екстрагування цукрози із бурякової стружки, очищення дифузійного соку, згущення очищеного соку, уварювання першого утфелю, перероблення його відтоків в наступних кристалізаціях, висушування цукру) здійснюються з використанням теплової енергії. Питомі витрати теплової енергії на технологічні потреби складають прилизно 1,3 ГДж на 1 т перероблених буряків. Показник енергоємності при переробленні буряків, що включає витрати палива на виробництво теплової та електричної енергії на загальновиробничі потреби і весь комплекс додаткових потреб, складає близько 2,7 ГДж на 1 т перероблених буряків. При виході цукрози 13 % до маси перероблених буряків витрати теплової енергії на технологічні потреби складають 10,0 ГДж на 1 т цукру-піску, а енергоємність — 20,8 ГДж. Проблема економних витрат паливо-енергетичних ресурсів дуже важлива з точки зору підвищення ефективності бурякоцукрового виробництва. Наряду з інтенсифікацією технологічних процесів, раціональним використанням сировини, обладнання, допоміжних матеріалів, економія паливо-енергетичних ресурсів забезпечує зниження собівартості готової продукції, оскільки паливо-енергетична складова витрат на технічне перероблення буряків дорівнює приблизно третині всіх витрат. Для зниження витрат паливно-енергетичних ресурсів необхідно:
- 7. 1) Удосконалювати технологію і технологічні схеми виробництва цукру з метою зменшення витрат теплової енергії на нагрівання, згущення соків і уварювання утфелів. 2) Удосконалювати теплові схеми в напрямку використання низькопотенціальних теплоносіїв. 3) Забезпечити роботу виробництва при оптимальних технологічних і теплотехнічних режимах; 4) Впроваджувати високоефективні теплоспоживаючі технологічні апарати. 5) Знижувати витрати палива при випалюванні вапнякового каменю і виробництві сушеного жому. 6) Знижувати витрати електроенергії на електропривід. 7) Зменшувати втрати тепла в оточуюче середовище покращенням теплової ізоляції обладнання і трубопроводів. Оскільки із збільшенням розмірів технологічних апаратів їх об’єм збільшується пропорційно третьому ступеню лінійного розміру, а поверхня — другому ступеню, то чим більший апарат, тим менша кількість обмінюваного (або втраченого) тепла приходиться на одиницю об’єму апарата. Тому впровадження високоінтенсивних технологічних апаратів великої виробничої продуктивності дає можливість обмежити зовнішній теплообмін і втрати тепла в зовнішнє середовище. При розробці нових технологічних процесів, обладнання і теплових схем в напряму енергозбереження треба мати на увазі, що вони дійдуть до практичного використання лише при умові, що забезпечать зменшення витрат теплової енергії без погіршення технологічних показників. 4. Принцип найкращого використання обладнання Розробляючи нові технології, прагнуть одержати продукцію за мінімальних економічних витрат. Оскільки вартість технологічного обладнання та його амортизації враховується у вартості готової продукції, то необхідно сприяти досягненню максимальної продуктивності одиниці об’єму апаратури, тобто найкращому використанню обладнання. Інтенсифікація гетерогенних технологічних процесів здійснюється, перш за все, за рахунок зменшення опорів масопереносу, що лімітують швидкість технологічного процесу. Підвищення турбулентності в гетерогенних системах (наприклад, розчинення твердої фази в рідині, абсорбції слабко розчинного газу в рідкій фазі тощо) забезпечує прискорення швидкості процесу в результаті зменшення опору дифузійному масопереносу. Але недоцільно збільшувати турбулентність в системах, в яких процес протікає в кінетичній області. Такі процеси слід реалізувати при найвищій (з технологічних можливостей) температурі. 4.1. Аналіз гідродинамічної обстановки у промислових апаратах При порівнянні ефективності періодичних і безперервних процесів, слід сказати, що безперервні процеси виключають перерви в роботі апарата при виконанні основної технологічної операції і витрати часу на допоміжні операції. Безперервний процес дозволяє одержати більшу кількість продукту з одиниці об’єму апаратури, при кращому контролі і засобах автоматизації. І все ж, в технологічному відношенні кращими були періодичні дефекатори і сатуратори, в яких процес практично здійснювався при одній і тій же тривалості
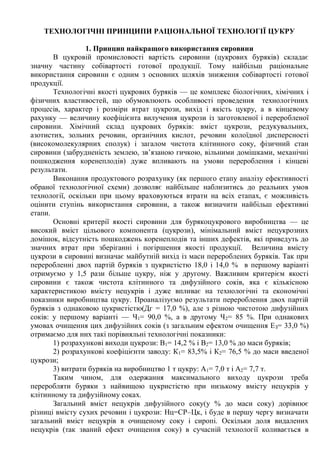
- 8. перебування елементів потоку соку: в найкращих умовах забезпечення заданого ступеня хімічного розкладання нецукрів для одержання термостійкого соку (дефекація) і поступового зниження лужності дефекованого соку з максимальним адсорбційним ефектом видалення розчинних нецукрів в зонах високої лужності (сатурація). Сучасні ж одноступінчасті безперервно діючі апарати бурякоцукрового виробництва, особливо сокоочищення, які працюють в режимі майже повного змішування (з великою дисперсією часу перебування елементів потоку в них) і низької сумарною лужності, не є найкращими з технологічної точки зору. Тому, для технологічної реалізації принципу найкращого використання обладнання, дуже важливим є аналіз гідродинамічної обстановки у відповідних апаратах, оскільки ефективність роботи апаратів безперервної дії визначається особливостями руху потоку реакційного середовища. Для дослідження структури потоків в апаратах сокоочисного відділення, були отримані експериментальні криві відгуку на імпульсне введення трасера Се(τ) [2], які в результаті нормування були перетворені на щільності розподілу безрозмірного часу перебування по формулі: ττ ττ Θ 0 e dC C f e e , (1.4) 0 0,2 0,4 0,6 0,80, 1,0 1,2 0 0,2 0,4 0,6 0,8 1 1,2 1,4 1,6 1,8 2 2,2 2,4 q f ( )e q 1 2 Рис 1.1. Щільності розподілу безрозмірного часу перебування Θ елементів потоку рідкої фази в апараті І сатурації (1) та відстійнику-декантаторі (2). В дослідах кількість трасера, яка залишалась в апараті після припинення вимірів (τп), як правило не перевищувала кількох відсотків, але і в таких випадках нехтування величиною Се(τ) при τ>τп призводить до значних похибок у визначенні числових характеристик розподілів часу перебування. Тому для зменшення похибок визначення найбільш важливих параметрів розподілу часу перебування, експериментальні криві відгуку були екстрапольовані при τ>τп на основі експоненціального закону по запропонованим формулам [2], які були використані італійськими вченими при дослідженні макрокінетичних втрат цукрози у дифузійному апараті [3]. В результаті математичної обробки щільностей розподілу часу перебування елементів потоку рідкої фази у апаратах, розраховано найважливіші статистичні характеристики розподілів (табл. 1.1).
- 9. Таблиця 1.1 Статистичні параметри розподілу часу перебування елементів потоку у деяких апаратах дефекосатурації і випарної установки Назва апарата Параметри δ М,хв S(),хв Var(),% Mθ2 Mθ3 As Переддефекатор 0,21 6,5 5,03 77,5 1,6 3,8 12,5 Дефекатор 0,11 10,8 9,66 89,44 1,8 4,6 9,2 Сатуратор 0,14 12,5 9,68 77,46 1.6 3,2 11,2 Декантатор 0,04 47,3 25,91 54,77 1,3 2,2 25,6 І корпус випар-ної устновки 2,9 5,2 4,03 77,46 1,6 3,5 11,8 ІІ корпус вапар-ної установки 0,14 15,9 13,3 83,67 1,7 3,8 9,9 де δ — параметр екстраполяції кривих відгуку; М, S(), Var(), As — відповідно середнє значення, середнє квадратичне відхилення, коефіцієнт варіації та асиметрія розподілу часу перебування елементів потоку в апараті; Mθ2 , Mθ3 — відповідно другий і третій моменти. На основі аналізу форми кривих відгуку та відповідних щільностей (на рис. 1.1 показані лише два найбільш відмінні розподіли) і їх статистичних характеристик (табл. 1.1) встановлено, що розподіли часу перебування в реальних апаратах суттєво відрізняються від ідеальних (витіснення та змішування): стрімке зростання щільності від початку введення трасера характеризує наявність значного байпасного потоку — зміщення максимуму кривих відносно середніх значень перебування в бік меншої тривалості показують, що значна частина елементів потоку перебуває в апараті у 3...5 разів менше середнього часу, необхідного для оптимального завершення відповідних реакцій. Повільне зменшення значень кривих відгуку свідчить про наявність локальних осередків підвищенної концентрації трасера, які не покидають об’єм апарата досить тривалий час (застійні зони). Відносно великі значення стандартного квадратичного відхилення S, коефіцієнта варіації Var та асиметрії As (табл. 1.1) підтверджують недосконалість односекційних промислових апаратів через значне відхилення часу перебування в них елементів потоку соку від середнього, оптимального з точки зору реалізації кінетики визначальних процесів. Тому інтенсифікація роботи сучасних безперервно діючих апаратів можлива, перш за все, за рахунок секціонування їх робочого об’єму і проведення технологічного процесу в режимі поступової зміни концентрації цільового компонента, що наближається до режиму ідеального витіснення з однаковим часом перебування частинок потоку соку. Принцип найкращого використання обладнання визначає основні вимоги до технологічних апаратів і машин: 1) забезпечення умов поступового оброблення напівпродуктів при практично однаковій (оптимальній) тривалості перебування всіх елементів потоку за заданим ступенем перетворення цільових компонентів; 2) висока технологічна ефективність і інтенсивність роботи; 3) мінімальні енергетичні витрати на реалізацію технологічного процесу; 4) стабільність режиму, легке управління і безпека при обслуговуванні;
- 10. 5) низька вартість самого апарата і його ремонту, надійність в роботі. Перераховані вище вимоги взаємозв’язані і в значній мірі не узгоджуються, в зв’язку з чим не завжди можна їх реалізувати всі в достатній мірі. Тому на практиці необхідно приймати найбільш раціональне з точки зору реалізації рішення, що забезпечує досягнення найважливіших технологічних і енергетичних показників процесу на рівні заданих при мінімальній собівартості і високій якості готової продукції. 5. Принцип оптимального технологічного варіанту Цей принцип виражається у виборі найкращої послідовності технологічних процесів, виборі режимів, типів апаратаів і машин, з’єднувальних трубопроводів, засобів механізації і автоматизації, які забезпечували б досягнення заданих технологічних цілей при мінімальних витратах. На практиці такі задачі розв’язуються як емпірично, шляхом перебору варіантів, так і аналітично з використанням методів математичного моделювання, оптимізації і комп’ютерної техніки. Поняття оптимального розмішення обладнання включає: 1) забезпечення найменшої довжини комунікацій; 2) використання природних напорів для транспортування рідких напівпродуктів; 3) забезпечення найкращих умов переміщення напівпродуктів. Застосування розглянутих вище принципів досягнення максимальної швидкості технологічного процесу, найкращого використання сировини, енергії і обладнання нерідко приводить до суперечливих результатів. В цих випадках приходиться шукати компромісний розв’язок. Як приклад розглянемо з технологічної точки зору декілька суперечливих ситуацій. Для досягнення максимальної швидкості сушіння відпресованого жому, треба було б процес поводити в противотоці із рухом гарячого газу. Але такий варіант в противотоці практично недоцільний, оскільки висушений жом в контакті з дуже гарячими газами (t = 800...900 °С) може піддаватись небажаним перетворенням і навіть загорітись. Тому процес ведуть в прямотоці, щоб гарячі гази контактували з початковим вологим матеріалом. У світовій практиці, як правило, після проведеної в оптимальних умовах прогресивної переддефекації (із досягнутим максимальним ефектом очищення) сік направляють на основну дефекацію, в результаті чого значна частина переддефекаційного осаду може знову розчинятись в умовах високої лужності і температури, що призводить до погіршення якості соку і додаткових витрат вапна. Компромісним розв’язком в цій суперечливій ситуації буде перехід на технологію очищення соку з відокремленням переддефекаційного осаду до основної дефекації, особливо це актуально при переробленні буряків погіршеної якості. Для значного підвищення коефіцієнта використання СО2 із сатураційного газу потрібно збільшувати висоту соку в сатураторі, але при цьому значно збільшуються витрати електроенергії на продавлювання газом шару соку.