Critical Review of Working Strike Longwalls Versus Dip-Rise Longwalls
•
0 likes•1,335 views

critical review of extraction of strike longwalls versus dip rise longwall panels in SCCL AP india, operational and planning parametres to be considered for working the same

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (19)
Recently uploaded
Recently uploaded (20)
Critical Review of Working Strike Longwalls Versus Dip-Rise Longwalls
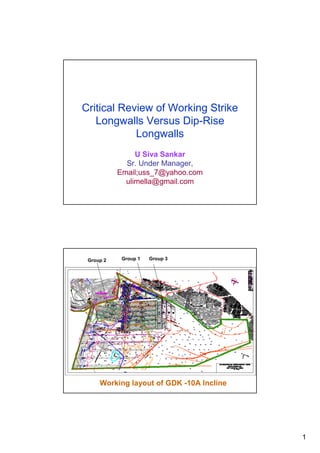
- 1. Critical Review of Working Strike Longwalls Versus Dip-Rise Longwalls U Siva Sankar Sr. Under Manager, Email;uss_7@yahoo.com ulimella@gmail.com Group 2 Group 1 Group 3 Working layout of GDK -10A Incline 1
- 2. Orientation of Panels Principal Stress Direction of ADRIYALA & GDK-10A is NNE 240 Panel With True North Strike Panels N 110 to 260 W (Dip-Rise Face) Dip Rise Panels N 670 E (Strike Face) At Adriyala, M/S MESY India conducted 17 successful hydrofrac tests for the determination of a stress-depth profile for the depth range between 77 m and 522 m. For all of the 17 hydrofrac tests the orientation of the induced fractures was determined by impression packer tests. The mean azimuth of the vertical fractures was determined as N (24 ± 14) degrees (NNE) Mean stress-depth relations for the minor and major horizontal stresses and verical stress Major Horizontal stress vertical Stress varies from 1 to 1.2 times vertical stress at 300m to 500m depth 2
- 3. Orientation of Panels Gradient of Gate Roads and Face Panel Longwall Face Gate Roads Strike Panels 1 in 6 to 1 in 6.2 1 in 20 to 1 in 25 (Dip-Rise Face) Dip Rise Panels 1 in 50 to 1 in 60 1 in 6 to 1 in 7 (Strike Face) 3
- 4. Support System • MECO- 4x800 tonnes IFS powered Roof Supports are being used. • Face sprags are being used in dip – rise panels Creep Control Strike Panels Dip –rise Panels (Dip –Rise faces) (Strike Faces) Staggering MG is Kept 10 to 15 MG is Kept ± 2m ( < 10 m (40 to 60 swing ) in swing )of TG advance of TG Monitoring Regular Monitoring is Even with negligible Required monitoring, no major movement of face machinery was observed. 4
- 5. Weighting Details Strike Panels Dip –rise Panels (Dip –Rise faces) (Strike Faces) Main 72.00 m (Panel # 55.10 m (Panel # 3B) & Weighting 3A) 53.00 m (Panel # 3C) Periodic Regular at an Regular at an interval of Weighting interval of 7 to 25 m, 5 to 28 m, with an with an average average interval of 17 m. interval of 16 m. Intensity More (readings) Reduced (C30 to C80 is (C30 to C75 is Supports Supports Yielding Yielding Zone) Zone) Face, Roof and Gate Roads Stability • Slabbing in face is more in Strike face compared to dip- rise face and it was 2m ahead of tip of canopy during periodic weightings. (Direction of cleavage planes plays role) • Cavities were also frequent at the time of weightings in strike faces compared to dip – rise faces • Cavities & Slabbing in Face was reduced & Safety was also improved with the introduction of Face sprags in strike faces. • In strike Panels guttering was observed in gate roads. 5
- 6. Horizontal stress - Longwalls • Horizontal stress can not pass through gob area or broken or collapsed roof; therefore zones of stress relief and stress concentration are created • Their location depends on panel orientation, direction of retreat and sequence of extraction Gate Road Stability with respect to horizontal stress (After Mark) 6
- 7. From the study with AHSM (Analysis of Horizontal Stress Measurement) NIOSH software Group 1 Panels as the panels are falling stress concentration zone while Group 2 strike panels are falling in stress relief zone and Group 3 Dip rise panels are falling under stress concentration zone Drainage Strike Panels Dip –rise Panels (Dip –Rise faces) (Strike Faces) Make of 450 GPM – Normal Initially observed but after Water period & 650 GPM – main fall no seepage. after Periodic Weighting Drainage Goaf to MG out by Goaf to dip most Sump through dip side level gallery Face is Dry and Coal Quality not affected in Strike faces compared to Dip – Rise faces 7
- 8. Modifications - Strike faces • AFC Motor capacity was increased from 2x150 kW to 2x250 kW as gravity does not support material transport • In Main gate Three 2x150 kW Gate belt gear heads were installed for coal transport due to higher lift (≈160 m) Other Observations • Stoppage of longwall face at the time of Gate belt Gear head dismantling and Gate belt jointing works( one day) • Switch train shifting & cables handling is tedious and requires special care. (Cables of 100m additional length required for one time shifting for same length) 8
- 9. COMPARISON OF DIP-RISE LONGWALL PANELS WITH STRIKE LONGWALL PANELS Parameters Dip Rise Panels Strike Panels Drivage of Single or multiple Moderate Difficult ✕ Easy ✔ Gate roads Gate road progress Less ✕ More ✔ Gate road condition Dry ✔ Slushy ✕ Material and men Transport Risky ✕ Less Risky ✔ in Gate roads Laying & Dismantling of Difficult ✕ Easy ✔ gate belts Number of Belts required in Two or More depends upon lift ✕ Single ✔ Main gate Switch train Shifting Tedious & cables handling is ✕ Easy & shifting can be done ✔ difficult daily Requires one time shifting for every 100m or more Water Drainage Requires pumping ✕ Does not require pumping ✔ •During Development Good ✔ Not Good ✕ •During extraction Ventilation Comfortable due to dry ✔ Less Comfortable due to humid ✕ condition condition Face Spalling More ✕ Less ✔ COMPARISON OF DIP-RISE LONGWALL PANELS WITH STRIKE LONGWALL PANELS S. Parameters Dip Rise Panels Strike Panels N o 11 Main Weighting Span Less ✔ More ✕ 12 Periodic weighting interval Similar ✔ Similar ✔ 13 Periodic weighting intensity Less ✔ More ✕ 14 Strata Control Problems Less ✔ Moderate ✕ 15 Emulsion requirement for More ✕ Less ✔ supports 16 Safety to workmen Less ✕ Moderate ✔ 17 Load on Shearer haulage Less ✔ More ✕ 18 Wear & tear of face More ✕ Less ✔ equipment (AFC & Shearer Parts) 19 Face Equipment Creep Less ✔ More & Difficult ✕ problem & Control 20 Sequence of Cutting Limited to Uni-directional only ✕ Uni or Bi-directional ✔ 21 Sump to each Cut Less ✕ More ✔ 22 Production Less ✕ Moderate ✔ 23 Coal Transport in AFC Gravity does not support ✕ Gravity supports ✔ 9
- 10. COMPARISON OF DIP-RISE LONGWALL PANELS WITH STRIKE LONGWALL PANELS S. Parameters Dip Rise Panels Strike Panels N o 24 AFC Motor Starting Torque High ✕ Moderate ✔ Requirement 25 Salvaging & installation Easy ✔ Moderate Difficult ✕ 26 Dealing of Heating or fire Difficult & Unsafe ✕ Moderate Difficult & safe ✔ Problem 27 Subsidence over goaf Non-uniform ✕ More or less Uniform ✔ 28 Effect of Principal stress on More because aligned ✕ Less because aligned parallel ✔ Trunks perpendicular 29 Effect of Principal stress on Less because aligned parallel ✔ More because aligned ✕ gate roads perpendicular 30 Alternative to lower effect Trunks need to be aligned ✔ Gate roads need to aligned ✔ of Principal stress oblique to stress direction oblique to stress direction Favour 11 Favour 19 Un-favour 19 Un-favour 11 Production Summary Panel length Face length Sl. No. Panel No. No. of chocks Total Production (T) Prod/day (T) (m) (m) 1 1 980 150 101 764,148 2330 2 2 990 150 101 756,663 2433 3 3 1024 150 101 761,927 2426 4 10 850 140 94 551,577 2113 5 10A 555 158 111 434,416 1285 6 11 900 110 78 358,791 880 7 7 955 118 80 532,620 1091 8 12 720 93.5 66 361,126 1852 9 8 990 115/135 77/90 619,384 1701 10 3A 1014 160 108 921,335 2090 11 * 3B 1030 150 101 810,725 1814 12 * 3C 900 150 101 1795 tonnes per day * Dip – Rise Panels (Strike faces) 10